はじめに
ポリマー材料で作られた部品は、軽量化とコスト効率に優れた生産が決定的な役割を果たすあらゆる分野で広く使用されています。熱可塑性材料の射出成形部品は、何十年もの間、自動車産業で使用されてきましたが、現代の自動車に対する軽量化ソリューションの需要は増加の一途をたどっています。特に、電気自動車の開発やCO2排出量削減のために、軽量材料で作られた自動車部品がますます多く使用されるようになっている。
プラスチックの使用が増えるにつれ、部品の安定した品質と安定性を確保する手段が必要となります。ここで大きな役割を果たすのが材料分析である。部品の機械的特性は、多くの工程に大きく影響されます。例えば、プラスチックに塗装を施すだけで、その物理的特性が変化し、最悪の場合、相応の荷重にさらされたときに破損してしまうことがあります。したがって、製造工程の最初から最後まで、材料の品質を一定に保証することが重要です。示差走査熱量測定(DSC)などの熱分析法は、このような問題に理想的なツールです。ここで検討したケースでは、ガラス繊維強化ポリアミド6製のハウジング部品が、クリップ接合部との接続中にクリップフックで脆化を示しました。部品の取り付け中にクリップが破損した。このような不具合については、製造チェーン全体を通じて潜在的な影響因子をすべて調べることが極めて重要である。
テスト結果
損傷部品とiO制御部品のDSC分析により、故障の原因はすぐに特定された。DSC曲線を図1に示します。材料組成の分析では、熱履歴の影響がもはや存在しないため、常に2回目の加熱曲線を評価します。50.9℃の試料のガラス転移とともに、コントロール部(緑色の曲線)は221℃の吸熱(吸熱性)を示し、融解エンタルピーは53.7 J/g(純PA 6の一般的な値)であった。しかし、NiO部分(損傷)は、ピーク温度215℃、エンタルピー45.2 J/gと、明らかに異なる挙動を示した。
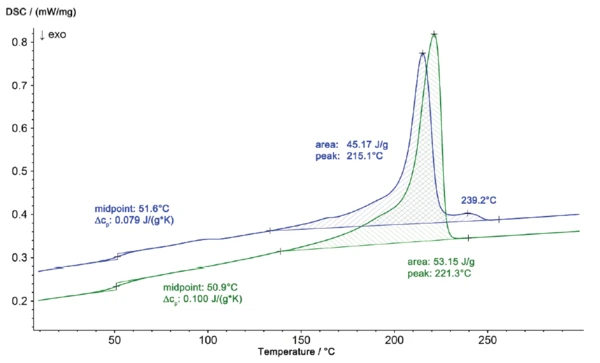
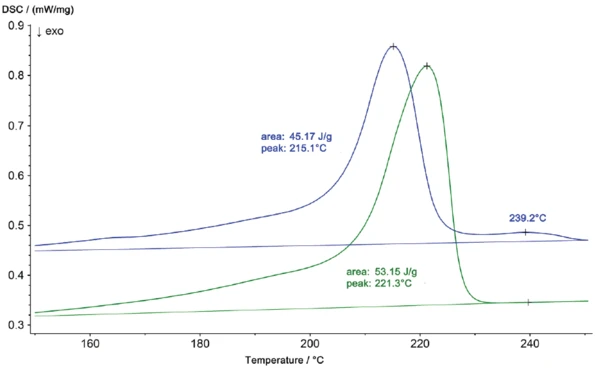
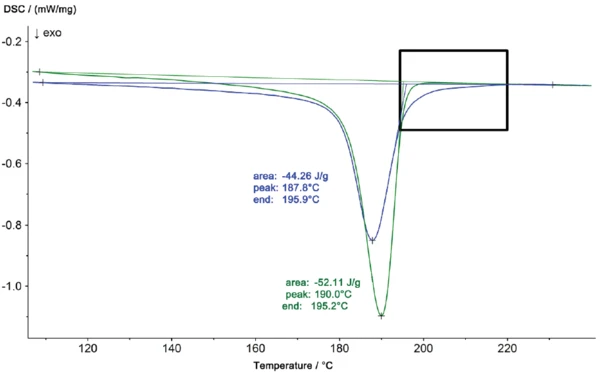
図2に拡大したNiO部分の融解プロファイルは、239℃に第二のピークを示している。DSC測定の結果から、損傷部分の材料はもはや純粋なポリアミド6ではなく、むしろポリアミド6とポリアミド66の混合物であることが明らかになった。これら2つの成分は共晶を形成する可能性があり、これが融解温度の221℃(純粋なPA 6)から215℃(PA 6 + PA 66)へのシフトを説明する。2つの試料の違いは、冷却中の結晶化プロファイルの違いからもわかる(図3)。
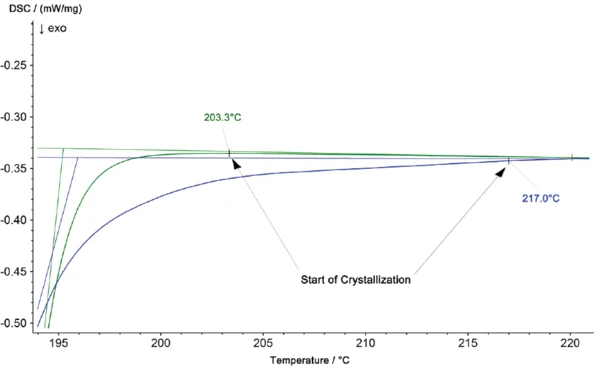
DSC分析では、結晶化は発熱(発熱性)として観察される。図4の拡大スケーリングは、純粋なPA6試料の203℃と比較して、iO部分からの材料の結晶化の217℃という高い開始温度をさらに示している。ピークの面積もiO部分の方が小さい。
結論
この例は、材料組成が完成部品の特性に測定可能な影響を及ぼすこと、および熱分析を使って原材料の品質をモニターすることで不具合を回避できることを明確に示している。品質管理は、DSCによる熱分析を使って比較的少ない労力で達成できます。