24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
Il DMA come strumento di ottimizzazione per la post-cura di rivestimenti indurenti e componenti stampati in 3D
I sistemi di Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione UV hanno trovato spazio in diversi settori e applicazioni grazie alla loro rapidità di lavorazione, alla precisione nell'applicazione e alla versatilità.
I sistemi di Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione UV hanno trovato spazio in diversi settori e applicazioni grazie alla loro rapidità di lavorazione, precisione nell'applicazione e versatilità. Alcune delle applicazioni più importanti ad oggi sono:
- Industria della stampa: Gli inchiostri e le vernici a Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione UV sono ampiamente utilizzati nell'industria della stampa. Consentono una rapida essiccazione e Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione degli inchiostri su carta, cartone, plastica e altri substrati di stampa, aumentando la velocità di produzione.
- Lavorazione del legno: Le vernici a Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione UV sono utilizzate nella lavorazione del legno, in particolare per mobili, pavimenti, superfici e finiture di mobili e decorazioni in legno. Offrono una polimerizzazione rapida e un'elevata qualità della superficie.
- Industria automobilistica: Le vernici e i rivestimenti ad essiccazione UV sono utilizzati nell'industria automobilistica per la verniciatura di parti in plastica, componenti interni e cruscotti. Offrono una polimerizzazione rapida e un'elevata qualità superficiale.
- Elettronica: I materiali a polimerizzazione UV sono utilizzati nell'industria elettronica per la produzione di circuiti stampati, display, alloggiamenti, interruttori e altri componenti elettronici. Offrono un dosaggio e un'applicazione precisi e consentono una produzione rapida.
- Tecnologia medica: I materiali a polimerizzazione UV sono utilizzati nella produzione di dispositivi medici, prodotti dentali, apparecchi ortopedici e altre applicazioni mediche. Offrono alta precisione e proprietà biocompatibili.
- Ottica e occhiali: I materiali a polimerizzazione UV sono utilizzati per lenti di occhiali, lenti a contatto e rivestimenti ottici. Offrono una polimerizzazione rapida, elevata trasparenza e resistenza ai graffi.
- Aerospaziale: I rivestimenti a polimerizzazione UV vengono applicati nell'industria aerospaziale per componenti, alloggiamenti e applicazioni superficiali. Offrono leggerezza, durata e rapidità di polimerizzazione.
- Imballaggio alimentare: I rivestimenti a polimerizzazione UV sono utilizzati nell'industria dell'imballaggio alimentare per proteggere i materiali di imballaggio, migliorare la durata e ridurre la penetrazione dell'umidità.
Oltre a questi settori tradizionali, da diversi anni sono ampiamente utilizzati nella produzione additiva. Le resine a polimerizzazione UV costituiscono la base dei processi di fotopolimerizzazione in vaschetta e di Material Jetting e sono impiegate anche nel Binder Jetting. Anche in questo caso, le proprietà della polimerizzazione rapida sono rilevanti per la velocità di stampa 3D; la precisione e la finezza sono rilevanti per la risoluzione e lo spessore dello strato ottenibile; l'ampia gamma di formulazioni consente una combinazione quasi infinita di proprietà e materiali.
In alcune applicazioni, le proprietà degli inchiostri, dei rivestimenti e delle parti stampate in 3D possono essere ulteriormente migliorate con la polimerizzazione a temperature elevate dopo la polimerizzazione UV. Ciò è talvolta utile per controllare la profondità di polimerizzazione o migliorare le proprietà:
- Spessore del rivestimento o della pellicola di stampa: Nel caso di strati spessi di materiali a polimerizzazione UV, la luce UV potrebbe non penetrare a sufficienza per garantire una polimerizzazione completa. Per ottenere una polimerizzazione completa su tutto lo spessore è necessario un post-curing termico.
- Composizione del materiale e grado di reticolazione: Alcuni materiali richiedono una post-cura termica per ottenere una reticolazione e una polimerizzazione sufficienti. Il post-curing aiuta a completare le reazioni incomplete e a migliorare la stabilità del materiale.
