
25.04.2022 by Dr. Elena Moukhina, Dr. Natalie Rudolph, Dr. Stefan Schmölzer
impresión 3D: Cinética de cristalización de la poliamida 12 durante la sinterización selectiva por láser
La fusión en lecho de polvo (PBF), también llamada SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. sinterización selectiva por láser (SLS), es la tecnología de construcción capa por capa de objetos 3D, en la que un rayo láser traza selectivamente sobre un área predefinida en la capa de polvo. Uno de los materiales más utilizados es el PA12.
La fusión de lecho de polvo (PBF), también llamada SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. sinterización selectiva por láser (SLS), es la tecnología de construcción capa por capa de objetos 3D, en la que un rayo láser traza selectivamente sobre una zona predefinida de la capa de polvo. El rayo láser hace que el polvo se funda y, al aplicar la siguiente capa de polvo (más frío), puede iniciar la CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización. Este proceso se repite hasta que se ha creado toda la pieza. Encontrará una descripción completa del proceso en el artículo de nuestro blog sobre SLS [2].
Uno de los materiales más utilizados es la PA12, pero constantemente se desarrollan modificaciones u otros materiales con propiedades mejoradas o diferentes.
Antes de trabajar con un nuevo material, es muy importante conocer el comportamiento de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización del nuevo material para encontrar las temperaturas óptimas para el proceso SLS. Estas temperaturas son uno de los principales parámetros del proceso de SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. sinterización, ya que influyen en la velocidad de SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. sinterización y en la calidad del producto final. El método habitual de ensayo y error requiere mucho tiempo y, por tanto, es caro. En cambio, la cualificación de un nuevo material puede llevarse a cabo mucho más rápidamente utilizando el software Kinetics Neo para el modelado cinético de la velocidad de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización basado en datos de Calorimetría Diferencial de Barrido (DSC), seguido de una simulación del proceso para diferentes perfiles de temperatura.
En primer lugar, se realizan las mediciones experimentales de DSC , seguidas de un análisis cinético de estos datos para crear el modelo cinético. Por último, el modelo se utiliza al simular diferentes escenarios de temperatura de procesado para encontrar el más óptimo.
Experimental
El DSC permite determinar las temperaturas defusión y cristalización durante el calentamiento y el enfriamiento. Estas temperaturas definen la ventana del proceso de temperaturas de trabajo para la tecnología SLS [1]. Sin embargo, estas temperaturas dependen de las velocidades de calentamiento y enfriamiento porque ambos procesos dependen del tiempo. Para velocidades de calentamiento y enfriamiento más bajas, la ventana del proceso se reducirá. Esto requiere mediciones isotérmicas [2].
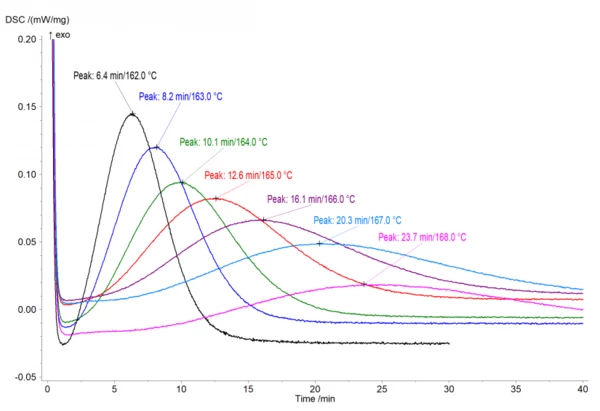
Las mediciones isotérmicas proporcionan información sobre la velocidad de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmica a diferentes temperaturas. Esta velocidad de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización depende del grado de superenfriamiento de un material. Por ejemplo, cuanto menor es la temperatura, mayor es el grado de superenfriamiento y, por tanto, mayor es la velocidad de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización. cristalización. Esta dependencia es notable en las mediciones experimentales para PA12, realizadas con el DSC 214 Polyma (Fig.1). Los experimentos se llevaron a cabo en muestras de PA12 con una masa de aproximadamente 5 mg en un recipiente de aluminio (Concavus® Al) con tapa cerrada bajo nitrógeno. El segmento IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmico que se muestra aquí sigue una rampa de enfriamiento rápido a partir de temperaturas superiores a la Temperaturas y entalpías de fusiónLa entalpía de fusión de una sustancia, también conocida como calor latente, es una medida del aporte de energía, normalmente calor, que es necesario para convertir una sustancia del estado sólido al líquido. El punto de fusión de una sustancia es la temperatura a la que cambia de estado sólido (cristalino) a líquido (fusión isotrópica).temperatura de fusión.
