
19.04.2021 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
Investigating UV Exposure and Thermal Cure in Vat Photopolymerization
During the Vat Photopolymerization process, the component is built-up in layers in a liquid resin vat using a UV laser beam to selectively cure the resin. Learn how the degree of thermal cross-linking of a two-component resin is determined by the preceding cross-linking reaction during photo-polymerization.
There are many variations of the process, which are explained in this video.
Configurazione della fotopolimerizzazione in vasca
Una configurazione interessante, ottimizzata per la stampa rapida, prevede la proiezione della maschera sull'intero strato e un movimento dall'alto verso il basso della piattaforma di costruzione. Ciò significa che il laser UV non traccia la forma di ogni strato su base pixel, ma piuttosto il raggio laser si modella sulla geometria dell'intero strato e lo espone tutto in una volta. Allo stesso tempo, l'approccio top-down significa che la piattaforma di costruzione è immersa nella resina e la proiezione della luce UV avviene dal basso attraverso una finestra. Dopo ogni strato, la piattaforma viene spostata in alto di un'altezza e il processo viene ripetuto. La Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione di uno strato tra lo spazio della finestra e la piattaforma di costruzione o gli strati precedenti del pezzo può portare all'adesione del pezzo alla finestra e influenzare il movimento verso l'alto. Il principio del processo è spiegato qui.
Pertanto, in una variante spesso definita Digital Light Synthesis (DLS), la finestra è effettivamente una membrana permeabile all'ossigeno. Ciò consente la diffusione dell'ossigeno attraverso la finestra e nel gap di resina. Come tutti i processi di diffusione, la variazione di concentrazione dipende dal tempo e determina una saturazione dell'ossigeno proprio all'interfaccia tra la resina e la finestra e concentrazioni inferiori più in alto nella resina. Questo effetto è utilizzato con le resine sensibili all'ossigeno, la cui reazione è inibita dall'ossigeno. Un esempio tipico sono gli acrilati.
Grazie a questo effetto, la resina rimane liquida all'interfaccia con la finestra e può essere facilmente rilasciata durante il movimento verso l'alto della piattaforma. Il resto della resina nell'intercapedine esposta alla luce UV, invece, è in fase di Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione. Per comprendere il comportamento di Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione UV di una determinata resina, è possibile utilizzare la fotocalorimetria differenziale (fornita da un Photo-DSC) dotato di una sorgente di luce UV.
Come funziona un Photo-DSC
Nell'articolo "Investigation of the influence of exposure time on the dual-curing reaction of RPU 70 during the DLS process and the resulting mechanical part properties" (Indagine sull'influenza del tempo di esposizione sulla reazione di doppia polimerizzazione di RPU 70 durante il processo DLS e sulle conseguenti proprietà meccaniche del pezzo), Philip Obstet al. [1] si propone di dimostrare che il grado di reticolazione termica di una resina bicomponente è determinato dalla precedente reazione di reticolazione durante la fotopolimerizzazione [1].
Lo studio condotto in collaborazione con NETZSCH Analyzing & Testing utilizza un Photo-DSC 204 F1 Phoenix® con un'estensione di luce UV OmniCure® S2000 SC e analizza una resina poliuretanica rigida.
La resina è un sistema a doppia Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione che viene inizialmente polimerizzato con luce UV durante il processo di stampa 3D. Successivamente, viene polimerizzata a temperature elevate in un forno per migliorare ulteriormente le proprietà meccaniche e la Stabilità termicaUn materiale è termicamente stabile se non si decompone sotto l'influenza della temperatura. Un modo per determinare la stabilità termica di una sostanza è quello di utilizzare un TGA (analizzatore termogravimetrico). stabilità termica del componente. Entrambe le fasi possono essere studiate con NETZSCH Photo-DSC, dove la sorgente di luce UV può essere programmata liberamente in combinazione con rampe di temperatura e segmenti isotermici. La luce UV è emessa da una lampada al mercurio da 200 W a corto arc contenuta nel DSC e viene inviata attraverso fibre ottiche e lenti nella camera di misurazione sia sul campione che sul piatto vuoto. Un meccanismo a iride rotante permette di impostare con precisione i tempi di esposizione e l'intensità della luce direttamente nel softwareNETZSCH Proteus®. Il sistema Omnicure offre inoltre un ampio spettro di uscita, che può essere adattato con filtri limitatori di banda se per un'applicazione sono necessarie lunghezze d'onda specifiche.
Come misurare la polimerizzazione UV e termica con un Photo-DSC NETZSCH
L'intero studio può essere consultato qui, ma in questa sede verrà presentato un esempio di misura che include l'analisi.
Per gli esperimenti condotti è stato utilizzato lo spettro completo dello strumento OmniCure®. A causa della distanza costante di 20 mm tra l'uscita della luce e il campione, si verifica una perdita di intensità. Per questo motivo, viene utilizzato un fattore di conversione per regolare la perdita. Per ottenere l'intensità luminosa di circa 9 mW/cm2 che si verifica nella stampante 3D, nel software è stata utilizzata un'impostazione di 0,5 W/cm2.
