Introduzione
Un reometro rotazionale può effettuare misurazioni con velocità di taglio o sollecitazioni definite sia in viscometria (dove la piastra superiore ruota) che in oscillazione (dove la piastra superiore oscilla a una frequenza specifica). Mentre la viscosità di taglio è spesso il risultato più comunemente desiderato da un esperimento rotazionale, il test di oscillazione fornisce informazioni sulle proprietà visco-elastiche del campione, in particolare la sua viscosità complessa (ŋ*) ottenuta dalla sua rigidità complessa (G*)[1].
Di seguito, il polipropilene è stato misurato sia con la viscosimetria che con l'oscillazione e la viscosità di taglio (ŋ) è stata confrontata con la sua viscosità complessa (ŋ*).
Tabella 1: Parametri di prova della misurazione rotazionale
| Dispositivo | Kinexus ultra+ con camera riscaldata elettricamente | |
| Geometria | CP2/20 (piastra conica, angolo: 2°, diametro: 20 mm) | |
| Temperatura | ||
| Spazio di misura | 66 μm | |
| Velocità di taglio (-γ) | 0.da 01 a 10 s-1 | |
Misura rotazionale su polipropilene
È stata eseguita una misura rotazionale su pellet di polipropilene utilizzando il reometro NETZSCH Kinexus ultra+. La Tabella 1 illustra le condizioni di misura.
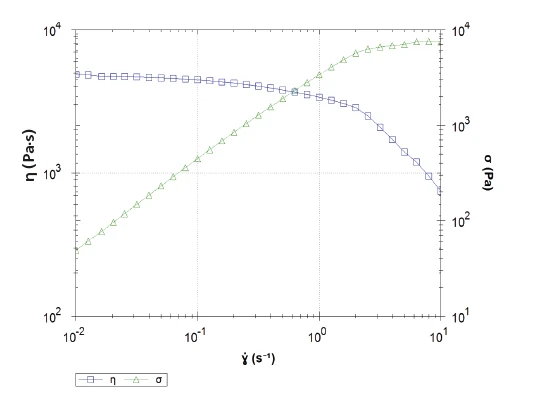
La Figura 1 mostra le curve risultanti dello sforzo di taglio (σ, verde) e della viscosità di taglio (ŋ, blu) per le velocità di taglio programmate. Nell'intervallo di bassa velocità di taglio, l'aumento dello sforzo di taglio con l'aumento della velocità di taglio è lineare e la viscosità di taglio è quasi costante: questo è il plateau newtoniano del materiale.
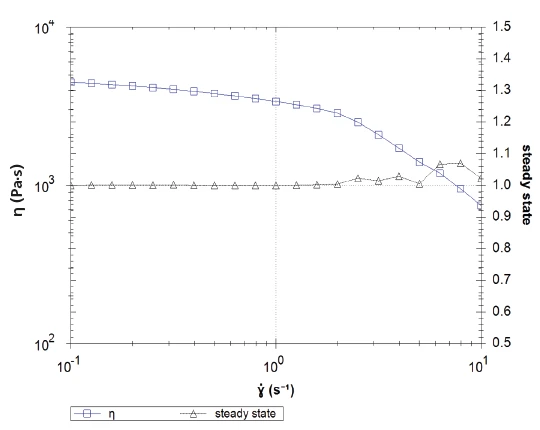
Intorno a 0,1 s-1, la viscosità di taglio inizia a diminuire con l'aumento della velocità di taglio. La pendenza cambia; ciò indica un comportamento più pronunciato di Assottigliamento a taglioIl tipo più comune di comportamento non newtoniano è l'assottigliamento al taglio o flusso pseudoplastico, in cui la viscosità del fluido diminuisce all'aumentare del taglio.assottigliamento al taglio. Tuttavia, un'occhiata alla curva di stato stazionario (che indica un flusso indipendente dal tempo all'interno del campione, Figura 2, nero) mostra che al di sopra di questa velocità di taglio, il flusso non è più indipendente dal tempo. Per assicurarsi che la misurazione porti a valori corretti di viscosità di taglio, è necessario controllare i valori di flusso stazionario: Essi sono pari a 1 per un flusso laminare e indipendente dal tempo. In questo caso, l'aumento della curva dimostra che i valori di viscosità di taglio visualizzati non sono più affidabili nell'ultimo decennio.