Análisis cinético
El análisis cinético de las medidas de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización. cristalizaciónisotérmica DSC, a diferentes temperaturas, se realizó utilizando el softwareNETZSCH Kinetics Neo. Este programa proporciona un modelo cinético en función del tiempo y la temperatura, que puede describir todas las curvas experimentales a diferentes temperaturas. Este modelo calcula la velocidad de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización. cristalización mediante la ecuación cinética:
En el análisis IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmico de la CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización. cristalización, la primera dependencia suele estar representada por la ecuación de Avrami, que representa la velocidad de nucleación de la cristalización.

La versión ampliada de la ecuación de Avrami (4, véase el final del artículo) es la ecuación de Sestak-Berggren (5, véase el final del artículo). Esta ecuación ampliada se utiliza en el presente análisis porque se ajusta mejor a los datos experimentales

La dependencia K(T) en la Ec(1) es una ecuación formal de Arrhenius como función decreciente de la temperatura con preexponente A y energía de activación aparente E:

Este modelo cinético (Ec1) presenta la dependencia de la tasa de cristalización actual de la temperatura y el grado de cristalización actual.
Las ecuaciones contienen parámetros desconocidos, que son hallados por el software con el fin de determinar el mejor ajuste para las curvas experimentales.
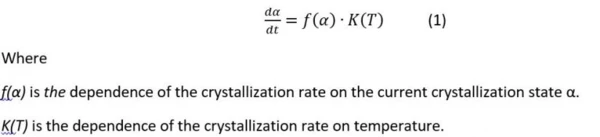
Si esta simulación se realiza para las condiciones de temperatura de los experimentos isotérmicos con parámetros óptimos, habrá muy buena concordancia entre el experimento y la simulación conR2=0,998. En la Figura 2, los puntos representan los datos experimentales y las líneas continuas, la simulación, según las Ecs. (1,3,4).
Simulaciones
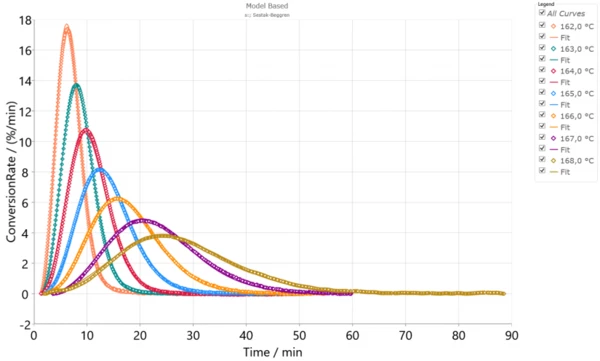
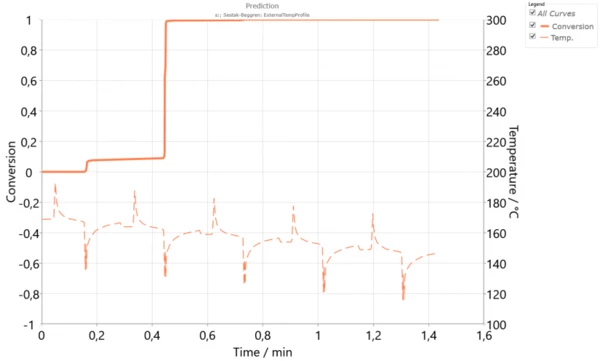
Este modelo único funciona ahora para diferentes temperaturas. Por lo tanto, puede utilizarse para la simulación de la cristalización en el proceso SLS. El perfil de temperatura de la superficie del polvo puede medirse a lo largo de varios ciclos. A continuación, podemos ejecutar una simulación del proceso de cristalización para esta capa de polvo. Se puede suponer que cada capa inferior tiene un perfil de temperatura similar, pero con temperaturas ligeramente reducidas debido a la aplicación de polvo para cada capa. Así, se puede simular el proceso de cristalización de una sola capa durante varios ciclos de láser. La figura 3 presenta la simulación del grado de cristalización a lo largo de 5 ciclos en los que, para cada nuevo ciclo o capa, la temperatura se redujo en 2 K.
