
15.04.2021 by Milena Riedl
How to Detect Cure State of Pre-Cured Composite Samples
Popular materials for lightweight applications are glass and carbon fiber-reinforced plastics. The properties of the composite material are determined by the manufacturing process conditions. Therefore, it is crucial to know the curing state reached during manufacturing as well as the correlation between the Glass Transition TemperatureThe glass transition is one of the most important properties of amorphous and semi-crystalline materials, e.g., inorganic glasses, amorphous metals, polymers, pharmaceuticals and food ingredients, etc., and describes the temperature region where the mechanical properties of the materials change from hard and brittle to more soft, deformable or rubbery.glass transition temperature and degree of cure.
Популярными материалами для облегченных конструкций, таких как вертолеты, самолеты и автомобили, являются армированные стеклом и углеродным волокном пластики. Традиционно для пропитки используются реактивные смолы, такие как эпоксидные, ненасыщенные полиэфирные и полиуретановые. Важная сшитая сеть образуется в результате химической реакции. "В процессе сшивания при достаточно высоких температурах материал превращается из жидкости через гель в стеклоподобное твердое вещество" [1]. Таким образом, свойства композиционного материала определяются условиями технологического процесса, а не только свойствами основных компонентов.
Таким образом, в технических процессах и для определения оптимальных условий производства очень важно знать состояние отверждения, достигнутое в процессе производства, а также соотношение между температурой стеклования (Tg) и степенью отверждения. Особенно важны знания о полном отверждении (Tg∞), поскольку температура производства должна приближаться или превышать Tg∞, чтобы реакция завершилась в течение разумного времени отверждения. В противном случае витрификация предотвращает или задерживает полное отверждение.
Научная статья "Определение состояния отверждения предварительно отвержденного эпоксидного препрега (CFC), армированного углеродным волокном, с помощью температурно-модулированной дифференциальной сканирующей калориметрии (TMDSC)" В. Старка, М. Яунича и Дж. Макхью была опубликована в журнале Polymer Testing. Цель работы - "определить корреляцию между фактической температурой стеклования, степенью отверждения и временем отверждения при 180°C для препрегов из углеродного волокна (CFR) [...] с помощью метода TMDSC" [1].
Что такое температурно-модулированная дифференциальная сканирующая калориметрия (ТМ-ДСК)?
Традиционная дифференциальная сканирующая калориметрия (ДСК) используется для исследования состояния отверждения предварительно отвержденных образцов в течение различных периодов времени в неизотермических экспериментах. Таким образом, можно определить корреляцию между Tg и степенью отверждения всего за одно измерение. "Эти эксперименты хорошо работают, когда температура реакции выше максимальной температуры стеклования. [...] Ситуация усложняется, когда фактическая температура стеклования находится в том же температурном диапазоне, что и температура реакции после отверждения. Термин "фактическая температура стеклования" (Tgact) будет использоваться для значения, достигнутого в результате частичного отверждения, которое находится между Tg0 чистой смолы и Tg∞. Во многих случаях при частичном отверждении происходит стеклование, поскольку температура отверждения ниже Tg∞"[1].
ДСК с температурной модуляцией позволяет разделить явления стеклования и реакции сшивания. Образец подвергается не только линейной скорости нагрева, но и синусоидальным колебаниям температуры. Этот метод позволяет разделить так называемую реверсивную и нереверсивную часть теплового потока. К обратимым эффектам относятся, например, стеклование, а также плавление и кристаллизация. Изменение удельной теплоемкости при стекловании становится очевидным. Необратимые процессы являются функцией времени и не могут быть повторены, как, например, эффекты отверждения и отпуска. Они рассчитываются как разница между общим тепловым потоком и реверсивным тепловым потоком. Из этого значения вычитается экзотермическая реакция отверждения.
Для всех измерений использовался прибор NETZSCH DSC 204 F1 Phoenix® вместе с дополнительным программным обеспечением для модуляции температуры (TM-DSC) аналитического программного обеспечения Proteus® были использованы.
Высокоуровневая информация, полученная при традиционном измерении методом ДСК
Чтобы получить первую информацию на более высоком уровне, неотвержденный материал препрега был проанализирован с помощью стандартного измерения ДСК при скоростях нагрева 2, 10 и 20 К/мин. "Чем выше скорость нагрева, тем более выражена ступенька в тепловом потоке при Tg0. По этой причине для определения стеклования с помощью ДСК рекомендуется высокая скорость нагрева 20 К/мин" [1]. Начало экзотермической реакции сшивания было обнаружено примерно с 140°C. Кроме того, наблюдались два четких экзотермических пика, указывающих на двух- или многостадийную реакцию. Тгакт не был различим на кривых.
Использование TM-DSC на неотвержденном препреге из углеродного волокна
На основании ранее опубликованных результатов параметр периода модуляции был selected и составлял 60 с. Для определения Tg выгодна максимально возможная скорость нагрева. Поэтому скорость нагрева 10 К/мин была выбрана selectкак максимально возможная.
