24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
Sertleşen Kaplamaların ve 3D Baskılı Bileşenlerin Kürlenme Sonrası Optimizasyon Aracı Olarak DMA
UV-Kürleşme (Çapraz Bağlanma Reaksiyonları)Kelimenin tam anlamıyla tercüme edildiğinde, "çapraz bağlama" terimi "çapraz ağ oluşturma" anlamına gelir. Kimyasal bağlamda, moleküllerin kovalent bağlarla birbirine bağlandığı ve üç boyutlu ağlar oluşturduğu reaksiyonlar için kullanılır. kürleme sistemleri, hızlı işlenebilirlikleri, uygulamadaki hassasiyetleri ve çok yönlülükleri nedeniyle çeşitli endüstrilerde ve uygulamalarda yer bulmuştur.
UV-Kürleşme (Çapraz Bağlanma Reaksiyonları)Kelimenin tam anlamıyla tercüme edildiğinde, "çapraz bağlama" terimi "çapraz ağ oluşturma" anlamına gelir. Kimyasal bağlamda, moleküllerin kovalent bağlarla birbirine bağlandığı ve üç boyutlu ağlar oluşturduğu reaksiyonlar için kullanılır. kürleme sistemleri, hızlı işlenebilirlikleri, uygulamadaki hassasiyetleri ve çok yönlülükleri nedeniyle çeşitli endüstrilerde ve uygulamalarda yer bulmuştur. Bugüne kadarki en önemli uygulamalardan bazıları şunlardır:
- Baskı endüstrisi: UV-Kürleşme (Çapraz Bağlanma Reaksiyonları)Kelimenin tam anlamıyla tercüme edildiğinde, "çapraz bağlama" terimi "çapraz ağ oluşturma" anlamına gelir. Kimyasal bağlamda, moleküllerin kovalent bağlarla birbirine bağlandığı ve üç boyutlu ağlar oluşturduğu reaksiyonlar için kullanılır. kürleme mürekkepleri ve boyaları baskı endüstrisinde yaygın olarak kullanılmaktadır. Kağıt, karton, plastik ve diğer baskı alt tabakaları üzerindeki mürekkeplerin hızlı kurumasını ve kürlenmesini sağlayarak üretim hızını artırırlar.
- Ahşap işleme: UV-kür kaplamalar ahşap işlemede, özellikle mobilya, döşeme, mobilya yüzeyleri ve kaplamaları ve ahşap dekor için kullanılır. Hızlı kürlenme ve yüksek yüzey kalitesi sağlarlar.
- Otomotiv endüstrisi: UV ile kürlenen boyalar ve kaplamalar otomotiv endüstrisinde plastik parçaların, iç bileşenlerin ve gösterge panellerinin boyanmasında kullanılır. Hızlı kürlenme ve yüksek yüzey kalitesi sunarlar.
- Elektronik sektörü: UV ile kürlenen malzemeler elektronik endüstrisinde baskılı devre kartları, ekranlar, muhafazalar, anahtarlar ve diğer elektronik bileşenlerin üretiminde kullanılır. Hassas dozaj ve uygulama sunarlar ve hızlı üretim sağlarlar.
- Tıbbi teknoloji: UV ile kürlenen malzemeler tıbbi cihazların, dişçilik ürünlerinin, ortopedik aletlerin ve diğer tıbbi uygulamaların üretiminde kullanılır. Yüksek hassasiyet ve biyouyumlu özellikler sunarlar.
- Optik ve gözlükler: UV ile kürlenen malzemeler gözlük camları, kontakt lensler ve optik kaplamalar için kullanılır. Hızlı kürlenme, yüksek şeffaflık ve çizilme direnci sunarlar.
- Havacılık ve uzay: UV ile kürlenen kaplamalar havacılık ve uzay endüstrisinde bileşenler, muhafazalar ve yüzey uygulamaları için uygulanır. Hafiflik, dayanıklılık ve hızlı kürlenme sunarlar.