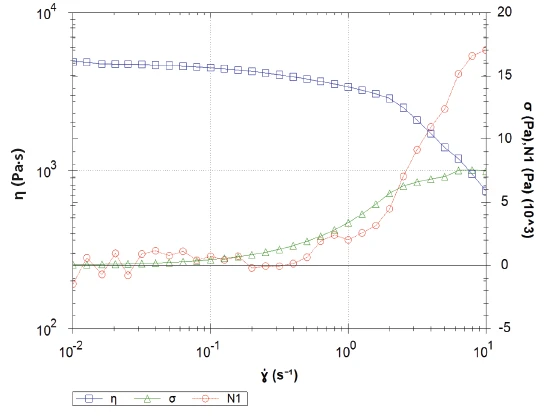
Da dove deriva questo comportamento? Un'occhiata alla Figura 3 fornisce la risposta. Oltre alla viscosità di taglio (blu), viene tracciato lo sforzo di taglio (verde) e la prima differenza di sforzo normale (N1, rosso). Il forte aumento della prima differenza di sforzo normale, N1, deriva probabilmente dall'effetto Weissenberg: Le proprietà elastiche del campione dominano le proprietà viscose. Il campione tenta di spingere verso l'alto la geometria superiore (ciò non è possibile perché lo spazio di misura rimane costante durante la misurazione). Questo effetto è evidenziato dalla curva N1 che supera la curva dello sforzo di taglio.
Come ottenere i valori di viscosità al taglio: La regola di Cox-Merz
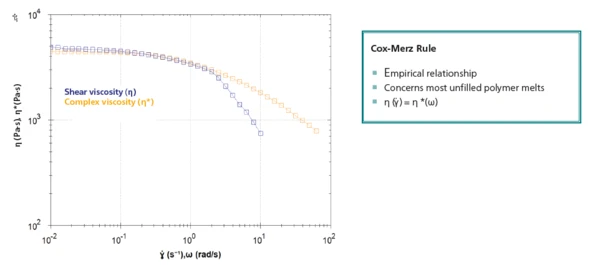
In questi casi, quando la curva della viscosità di taglio non può essere valutata correttamente, è molto utile la regola di Cox-Merz [2]. Si tratta di una relazione empirica che afferma che per la maggior parte dei polimeri fusi, la viscosità di taglio (η) in funzione della velocità di taglio (-γ [s-1]) è uguale alla viscosità complessa (η* [Pa-s]) in funzione della frequenza angolare (ω [rad/s]). Questa seconda curva si ottiene con una misura di oscillazione in cui la frequenza viene variata (frequency sweep).
In primo luogo, viene eseguito uno sweep di ampiezza per determinare la deformazione da utilizzare durante lo sweep di frequenza. La deformazione applicata al polimero deve essere sufficientemente bassa da non portare alla rottura della struttura del campione. In altre parole, la deformazione selected deve essere nell'intervallo viscoelastico lineare (Regione viscoelastica lineare (LVER)Nell'LVER, le sollecitazioni applicate non sono sufficienti a causare la rottura strutturale (snervamento) della struttura e quindi si misurano importanti proprietà microstrutturali.LVER) del campione, dove la deformazione e la sollecitazione sono correlate da una relazione lineare.
La Tabella 2 illustra le condizioni delle misure di oscillazione eseguite sul polipropilene.