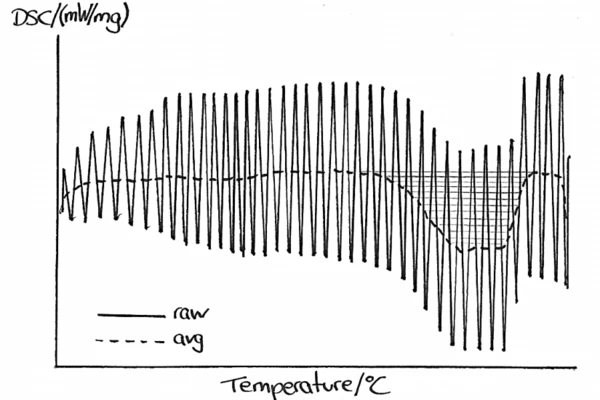
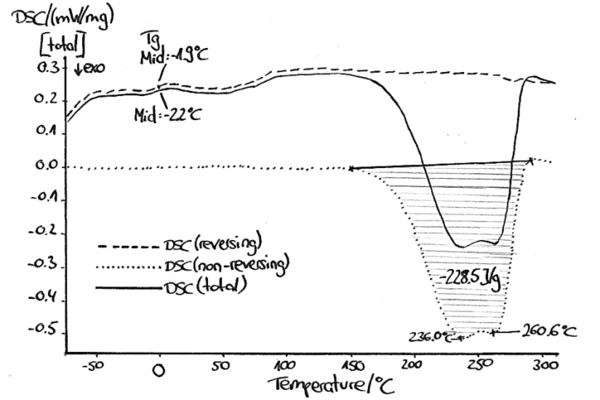
На рис. 1 показано типичное поведение измерения ДСК с температурной модуляцией. Поток тепла показывает эффект наложенной модуляции. На рис. 2 показаны реверсивный и нереверсивный сигналы, а также суммарный сигнал. Видно, что Tg0 из реверсивного и суммарного сигнала находятся в хорошем согласии. Как и ожидалось, это показывает, что использование этого усовершенствованного метода не имеет особых преимуществ для данного материала. Только при измерении частично отвержденных образцов, где температуры стеклования и реакции близки друг к другу, метод температурной модуляции необходим для наблюдения этих эффектов.
Измерение ТМ-ДСК предварительно отвержденных образцов и определение степени витрификации
Поэтому были проведены дальнейшие анализы с образцами, отвержденными при 180°C в течение 30 минут. При этом применялись различные температурные модуляции, а остальные параметры измерений оставались неизменными.
В конце каждого измерения можно было заметить расхождение в реверсивном сигнале, что и было проанализировано далее. Авторы работы обнаружили, что "в конце реакции изменение теплового потока происходит слишком быстро для периода модуляции. Поэтому симметричная модуляция нарушается" [1].
Результаты показывают, что температура начала оставшейся реакции значительно увеличивается при предварительном отверждении. Только в обратном сигнале, генерируемом TMDSC, четко определяется температура стеклования Tgact. Наблюдается тесная корреляция между температурой начала реакции и Tgact, что может свидетельствовать о стеклообразовании. Для проверки этого факта была рассчитана степень отверждения с использованием энтальпии реакции в послереакционный период:
Где α - степень отверждения (от 0 до 1), ΔHr - остаточное тепло, а ΔHt - общее тепло.
Авторы установили, что степень отверждения составляет около 72 %.
Соотношение между степенью отверждения и временем отверждения
Для определения зависимости между степенью отверждения и временем отверждения предварительно отвержденные образцы измерялись в интервале от 10 мин до 5 ч, имитируя время отверждения в температурно-модулированном ДСК (остальные параметры оставались постоянными: базовая скорость нагрева: 10 К/мин, амплитуда модуляции: 1,6 К, период модуляции: 60 s).
"С увеличением времени реакции фактическая температура стеклования повышается. Кроме того, повышается температура начала реакции после отверждения и уменьшается количество выделяемого тепла" [1].
После расчета степени отверждения анализ показал, что "основная часть реакции протекает в течение первых 60 мин" [1]. После этого степень отверждения и Tgact растут почти линейно.
Определение корреляции между условиями отверждения с помощью ТМ-ДСК
В научном исследованииarch В. Старка и др. подчеркивается, что температурно-модулированный анализ ДСК (ТМ-ДСК) позволяет определить состояние отверждения предварительно отвержденного эпоксидного препрега из углеродного волокна (CFC). Термоаналитический метод был использован для поиска корреляций между условиями отверждения, степенью отверждения и температурой стеклования, поскольку ТМ-ДСК "позволяет лучше определить температуру стеклования, которая часто сопровождается экзотермической реакцией отверждения и, таким образом, остается в тени" [1] при стандартных измерениях ДСК.
Знание температуры стеклования в зависимости от степени отверждения жизненно важно для определения оптимальных условий производства и предотвращения стеклообразования.
Источник
[1] Stark, W., Jaunich, M. , McHugh, J. (2013): Определение состояния отверждения предварительно отвержденного эпоксидного препрега (CFC), армированного углеродным волокном, с помощью дифференциальной сканирующей калориметрии с температурной модуляцией (TMDSC), Polymer Testing, http://dx.doi.org/10.1016/j.polymertesting.2013.07.007