24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
DMA como herramienta de optimización para el poscurado de revestimientos endurecedores y componentes impresos en 3D
Los sistemas de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado UV han encontrado su lugar en diversas industrias y aplicaciones debido a su rápida procesabilidad, precisión en la aplicación y versatilidad.
Los sistemas de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado UV han encontrado su lugar en diversas industrias y aplicaciones debido a su rápida procesabilidad, precisión en la aplicación y versatilidad. Algunas de las aplicaciones más importantes hasta la fecha son:
- Industria gráfica: Las tintas y pinturas de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado UV se utilizan ampliamente en la industria de la impresión. Permiten un secado y Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado rápidos de las tintas sobre papel, cartones, plásticos y otros sustratos de impresión, lo que aumenta la velocidad de producción.
- Procesado de la madera: Los barnices de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado UV se utilizan en el procesado de la madera, especialmente para muebles, suelos, superficies y acabados de muebles y decoración de madera. Proporcionan un curado rápido y una alta calidad superficial.
- Industria del automóvil: Las pinturas y revestimientos de curado UV se utilizan en la industria del automóvil para pintar piezas de plástico, componentes interiores y salpicaderos. Ofrecen un curado rápido y una alta calidad superficial.
- Electrónica: Los materiales de curado UV se utilizan en la industria electrónica para la producción de placas de circuitos impresos, pantallas, carcasas, interruptores y otros componentes electrónicos. Ofrecen una dosificación y aplicación precisas y permiten una producción rápida.
- Tecnología médica: Los materiales de curado UV se utilizan en la producción de dispositivos médicos, productos dentales, aparatos ortopédicos y otras aplicaciones médicas. Ofrecen alta precisión y propiedades biocompatibles.
- Óptica y gafas: Los materiales de curado UV se emplean para lentes de gafas, lentes de contacto y revestimientos ópticos. Ofrecen un curado rápido, alta transparencia y resistencia al rayado.
- Industria aeroespacial: Los revestimientos de curado UV se aplican en la industria aeroespacial para componentes, carcasas y aplicaciones superficiales. Ofrecen ligereza, durabilidad y curado rápido.
- Envasado de alimentos: Los revestimientos de curado UV se utilizan en la industria de envasado de alimentos para proteger los materiales de envasado, mejorar la durabilidad y reducir la penetración de la humedad.
Además de estos ámbitos tradicionales, se utilizan ampliamente en la fabricación aditiva desde hace varios años. Las resinas de curado UV constituyen la base de los procesos de fotopolimerización en cuba y de inyección de materiales, y también se emplean en la inyección de aglutinantes. También en este caso, las propiedades del curado rápido son relevantes para la velocidad de impresión en 3D; la precisión y la finura son relevantes para la resolución y el grosor de capa alcanzable; y la amplia gama de formulaciones permite una combinación casi infinita de propiedades y materiales.
En algunas aplicaciones, las propiedades de las tintas, los revestimientos y las piezas impresas en 3D pueden mejorarse aún más mediante el curado a temperaturas elevadas después del curado UV. Esto resulta útil a veces para controlar la profundidad de curado o mejorar las propiedades:
- Grosor del revestimiento o de la película de impresión: En el caso de capas gruesas de materiales de curado UV, es posible que la luz UV no penetre lo suficiente para garantizar un curado completo. Es necesario un postcurado térmico para conseguir un curado completo en todo el espesor.
- Composición del material y grado de reticulación: Algunos materiales requieren un postcurado térmico para lograr una reticulación y polimerización suficientes. El postcurado ayuda a completar las reacciones incompletas y a mejorar la estabilidad del material.
- Optimización de las propiedades del material. La combinación de curado UV y postcurado térmico permite optimizar propiedades específicas del material como la dureza, la elasticidad, la resistencia al impacto y la resistencia química.
Análisis dinámico-mecánico para optimizar el postcurado térmico en relación con las propiedades mecánicas
Un buen método para optimizar el postcurado térmico con respecto a las propiedades mecánicas es el análisis dinámico-mecánico (DMA). El AMD analiza el comportamiento de los materiales a distintas temperaturas, frecuencias y deformaciones. En el siguiente ejemplo, se utilizó para determinar la temperatura de postcurado ideal en términos de tiempo, coste y rendimiento.
El sistema de resina fue desarrollado por EZD para su uso como tinta o revestimiento, o en fabricación aditiva.