La Figura 4 mostra le curve risultanti dei moduli elastici e di perdita e dell'angolo di fase in funzione della deformazione (Figura 4A) e della corrispondente sollecitazione di taglio (Figura 4B). All'inizio della misurazione, i moduli elastici e viscosi rimangono costanti: ciò indica che la deformazione applicata non distrugge la struttura del campione. Tuttavia, a partire da uno sforzo di taglio del 20%, un aumento dell'ampiezza porta a una diminuzione di entrambi i moduli, mentre l'angolo di fase aumenta. In conformità alla norma ISO 6721-10, la fine della Regione viscoelastica lineare (LVER)Nell'LVER, le sollecitazioni applicate non sono sufficienti a causare la rottura strutturale (snervamento) della struttura e quindi si misurano importanti proprietà microstrutturali.LVER è determinata dall'ampiezza che porta a una diminuzione del 5% del valore G´. In questo caso, corrisponde a un valore del 32%.
Tabella 2: Parametri di prova delle misure di oscillazione
Sweep di ampiezza | Sweep di frequenza | |
| Dispositivo | Kinexus ultra+ con camera riscaldata elettricamente | |
| Geometria | PP25 (piastra, diametro: 25 mm) | PP25 |
| Temperatura | ||
| Spazio di misura | 1 mm | 1 mm |
| Frequenza | 1 Hz | da 10-3 a 10 Hz |
| Deformazione da taglio (γ*) | da 1 a 100% | - |
| Sollecitazione di taglio (σ*) | - | 1.000 Pa |
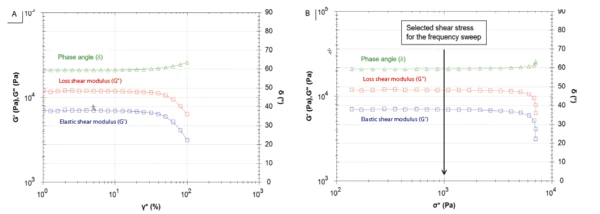
Le curve ottenute durante lo sweep di ampiezza possono essere visualizzate anche in funzione dello sforzo di taglio (Figura 4B). Per il successivo sweep di frequenza, al campione è stato applicato uno sforzo di taglio di 1000 Pa.
La Figura 5 mostra la viscosità di taglio ottenuta dalla misurazione rotazionale (blu) e la viscosità complessa ottenuta dalla scansione in frequenza (arancione). Entrambe le curve sono in buon accordo tra 10-2 e 2 rad/s. Ciò conferma la conclusione La viscosità di taglio e la viscosità complessa di una colata di polipropilene sono state confrontate mediante una misura rotazionale e una oscillatoria. Finché al polimero viene applicato un flusso costante, è possibile dimostrare un buon accordo tra la viscosità di taglio e la viscosità complessa. Questo comportamento è previsto dalla regola di Cox-Merz. Per velocità di taglio più elevate, dove si verificano instabilità di flusso, non si raggiunge più un flusso stabile. In questo caso, la regola di Cox-Merz è di grande utilità perché rivela la conoscenza della viscosità di taglio utilizzando la viscosità complessa. Viscosità di taglio (η, blu) e viscosità complessa (η*, arancione) durante le misurazioni rotazionali e oscillatorie su fusioni di polipropilene fuso 5 i risultati discussi in precedenza: Le instabilità del flusso che si verificano a velocità di taglio più elevate impediscono al flusso di essere indipendente dal tempo. Di conseguenza, non è possibile ottenere risultati affidabili con la misura rotazionale. Tuttavia, l'applicazione di Cox-Merz consente di determinare facilmente la viscosità di taglio allo stato stazionario: È sufficiente ottenere la viscosità complessa in funzione della frequenza angolare dopo aver effettuato una misura di oscillazione.
Conclusione
La viscosità di taglio e la viscosità complessa di un polipropilene fuso sono state confrontate mediante una misura rotazionale e una oscillatoria. Finché al polimero viene applicato un flusso costante, è stato possibile dimostrare un buon accordo tra la viscosità di taglio e la viscosità complessa. Questo comportamento è previsto dalla regola di Cox-Merz. Per velocità di taglio più elevate, dove si verificano instabilità di flusso, non si raggiunge più un flusso stabile. In questo caso, la regola di Cox-Merz è di grande utilità perché rivela la conoscenza della viscosità di taglio utilizzando la viscosità complessa.