- Gıda ambalajı: UV ile kürlenen kaplamalar, gıda ambalajı endüstrisinde ambalaj malzemelerini korumak, dayanıklılığı artırmak ve nem penetrasyonunu azaltmak için kullanılır.
Bu geleneksel alanlara ek olarak, birkaç yıldır Katmanlı Üretimde de yaygın olarak kullanılmaktadırlar. UV ile sertleşen reçineler, Vat Fotopolimerizasyon ve Malzeme Jetleme süreçlerinin temelini oluşturur ve ayrıca Bağlayıcı Jetlemede de kullanılır. Burada da hızlı kürlenme özellikleri 3D baskı hızı ile ilgilidir; hassasiyet ve incelik çözünürlük ve elde edilebilir katman kalınlığı ile ilgilidir; ve geniş formülasyon yelpazesi neredeyse sonsuz malzeme özellikleri ve malzeme kombinasyonuna izin verir.
Bazı uygulamalarda, mürekkeplerin, kaplamaların ve 3D baskılı parçaların özellikleri, UV kürlemeden sonra yüksek sıcaklıklarda kürlenerek daha da geliştirilebilir. Bu bazen kürlenme derinliğini kontrol etmek veya özellikleri iyileştirmek için yararlıdır:
- Kaplama veya baskı filminin kalınlığı: UV ile kürlenen malzemelerin kalın katmanlarında, UV ışığı tam kürlenmeyi sağlamak için yeterince nüfuz etmeyebilir. Tüm kalınlık boyunca tam kürlenme elde etmek için termal son kürlenme gereklidir.
- Malzeme bileşimi ve çapraz bağlanma derecesi: Bazı malzemeler yeterli çapraz bağlanma ve polimerizasyon elde etmek için termal son Kürleşme (Çapraz Bağlanma Reaksiyonları)Kelimenin tam anlamıyla tercüme edildiğinde, "çapraz bağlama" terimi "çapraz ağ oluşturma" anlamına gelir. Kimyasal bağlamda, moleküllerin kovalent bağlarla birbirine bağlandığı ve üç boyutlu ağlar oluşturduğu reaksiyonlar için kullanılır. kürleme gerektirir. Son Kürleşme (Çapraz Bağlanma Reaksiyonları)Kelimenin tam anlamıyla tercüme edildiğinde, "çapraz bağlama" terimi "çapraz ağ oluşturma" anlamına gelir. Kimyasal bağlamda, moleküllerin kovalent bağlarla birbirine bağlandığı ve üç boyutlu ağlar oluşturduğu reaksiyonlar için kullanılır. kürleme tamamlanmamış reaksiyonların tamamlanmasına yardımcı olur ve malzeme stabilitesini artırır.
- Malzeme özelliklerinin optimizasyonu. UV kürleme ve termal son kürleme kombinasyonu, sertlik, elastikiyet, darbe dayanımı ve kimyasal direnç gibi belirli malzeme özelliklerinin optimizasyonuna olanak tanır.
Mekanik Özellikler Açısından Termal Kürleme Sonrasını Optimize Etmek için Dinamik-Mekanik Analiz
Mekanik özellikler açısından termal son kürlemeyi optimize etmek için iyi bir yöntem dinamik-mekanik analizdir (DMA). DMA, malzemelerin değişen sıcaklık, frekans ve gerinimlerdeki davranışlarını analiz eder. Aşağıdaki örnekte, zaman, maliyet ve performans açısından ideal son kürleme sıcaklığını belirlemek için kullanılmıştır.
Reçine sistemi, mürekkep veya kaplama olarak ya da eklemeli üretimde kullanılmak üzere EZD tarafından geliştirilmiştir.