Las muestras se produjeron mediante impresión 3D en EZD-SKZ y se analizaron con un DMA 303 Eplexor®. Los parámetros más importantes se resumen en la siguiente tabla:
| Soporte de la muestra | flexión en 3 puntos soportes flexibles de 30 mm |
| Espesor de la muestra | aprox. 2 mm |
| Anchura de la muestra | aprox. 10 mm |
| Fuerza din. máx | 10 N |
| Amplitud din | 50 µm |
| Frecuencia | 1 Hz |
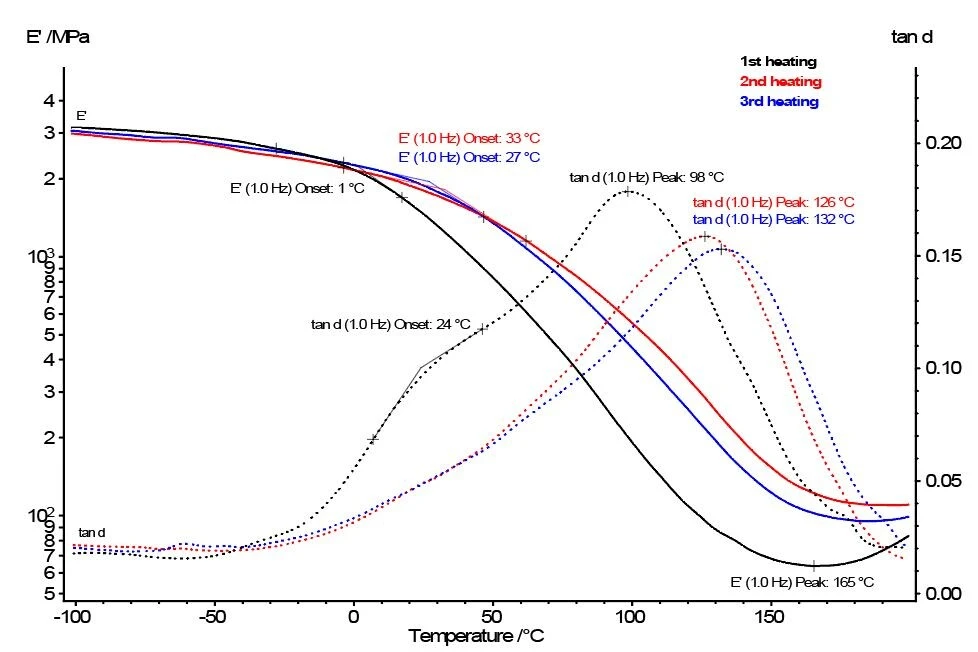
Para una primera evaluación del comportamiento de curado y del comportamiento mecánico bajo la influencia de la temperatura, se realizó una medición DMA de 100°C a 200°C a una velocidad de calentamiento de 2 K/min. Tras el enfriamiento, este ciclo se repitió 2 veces más en la misma muestra. Los resultados se muestran en la figura 1. Puede observarse que se produce una diferencia en el módulo de almacenamiento a temperaturas superiores a la temperatura ambiente. La rigidez aumenta al aumentar el calentamiento. Además, la transición vítrea (tan d) se desplaza a temperaturas más altas.
Para determinar la temperatura de curado ideal para el nuevo sistema de resina, las muestras se calentaron a 5 K/min desde la temperatura ambiente hasta las temperaturas objetivo de 180°C, 200°C, 210°C y 220°C y se mantuvieron isotérmicamente durante 5 h después de alcanzar la temperatura para analizar el posible aumento del módulo de almacenamiento durante el tiempo de mantenimiento; véase la figura 2.
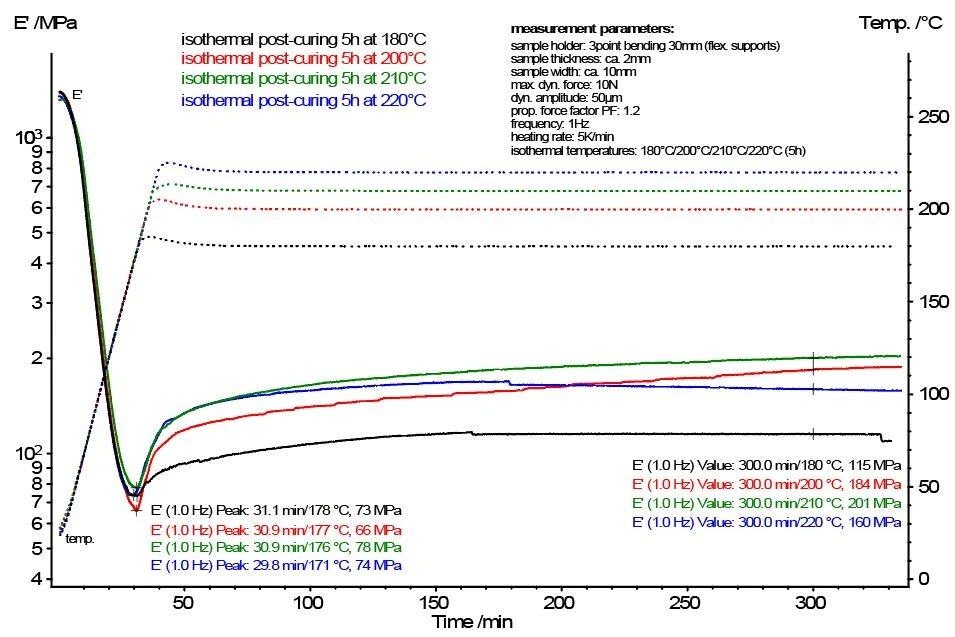
Se observa que con el aumento de la temperatura se alcanzan valores de módulo cada vez más altos y que el aumento se produce más rápidamente a temperaturas más elevadas. Sólo a 220°C aparece un efecto negativo. Tras un aumento inicial del valor del módulo, éste empieza a disminuir después de aproximadamente 80 minutos de tiempo total de medición, lo que es un indicador de fragilización del material. Así pues, a 220 °C ya se producen daños en el material.
