ヒントとコツ
加熱・冷却速度がDSC測定結果に与える影響
定義された加熱速度と冷却速度は、DSC測定にとって重要なパラメータである。
国際規格では、熱力学的平衡を目指す場合、10 K/分または20 K/分の加熱速度を推奨している(ISO 11357、DIN 53765、ASTM E 793、ASTM E 794)。対照的に、ポリマー加工における品質管理と品質保証の目的は、より高い加熱速度(例えば40 K/min)により、意味のある測定結果をより速く得ることである。主な目的は、不合格品試料の電流測定を基準試料と比較することです。オペレーターは、高い加熱速度で温度校正を実施し、融解ピーク温度の高い値へのシフトを記録しますが、実際のポリマー試料でのDSC測定が望ましい結果をもたらさないことにしばしば驚かされます。加熱速度が速いために熱の影響がずれてしまい、個々のピークや融解相を確実に分離できなくなるのです。
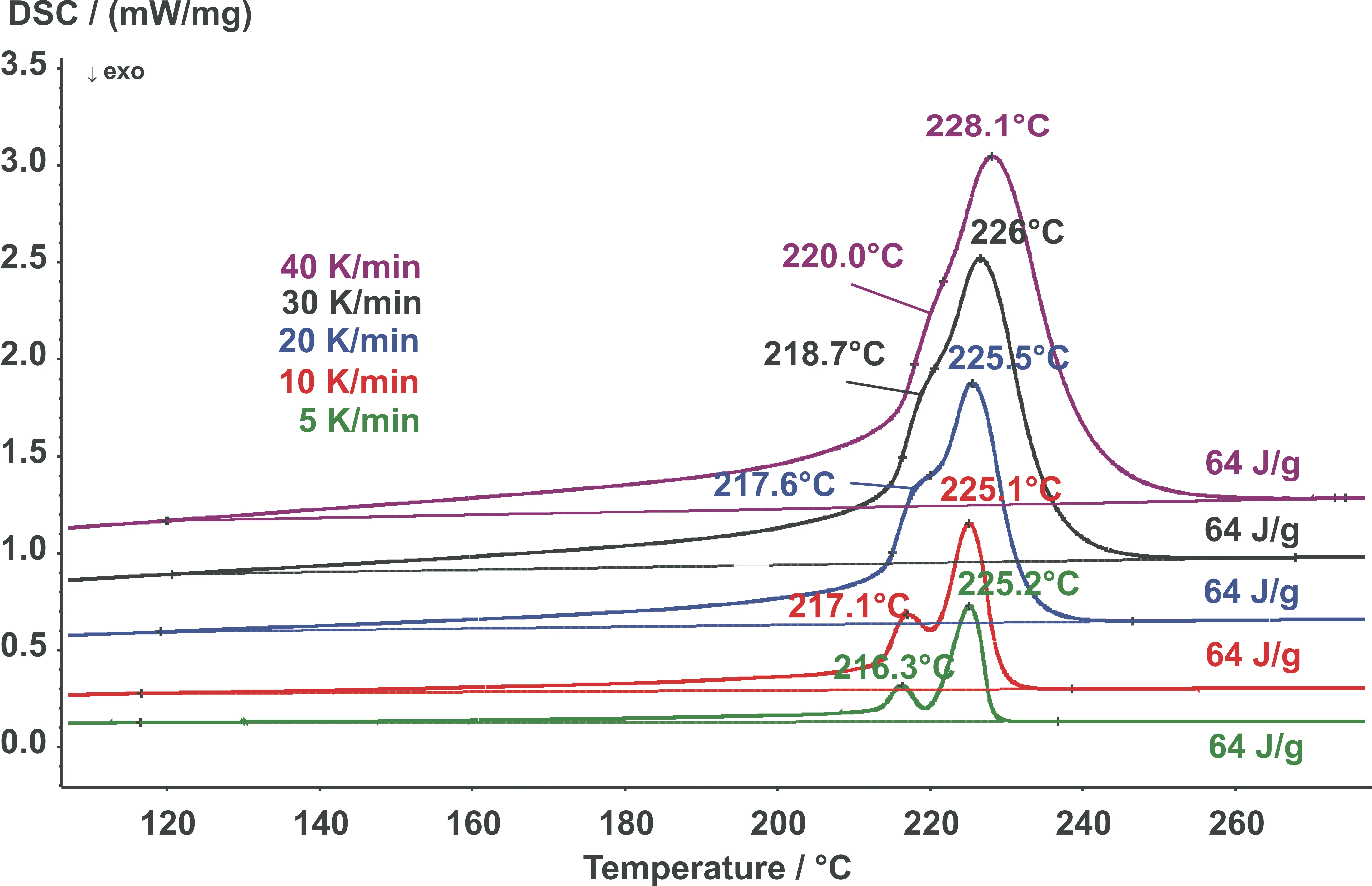
図1では、半結晶ポリブチレンテレフタレート(PBT)の40K/minという比較的高い加熱速度では、小さな結晶子に見られる一般的なベータ融解相はもはや見られず、主融解ピーク(ここでは228℃)のみが見られます。材料を特定しようとすると、ここでは問題の材料がポリアミド6(PA6)であると誤って想定される可能性がある。10K/分という低い加熱速度では、すでに217℃のメインピークからベータ相がはっきりと分離している。これはPBTでは典型的な現象であり、PA6では起こらない。
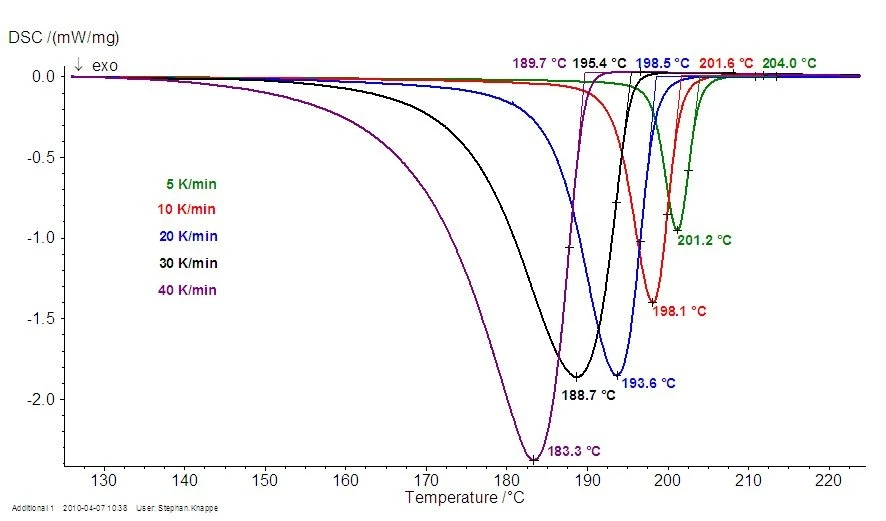
イントラクーラーまたは液体窒素を用いて融液からの冷却を制御すると、PBTの結晶化挙動が得られる(図2)。冷却速度が増加するにつれて、結晶化の開始温度(外挿オンセット温度)と結晶化温度の両方が低い値にシフトする(図3)。冷却速度が増加すると、結晶化ピークは大きくなるだけでなく、より広い温度範囲に広がる。射出成形では、かなり高い冷却速度が採用されますが、DSCは、いつ、あるいはどの温度で、部品を金型から安全に、歪みの危険なく離型できるかという重要な情報をもたらします。