Per ogni misurazione, l'esposizione ai raggi UV viene eseguita a 30°C durante un segmento IsotermicoI test a temperatura controllata e costante sono detti isotermici.isotermico di 5 minuti. Quindi, il campione viene riscaldato a 120°C con una velocità di riscaldamento di 3 K/min e mantenuto costante per 10 minuti per garantire il completamento della Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione, prima di essere raffreddato nuovamente a 30°C.
Tutte le condizioni di misura sono riassunte nella tabella seguente:
Tabella 1: Condizioni di misura
| Pentola | Concavus®al senza coperchio |
| Massa del campione | 5 mg |
| Atmosfera | N2 |
| Intervallo di temperatura | da 30°C a 200°C con una velocità di riscaldamento di 3 K/min. |
| Intensità UV | 0.5 W/cm2 |
| Tempo di esposizione | 6.8 s |
Nella Figura 1 è mostrato il risultato della Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione UV e della successiva Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione termica. All'inizio del segmento IsotermicoI test a temperatura controllata e costante sono detti isotermici.isotermico, il campione viene esposto per 6,8 s e l'entalpia esotermica risultante viene misurata a 78,4 J/g. Durante la successiva fase di riscaldamento, avviene la Polimerizzazione (reazioni di reticolazione)Tradotto letteralmente, il termine "crosslinking" significa "reticolo incrociato". Nel contesto chimico, viene utilizzato per le reazioni in cui le molecole vengono collegate tra loro introducendo legami covalenti e formando reti tridimensionali. polimerizzazione termica del campione, che è già terminata quando si raggiunge la temperatura finale di 120°C.
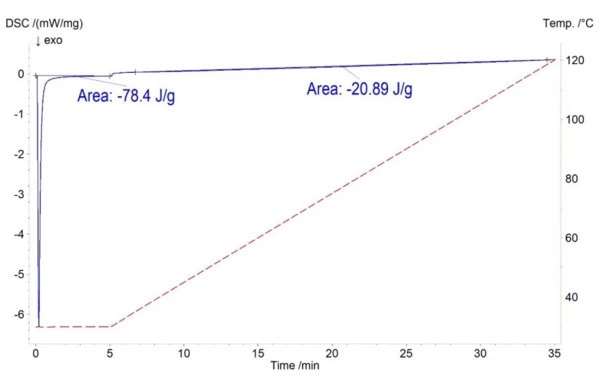
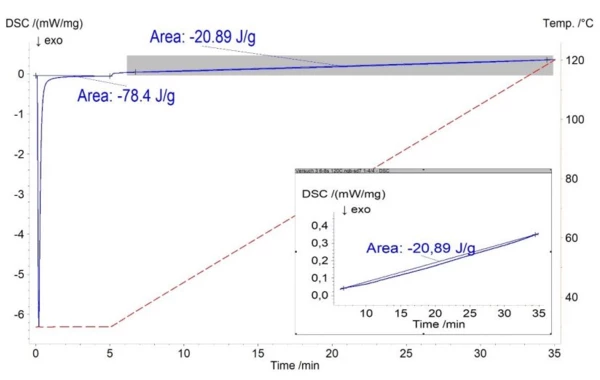
Ciò può essere meglio osservato nella Figura 2, dove è evidenziata la deviazione dalla linea di base. Si può notare che l'entalpia esotermica dovuta alla polimerizzazione termica è pari a 20,89 J/g.
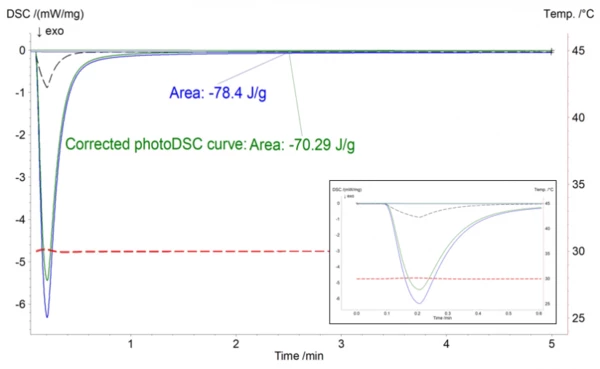
Durante l'esposizione UV, l'energia misurata generata dalla luce pura deve essere corretta. Per questo motivo, la fase di esposizione ai raggi UV viene ripetuta sul campione di resina completamente polimerizzato e viene misurato l'aumento di entalpia. Il risultato è mostrato nella Figura 3. La curva blu mostra la misura iniziale (vedi Figura 1) e la curva nera mostra l'entalpia dell'esposizione UV della resina completamente polimerizzata. Utilizzando la funzione di sottrazione del software Proteus® software, l'entalpia corretta viene calcolata e visualizzata come curva verde. L'entalpia esotermica dopo la correzione è di 70,29 J/g.