Numuneler EZD-SKZ'de 3D baskı kullanılarak üretilmiş ve bir DMA 303 Eplexor®. En önemli parametreler aşağıdaki tabloda özetlenmiştir:
| Örnek tutucu | 3 noktalı bükme. 30 mm esnek destekler |
| Örnek kalınlığı | yaklaşık 2 mm |
| Örnek genişliği | yaklaşık 10 mm |
| Maks. din. kuvvet | 10 N |
| Din. genlik | 50 µm |
| Frekans | 1 Hz |
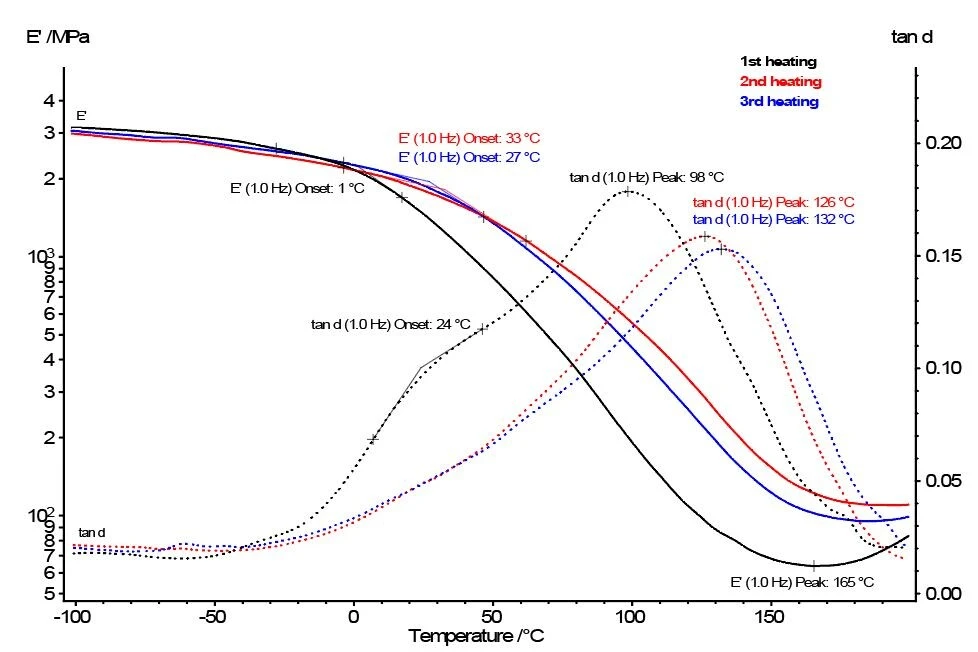
Kürlenme davranışının ve sıcaklığın etkisi altındaki mekanik davranışın ilk değerlendirmesi için, 100°C'den 200°C'ye 2 K/dak ısıtma hızında bir DMA ölçümü gerçekleştirilmiştir. Soğutmadan sonra, bu döngü aynı numune üzerinde 2 kez daha tekrarlanmıştır. Sonuçlar şekil 1'de gösterilmiştir. Oda sıcaklığının üzerindeki sıcaklıklarda depolama modülünde bir fark oluştuğu görülebilir. Artan ısıtma ile sertlik artmaktadır. Ayrıca, camsı geçiş (tan d) daha yüksek sıcaklıklara kaymaktadır.
Yeni reçine sistemi için ideal kürleme sıcaklığını belirlemek amacıyla numuneler oda sıcaklığından 180°C, 200°C, 210°C ve 220°C hedef sıcaklıklarına 5 K/dak hızla ısıtılmış ve bekletme süresi boyunca depolama modülündeki olası artışı analiz etmek için sıcaklığa ulaştıktan sonra 5 saat boyunca İzotermalKontrollü ve sabit sıcaklıkta yapılan testlere izotermal denir.izotermal olarak bekletilmiştir; bkz. şekil 2.