- Ottimizzazione delle proprietà del materiale. La combinazione di polimerizzazione UV e postpolimerizzazione termica consente di ottimizzare le proprietà specifiche del materiale, come la durezza, l'elasticità, la resistenza agli urti e la resistenza chimica.
Analisi dinamico-meccanica per l'ottimizzazione del post-curing termico in relazione alle proprietà meccaniche
Un buon metodo per ottimizzare il post-curing termico in relazione alle proprietà meccaniche è l'analisi dinamico-meccanica (DMA). La DMA analizza il comportamento dei materiali a temperature, frequenze e deformazioni diverse. Nell'esempio che segue, è stata utilizzata per determinare la temperatura di post-polimerizzazione ideale in termini di tempo, costi e prestazioni.
Il sistema di resine è stato sviluppato da EZD per essere utilizzato come inchiostro o rivestimento o nella produzione additiva.
I campioni sono stati prodotti con la stampa 3D presso EZD-SKZ e sono stati analizzati con un DMA 303 Eplexor®. I parametri più importanti sono riassunti nella seguente tabella:
| Supporto del campione | curvatura a 3 punti. supporti flessibili da 30 mm |
| Spessore del campione | circa 2 mm |
| Larghezza del campione | circa 10 mm |
| Forza dinamica massima | 10 N |
| Ampiezza dinamica | 50 µm |
| Frequenza | 1 Hz |
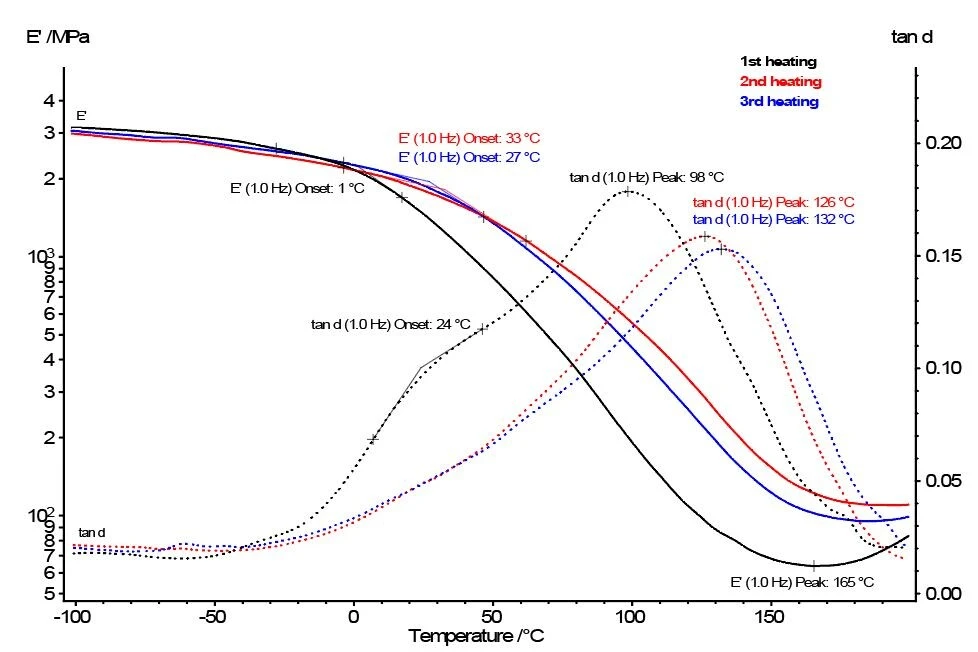
Per una prima valutazione del comportamento di polimerizzazione e del comportamento meccanico sotto l'influenza della temperatura, è stata eseguita una misurazione DMA da 100°C a 200°C con una velocità di riscaldamento di 2 K/min. Dopo il raffreddamento, questo ciclo è stato ripetuto altre 2 volte sullo stesso campione. I risultati sono riportati nella figura 1. Si può notare che una differenza nel Elasticità e modulo di elasticitàL'elasticità della gomma o elasticità dell'entropia descrive la resistenza di qualsiasi sistema di gomma o elastomero contro una deformazione o uno sforzo applicato dall'esterno. modulo di accumulo si verifica a temperature superiori alla temperatura ambiente. La rigidità aumenta con l'aumentare del riscaldamento. Inoltre, la transizione vetrosa (tan d) si sposta a temperature più elevate.
