Inledning
Ett pulver ses i allmänhet som ett material som består av partiklar. Det innehåller dock luft (mellan partiklarna) och även fukt, eftersom partiklarna kan absorbera vatten om de förvaras i en fuktig atmosfär. Dessa tre komponenter (partiklar, luft och vatten) påverkar bearbetningen av pulver. Till exempel kan mycket fina partiklar med hög affinitet för vatten kakas under produktion, lagring eller transport, vilket påverkar pulvrets flytbarhet och därmed leder till längre bearbetningstider.
Experimentell
Kinexus rotationsreometer jämför flytförmågan hos olika pulver i snabba och lättkörda mätningar med Freeman-metoden [1]. För detta används en kopp och en övre geometri med 2 blad (figur 1). Temperaturkontrollen säkerställs av cylinderpatronen, i vilken den nedre geometrin (koppen) är införd. Eftersom resultaten är mycket beroende av pulverkonditioneringen är det viktigt att de olika proverna förbereds under exakt samma förhållanden: Samma provmängd, samma förkonditioneringsparametrar (t.ex. en definierad rotationshastighet och -tid).

Mätförhållanden
I följande metod jämförs flytförmågan hos två olika smörjmedelspulver (märkta som 1 och 2). Under mätningarna sjunker den 2-bladiga paddeln med en definierad hastighet ned i koppen som innehåller provet tills den är helt nedsänkt i pulvret, och sedan stiger paddeln upp och återgår till sin startposition. En kontrollerad rotationshastighet tillämpas utöver den axiella hastigheten. I tabell 1 sammanfattas villkoren för testerna.
Tabell 1: Mätförhållanden
| Apparat | Kinexus ultra+, cylinderkassett |
|---|---|
| Övre geometri | Omrörare med utbytbart 2-bladssystem |
| Lägre geometri | Kopp tillverkad av aluminium, 37 mm diameter |
| Axiell hastighet | 1 mm∙s-1 (NED), -1 mm∙s-1 (UPP) |
| Rotationshastighet | 5 rad∙s-1 |
| Glapp | 70 mm till 35 mm (DOWN), 35 mm till 70 mm (UP) |
Resultat av mätning
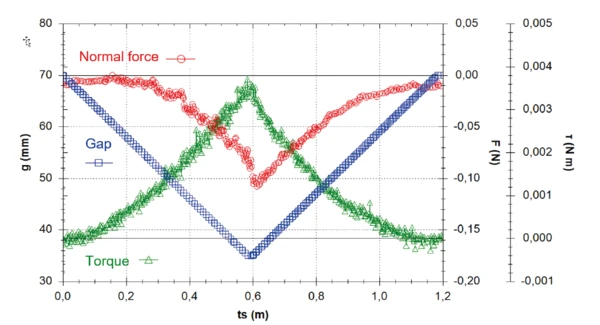
Det vridmoment och den normalkraft som krävs för att den 2-bladiga paddeln ska rotera och röra sig in i pulvret vid kontrollerade rotations- och axialhastigheter registrerades.
Figur 2 visar resultatet av den mätning som utfördes på smörjmedel 1. Ju längre ner paddeln är nedsänkt i pulvret (test DOWN), desto mer vridmoment krävs för att upprätthålla en konstant rotationshastighet. Under nedkörningen av paddeln från 70 till 35 mm ökar vridmomentet från 0 till 4 mN.m. Normalkraften börjar inte minska förrän paddeln har tillryggalagt nästan halva banan. Den minskar med 100 mN under provningen DOWN.
Så snart paddeln rör sig uppåt beter sig båda signalerna på ett symmetriskt sätt: Vridmomentet minskar igen, medan normalkraften ökar, och båda signalerna når värdet 0 i slutet av mätningen (eftersom paddeln befinner sig utanför pulvret och roterar i luften).
Både vridmoment- och normalkraftsignalerna är relaterade till pulvrets flödesmotstånd. Ju djupare paddeln är nedsänkt i provet, desto mer motstånd ger pulvret mot geometrins axiala och roterande rörelser.
Det bör noteras att mätningen tar lite mer än en minut att utföra i både nedåtgående och uppåtgående riktning (roundtrip time).
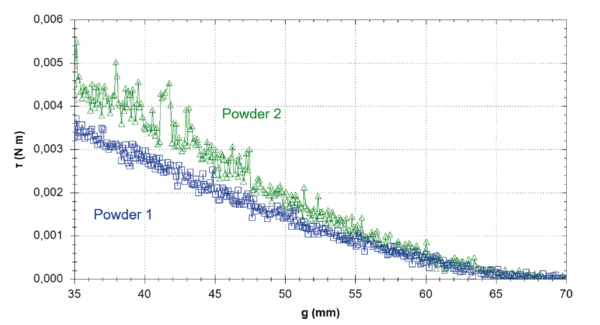
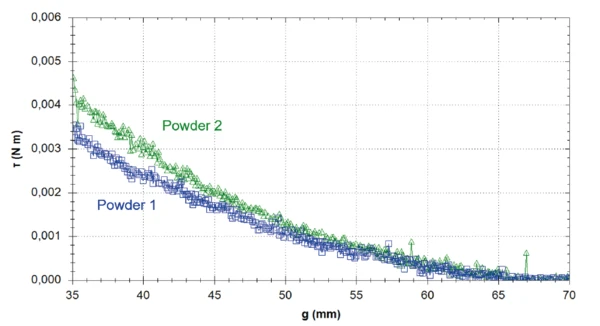
I figurerna 3 och 4 jämförs vridmomentet för de båda produkterna när paddeln rör sig nedåt i pulvret (figur 3) och uppåt (figur 4). I båda testriktningarna krävs ett högre vridmoment i pulver 2 för att bibehålla en konstant rotationshastighet, dvs. detta pulver uppvisar ett högre flödesmotstånd och därmed en lägre flödesförmåga. Dessutom är signalen från detta prov mer högljudd.