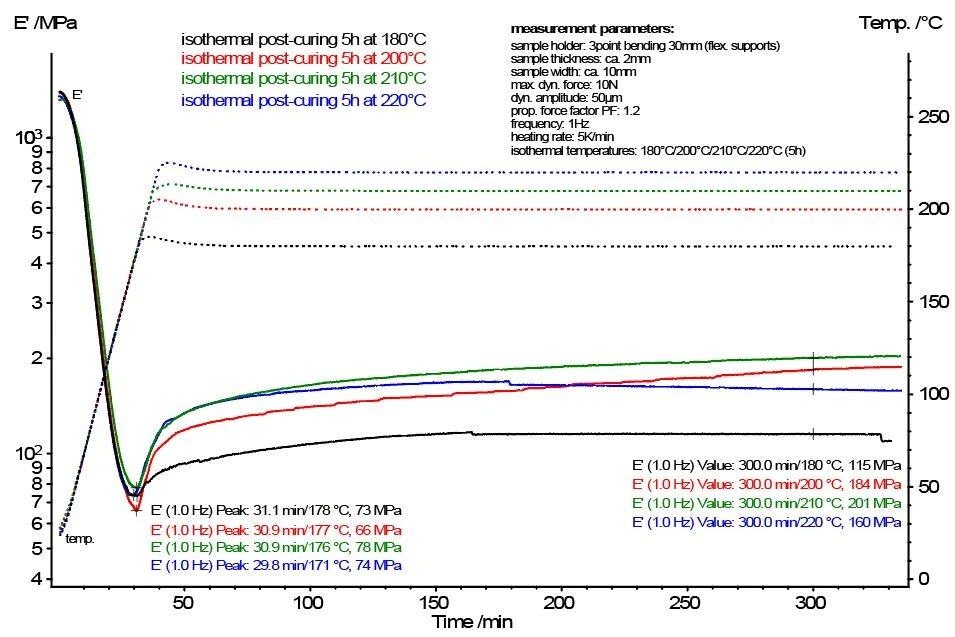
Artan sıcaklıkla birlikte daha yüksek ve daha yüksek modül değerlerine ulaşılabildiği ve artışın daha yüksek sıcaklıklarda daha hızlı gerçekleştiği görülebilir. Sadece 220°C'de olumsuz bir etki ortaya çıkmaktadır. Modül değerindeki ilk artışın ardından, toplam ölçüm süresinin yaklaşık 80 dakikasından sonra düşmeye başlar, bu da malzemenin gevrekleşmesinin bir göstergesidir. Böylece, 220°C'de malzeme hasarı zaten meydana gelmektedir.
Ulaşılabilir modül değerleri 300 dakika sonra sıcaklıkla birlikte önemli bir artış gösterir. Ancak bu fark 200°C ile 210°C arasında artık o kadar large değildir.
Camsı geçiş üzerindeki etkiyi değerlendirebilmek için, İzotermalKontrollü ve sabit sıcaklıkta yapılan testlere izotermal denir.izotermal olarak tutulan tüm numuneler daha sonra 2 K/dak ısıtma hızıyla -100°C'den 200°C'ye dinamik olarak ısıtılır. Modül değerlerindeki fark artık -100°C'deki ölçümün başlangıcında fark edilebilmektedir. Ayrıca 220°C'de hasar görmüş numunenin modül değerinin 180°C'de kürlenme sonrası numuneden farklı olmadığı açıkça görülebilir. Malzemenin camsı geçişine (Tg) karşılık gelen tan d tepe noktası, bekletme sıcaklığı arttıkça daha yüksek değerlere kaymaktadır. Bununla birlikte, 200°C'de son kürlemenin ardından farklılıkların daha az keskin bir şekilde arttığı da görülmektedir.