Per determinare la temperatura di polimerizzazione ideale per il nuovo sistema di resine, i campioni sono stati riscaldati a 5 K/min dalla temperatura ambiente alle temperature target di 180°C, 200°C, 210°C e 220°C e mantenuti isotermicamente per 5 ore dopo il raggiungimento della temperatura per analizzare l'eventuale aumento del Elasticità e modulo di elasticitàL'elasticità della gomma o elasticità dell'entropia descrive la resistenza di qualsiasi sistema di gomma o elastomero contro una deformazione o uno sforzo applicato dall'esterno. modulo di accumulo durante il tempo di mantenimento; si veda la figura 2.
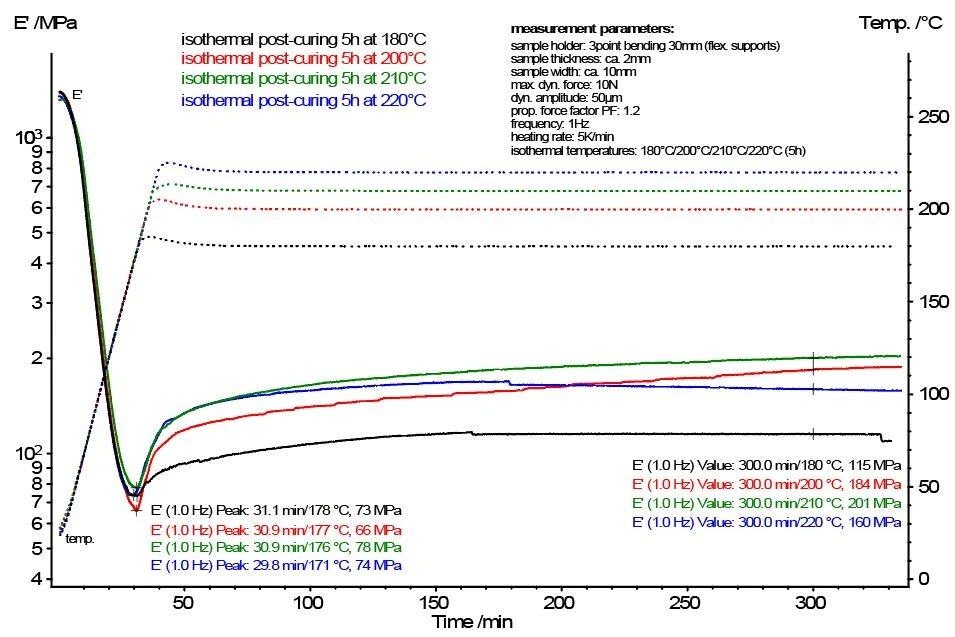
Si può notare che con l'aumento della temperatura si possono ottenere valori di modulo sempre più elevati e che l'aumento avviene più rapidamente alle temperature più alte. Solo a 220°C compare un effetto negativo. Dopo un iniziale aumento del valore del modulo, esso inizia a diminuire dopo circa 80 minuti di tempo totale di misurazione, il che è un indicatore dell'infragilimento del materiale. Pertanto, già a 220°C si verifica un danno al materiale.
I valori di modulo ottenibili dopo 300 minuti mostrano un notevole aumento con la temperatura. Tuttavia, questa differenza non è più così large tra 200°C e 210°C.
Per poter valutare l'effetto sulla transizione vetrosa, tutti i campioni mantenuti isotermicamente vengono successivamente riscaldati dinamicamente da -100°C a 200°C con una velocità di riscaldamento di 2 K/min. La differenza nei valori del modulo può essere riconosciuta già all'inizio della misurazione a -100°C. Si può inoltre notare chiaramente che il valore del modulo del campione danneggiato a 220°C non differisce da quello del campione post-curing a 180°C. Il picco di tan d, che corrisponde alla transizione vetrosa del materiale (Tg), si sposta verso valori più elevati all'aumentare della temperatura di mantenimento. Tuttavia, si nota anche che le differenze aumentano meno bruscamente in seguito alla post-cura a 200°C.