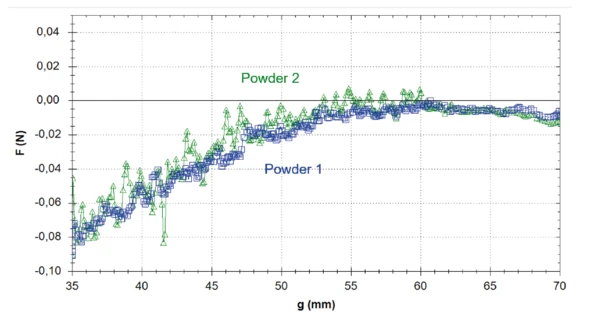
Figurerna 5 och 6 visar normalkraften för båda pulvren under testet DOWN (figur 5) och UP (figur 6). Även om kurvorna är mycket lika mellan de båda materialen skiljer de sig åt när det gäller brus: För båda testriktningarna är normalkraften mer brusig för pulver 2, på samma sätt som för vridmomentsignalerna.
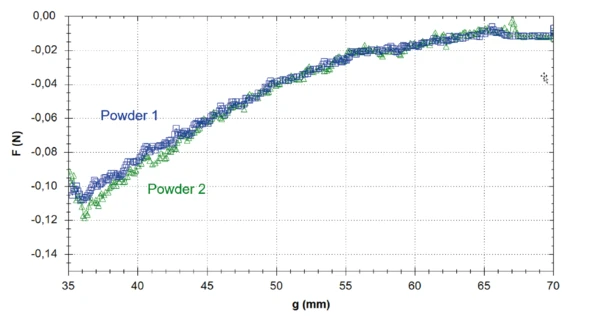
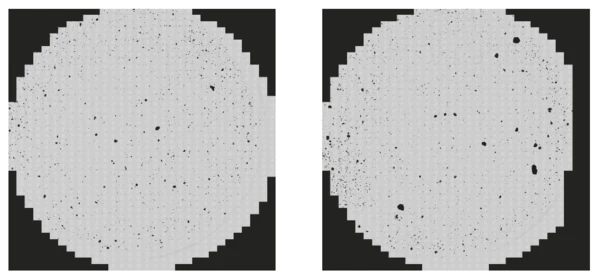
Automatiserade mikroskopibilder som tagits på båda pulvren (figur 7) kan relateras till deras reologiska beteende: Pulver 2 innehåller större partiklar än pulver 1 och har därför en minskad förmåga att flyta. Kurvorna för volymfördelningen för båda proverna som presenteras i figur 8 samt volymfördelningen för deras partikelstorlek Dv10, Dv50 och Dv90 som visas i tabell 2 bekräftar detta visuella resultat.
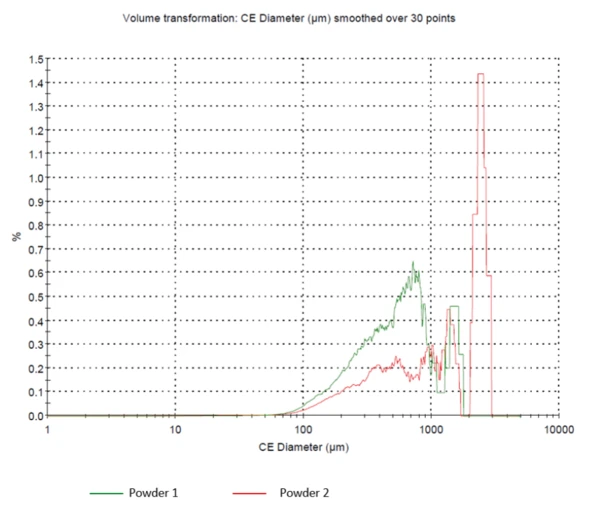
Tabell 2: Volymfördelning av partikelstorlek för smörjmedelspulver från tow 2
| D(v,0,1) [μm] | D(v,0,5) [μm] | D(v,0,9) [μm] | |
|---|---|---|---|
| Pulver 1 | 199.2 | 570.5 | 1436.6 |
| Pulver 2 | 256.0 | 1348.9 | 2582.2 |
Slutsats
Flytbarheten hos två smörjmedelspulver jämfördes genom tillämpning av Freeman-metoden på Kinexus rotationsreometer. För denna metod sänktes en paddel med en definierad axial- och rotationshastighet ned i en kopp fylld med provet. Skillnader upptäcktes i kurvorna för det vridmoment som krävs för att upprätthålla en konstant paddelhastighet. Ett högre vridmoment är relaterat till ett högre flödesmotstånd, d.v.s. en minskad flytbarhet. Pulvrens volymfördelning av partikelstorlek korrelerade med resultaten: Den produkt som innehöll större partiklar var den som hade sämst flytbarhet.
Sådana tester är mycket snabba och kan tolkas med en enda blick genom en jämförelse av kurvorna.