Vemos que una capa no puede cristalizar completamente durante las limitaciones de tiempo de un ciclo, cuando esta capa está encima del lecho de polvo. Sin embargo, la cristalización continúa durante todo el proceso SLS, ya que cada ciclo produce más capas. La cristalización durante varios ciclos es una de las ventajas del SLS, cuando el objeto 3D resultante tiene una adhesión de capas muy fuerte y propiedades mecánicas isotrópicas en todas las direcciones como dureza, resistencia a la tracción y elongación [3].
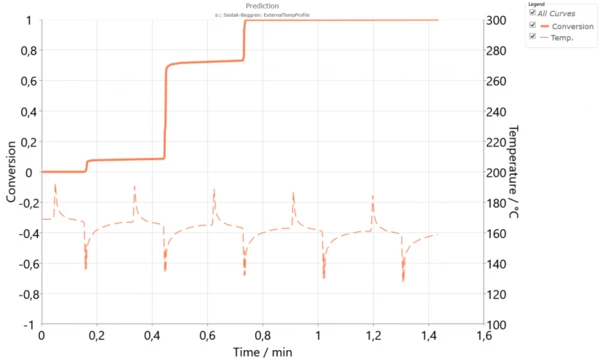
Sin embargo, si se aumenta el grosor de la capa de polvo, la diferencia de temperatura entre capas será mayor. Esto puede ocurrir durante la SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. sinterización a alta velocidad. La simulación durante 5 ciclos con una diferencia de temperatura de 5 K (Figura 4) muestra que la cristalización principal ya ha finalizado durante el segundo ciclo, mientras que la tercera capa ya es sólida. Esta cristalización asíncrona podría ser la causa de las tensiones mecánicas, alabeos o curvaturas en la muestra debido a su contracción durante el proceso SLS. Además, el uso de capas gruesas de polvo podría disminuir la isotropía del material final.
Conclusión
La combinación de NETZSCH Kinetics Neo con DSC ayuda a estudiar la velocidad de cristalización de los materiales (polímeros) y a simular su comportamiento en procesos industriales tan complejos como la impresión 3D mediante la tecnología de SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. Sinterización Selectiva por Láser. Esto es muy valioso para la búsqueda de condiciones óptimas de temperatura para nuevos materiales utilizados en SLS.
Lea también / Fuentes:
- https://ta-NETZSCH.com/how-to-determine-the-process-window-for-sls-powders-using-dsc
- https://ta-NETZSCH.com/how-to-study-the-isothermal-crystallization-behavior-of-sls-powder-using-dsc
- https://3dinsider.com/sls-printing/
- https://doi.org/10.1016/j.tca.2011.03.034
- https://doi.org/10.1016/0040-6031(71)85051-7

Libro electrónico GRATUITO
Análisis térmico y reología en la fabricación aditiva de polímeros
Descubra los secretos que se esconden tras las revolucionarias capacidades de la AM Nuestro recién publicado libro electrónico se adentra en el corazón de la AM, desvelando el poder de las técnicas fiables de caracterización de materiales, concretamente el análisis térmico y la reología.