Tips och tricks
Inverkan av uppvärmnings- och kylningshastigheter på DSC-mätresultatet
Definierade värme- och kylhastigheter är viktiga parametrar för DSC-mätningar.
Internationella standarder rekommenderar en uppvärmningshastighet på 10 K/min eller 20 K/min (ISO 11357, DIN 53765, ASTM E 793, ASTM E 794) när man strävar efter termodynamisk jämvikt. Däremot är målet för kvalitetskontroll och kvalitetssäkring vid polymerbearbetning att få meningsfulla mätresultat snabbare med hjälp av högre uppvärmningshastigheter (t.ex. 40 K/min). Det primära målet är att jämföra en aktuell mätning på ett kasserat delprov med ett referensprov. Operatören utför plikttroget temperaturkalibrering vid högre uppvärmningshastigheter och registrerar en förskjutning av smälttopptemperaturen till högre värden, men blir sedan ofta förvånad över att DSC-mätningen på det verkliga polymerprovet inte ger önskat resultat. Den höga uppvärmningshastigheten gör att termiska effekter förskjuts; enskilda toppar eller smältfaser kan inte längre separeras på ett tillförlitligt sätt.
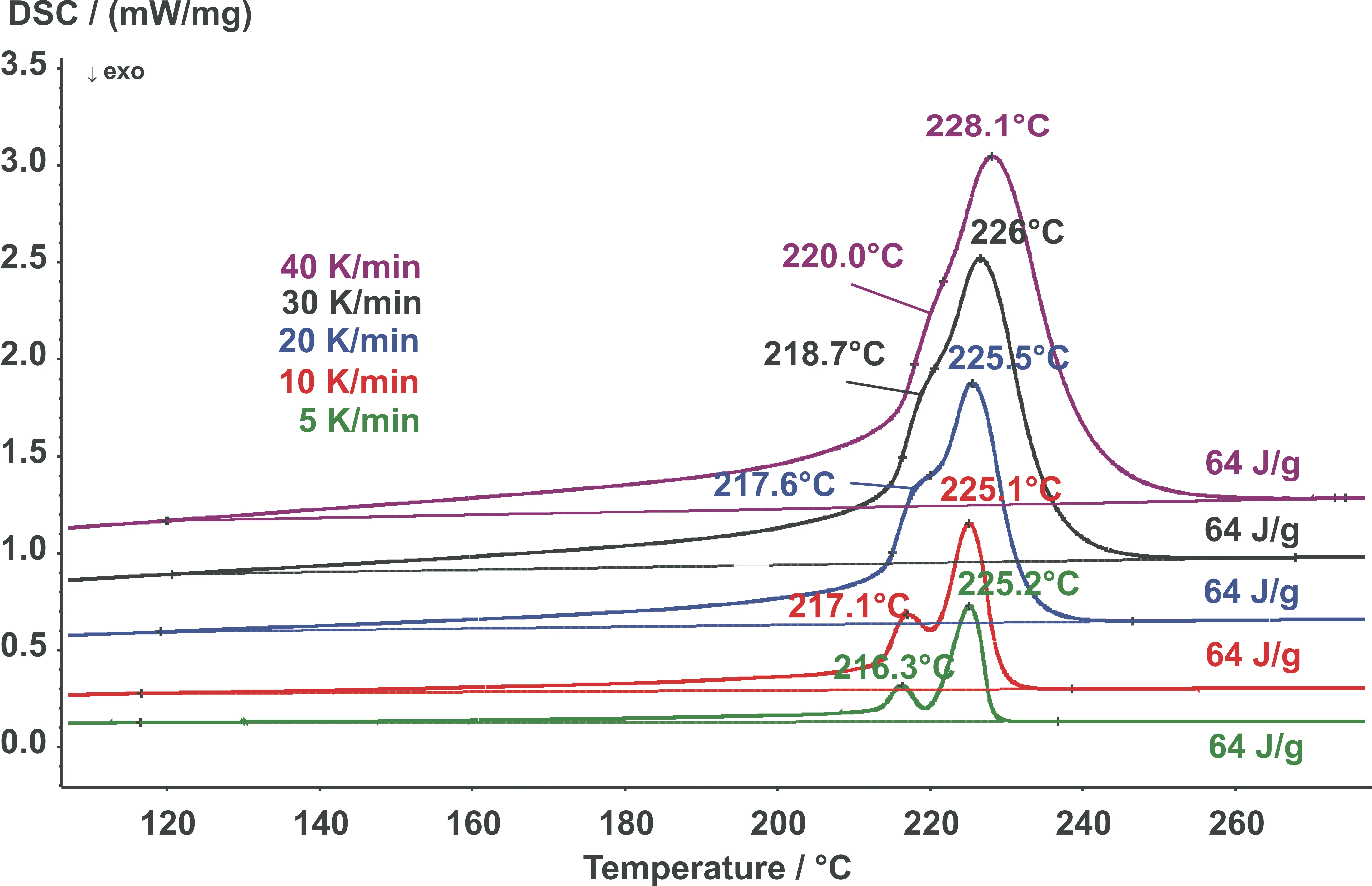