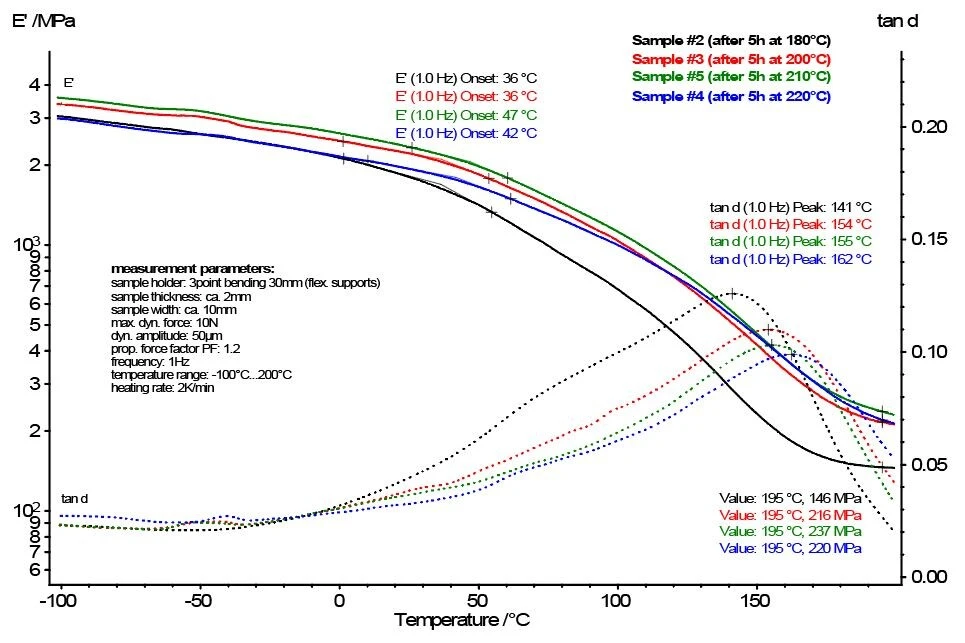
I risultati mostrano che il valore più alto del modulo e dellaTg può essere raggiunto a una temperatura di polimerizzazione di 210°C.
A seconda delle condizioni del telaio, si possono ora prendere diverse decisioni di ottimizzazione:
- Per ottenere il valore massimo del modulo di 201 MPa, la polimerizzazione deve essere eseguita a 210°C per 300 minuti.
- Se, ad esempio, è sufficiente un valore di modulo di 150 MPa, questo sarà raggiunto a 200°C dopo 160 minuti e a 210°C dopo 70 minuti. A seconda della tecnologia del forno, si può ipotizzare che sia più efficiente dal punto di vista energetico (+ tempo e costi) ottenere gli stessi risultati in 90 minuti in meno a 210°C.
- Se è richiesto un certo valore di transizione vetrosa, ad esempio > 150°C, una temperatura di polimerizzazione di 200°C può già essere sufficiente. Ulteriori tempi di mantenimento isotermici dovrebbero essere utilizzati per verificare se la stessaTg può essere raggiunta più velocemente anche a temperature più elevate.
Questo esempio intende dimostrare che, a seconda del valore obiettivo di prestazione (modulo oTg), del tempo, del costo o dell'efficienza energetica, alcune misurazioni DMA sono solitamente sufficienti per restringere lo spazio dei risultati e quindi verificare il raggiungimento dei valori obiettivo con 1-2 misurazioni di conferma.
Pertanto, il DMA può essere utilizzato per ottimizzare la polimerizzazione termica di inchiostri, rivestimenti e resine per la stampa 3D a polimerizzazione UV. A seconda del valore target, per ottimizzare la polimerizzazione UV si possono utilizzare altri metodi come il nostro UV-DSC, l'accoppiamento UV sul reometro rotazionale Kinexus o l'UV-DEA.