Los valores de módulo alcanzables después de 300 minutos muestran el considerable aumento con la temperatura. Sin embargo, esta diferencia ya no es tan grande large entre 200°C y 210°C.
Para poder evaluar el efecto sobre la transición vítrea, todas las muestras mantenidas isotérmicamente se calientan posteriormente de forma dinámica de -100°C a 200°C a una velocidad de calentamiento de 2 K/min. La diferencia en los valores del módulo puede reconocerse ya al principio de la medición a -100°C. También puede verse claramente que el valor del módulo de la muestra dañada a 220°C no difiere del de la muestra postcurada a 180°C. El pico de tan d, que corresponde a la transición vítrea del material (Tg), se desplaza hacia valores más altos a medida que aumenta la temperatura de mantenimiento. Sin embargo, también se observa que las diferencias aumentan de forma menos acusada tras un postcurado a 200°C.
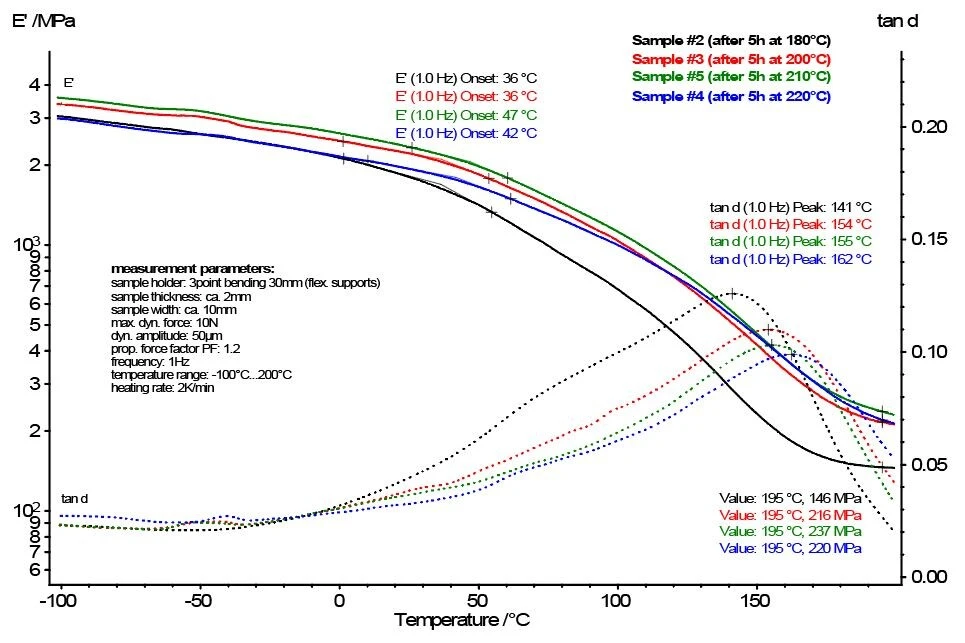
Los resultados muestran que el valor más alto de módulo y Tg puede alcanzarse a una temperatura de curado de 210°C.
Dependiendo de las condiciones del bastidor, ahora se pueden derivar diferentes decisiones de optimización:
- Para obtener el valor máximo de módulo de 201 MPa, el curado debe realizarse a 210°C durante 300 minutos.
- Si, por ejemplo, es suficiente un valor de módulo de 150 MPa, éste se alcanzará a 200°C tras 160 minutos y a 210°C tras 70 minutos. Dependiendo de la tecnología del horno, se puede suponer que es más eficiente energéticamente (+ tiempo y costes) conseguir los mismos resultados en 90 minutos menos a 210°C.
- Si se requiere un determinado valor de transición vítrea, por ejemplo, > 150°C, una temperatura de curado de 200°C puede ser ya suficiente. Deberían utilizarse otros tiempos de mantenimiento IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmico para comprobar si también puede alcanzarse más rápidamente la misma Tg a temperaturas más elevadas.
Este ejemplo pretende mostrar que, dependiendo del valor objetivo de rendimiento (módulo o Tg), tiempo, coste o eficiencia energética, unas pocas mediciones de DMA suelen ser suficientes para acotar el espacio de resultados y, a continuación, verificar la consecución de los valores objetivo con 1 ó 2 mediciones de confirmación.
Por lo tanto, la DMA puede utilizarse para optimizar el curado térmico de tintas, revestimientos y resinas de impresión 3D de curado UV. Dependiendo del valor objetivo, pueden emplearse otros métodos como nuestro UV-DSC, el acoplamiento UV en el reómetro rotacional Kinexus o el UV-DEA para optimizar el curado UV.