I figur 1 visar den relativt höga uppvärmningshastigheten på 40 K/min för halvkristallin polybutylentereftalat (PBT) inte längre den typiska betasmältningsfasen som ses i mindre kristalliter, utan snarare bara huvudsmältningstoppen (här vid 228°C). Vid försök till materialidentifiering kan det här felaktigt antas att materialet i fråga är polyamid 6 (PA 6). Den lägre uppvärmningshastigheten på 10 K/min visar redan betafasen tydligt separerad från huvudtoppen vid 217°C; detta är typiskt för PBT och förekommer inte för PA6.
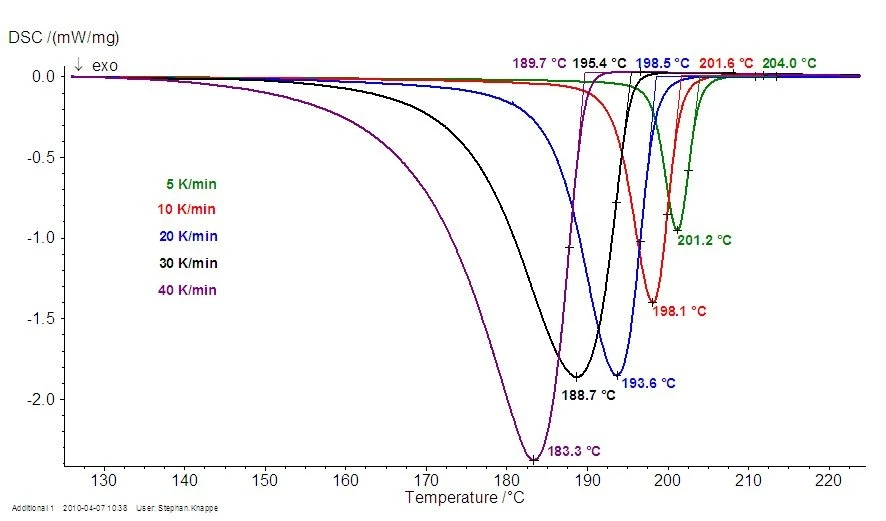
Kontrollerad kylning från smältan som utförs med en intracooler eller flytande kväve ger kristallisationsbeteendet hos PBT (figur 2). När kylningshastigheten ökar förskjuts både början på stelningen (extrapolerad starttemperatur) och kristallisationstemperaturen till lägre värden (figur 3). När kylningshastigheten ökar blir kristallisationstoppen inte bara större utan sträcker sig också över ett bredare temperaturområde. Även om betydligt högre kylhastigheter används vid formsprutning, ger DSC viktig information om när eller vid vilken temperatur detaljen kan avformas från verktyget på ett säkert sätt och utan risk för distorsion.