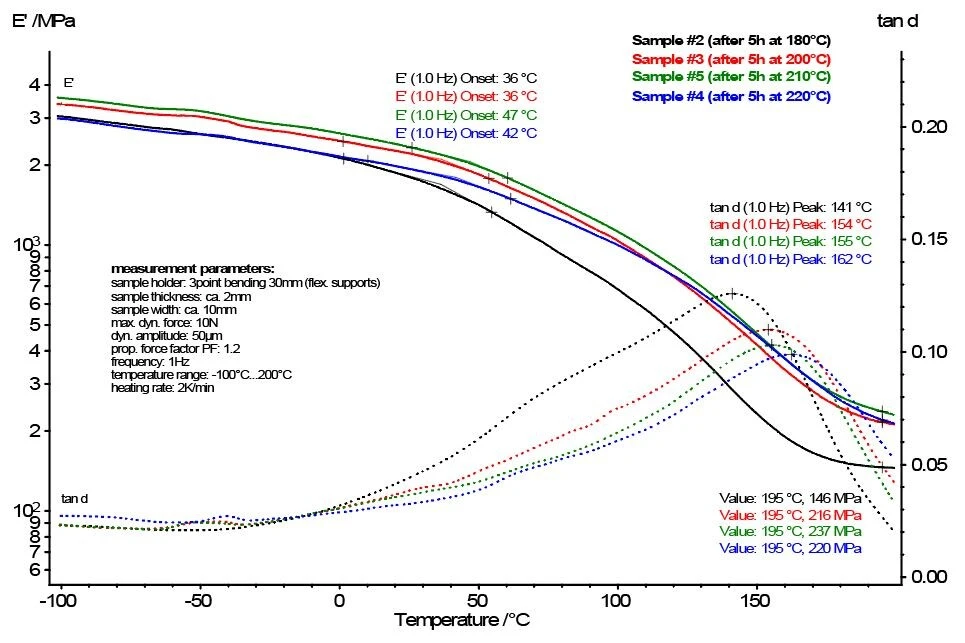
Sonuçlar, en yüksek modül değerinin ve Tg 'nin 210°C'lik bir kürleme sıcaklığında elde edilebileceğini göstermektedir.
Çerçeve koşullarına bağlı olarak, artık farklı optimizasyon kararları türetilebilir:
- Maksimum 201 MPa modül değerini elde etmek için kürleme 210°C'de 300 dakika boyunca yapılmalıdır.
- Örneğin, 150 MPa'lık bir modül değeri yeterli ise, buna 160 dakika sonra 200°C'de ve 70 dakika sonra 210°C'de ulaşılacaktır. Fırın teknolojisine bağlı olarak, aynı sonuçları 210°C'de 90 dakika daha kısa sürede elde etmenin daha enerji verimli (+zaman ve maliyet) olduğu varsayılabilir.
- Belirli bir camsı geçiş değeri gerekiyorsa, örneğin > 150°C, 200°C'lik bir kürleme sıcaklığı zaten yeterli olabilir. Aynı Tg değerinin daha yüksek sıcaklıklarda da daha hızlı elde edilip edilemeyeceğini kontrol etmek için daha fazla İzotermalKontrollü ve sabit sıcaklıkta yapılan testlere izotermal denir.izotermal bekletme süresi kullanılmalıdır.
Bu örnek, hedef performans değerine (modül veya Tg), zamana, maliyete veya enerji verimliliğine bağlı olarak, sonuç alanını daraltmak için genellikle birkaç DMA ölçümünün yeterli olduğunu ve ardından 1 - 2 onay ölçümüyle hedef değerlere ulaşıldığını doğrulamayı amaçlamaktadır.
Bu nedenle DMA, UV ile kürlenen mürekkeplerin, kaplamaların ve 3D baskı reçinelerinin termal kürlenmesini optimize etmek için kullanılabilir. Hedef değere bağlı olarak, UV kürlemeyi optimize etmek için UV-DSC, Kinexus rotasyonel reometresinde UV kuplajı veya UV-DEA gibi diğer yöntemler kullanılabilir.