Il giusto equilibrio è importante
Questo esempio mostra che con un tempo di esposizione di 6,8 s, la maggior parte della polimerizzazione avviene durante l'esposizione UV rispetto alla polimerizzazione termica (21 J/g). Si può notare che la combinazione di una foto-DSC e di una funzionalità DSC convenzionale è in grado di analizzare sistemi di materiali così complessi. Lo studio completo mostra che tempi di esposizione più bassi spostano questo rapporto nella direzione opposta: a basse durate di esposizione, la maggior parte dei legami incrociati si forma durante la fase di polimerizzazione termica.
Gli autori hanno combinato questi risultati con test meccanici sui campioni e sono stati in grado di concludere: maggiore è la polimerizzazione dovuta all'esposizione alla luce UV, più forti sono i pezzi risultanti (vedi Figura 4).
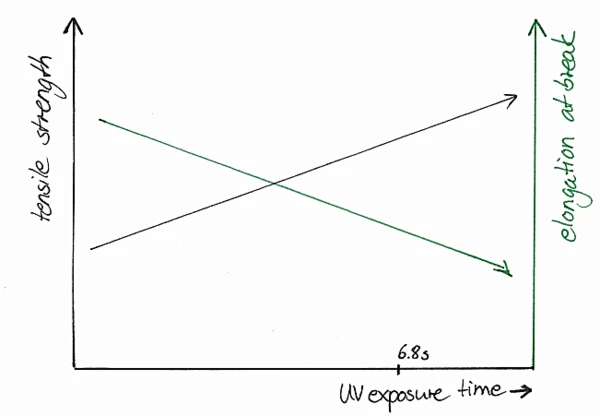
Ciò indica che la reticolazione termica dipende dalla rete precedentemente formata durante l'esposizione ai raggi UV. Tuttavia, gli autori hanno anche scoperto che se la quantità di reticoli derivanti dalla polimerizzazione termica diventa troppo bassa, si può verificare un infragilimento e quindi, a sua volta, anche una riduzione delle prestazioni meccaniche. L'intero studio può essere letto qui!
Fonte e affiliazioni
1] Obst, P.a, Riedelbauch, J.a, Oehlmann, P.a, Rietzel, D.a, Launhardt, M.c, Schmölzer, S.d, Osswald, T.A.e e Witt, G.b (2020): Studio dell'influenza del tempo di esposizione sulla reazione di doppia polimerizzazione di RPU 70 durante il processo DLS e sulle proprietà meccaniche risultanti. Additive Manufacturing Volume 32. https://doi.org/10.1016/j.addma.2019.101002
aBMWGroup, Additive Manufacturing Center, Monaco di Baviera, Germania, bIstitutodi Ingegneria della Produzione, Università di Duisburg - Essen, Duisburg, Germania, cIstitutodi Tecnologia dei Polimeri, Friedrich-Alexander-University Erlangen-Nuremberg, Erlangen, Germania, dNETZSCH GmbH & Co. KG, Selb, Germania, eCentrodi Ingegneria dei Polimeri, Dipartimento di Ingegneria Meccanica, Università del Wisconsin-Madison, Madison, WI 53706 USA
Ulteriori indagini sulle resine a doppia polimerizzazione con il Photo-DSC NETZSCH
Studio delle resine a doppia polimerizzazione per la sintesi digitale in luce (DLS) con il Photo-DSC 204 F1 Phoenix®
I fotopolimeri utilizzati nella tecnologia di fabbricazione additiva Digital Light Synthesis (DLS) sono materiali impegnativi. Finora si sa poco sulle conseguenze dell'aumento delle temperature, ad esempio a causa di temperature ambiente più elevate. Un lavoro di ricercaarch si propone di studiare l'influenza delle temperature su queste resine a doppia polimerizzazione e scopre che il Photo-DSC è il più efficace nel tracciare la conversione termica e nell'identificare i tempi di esposizione ottimali.
Come la foto-DSC fa avanzare i protocolli di prova dei campioni liquidi per la produzione additiva
I fotopolimeri hanno acquisito un'importanza crescente in molti settori. La sintesi digitale della luce (DLS), una tecnologia di produzione additiva, è un ottimo esempio di utilizzo dei fotopolimeri. Scoprite perché NETZSCH Photo-DSC è un metodo comprovato per ottimizzare il processo di produzione additiva.

Libro elettronico gratuito
Analisi termica e reologia nella produzione additiva di polimeri
Scoprite i segreti delle capacità rivoluzionarie dell'AM! Il nostro nuovo ebook si addentra nel cuore dell'AM, svelando la potenza delle tecniche affidabili di caratterizzazione dei materiali, in particolare l'analisi termica e la reologia.