Introducción
Un polvo suele considerarse un material compuesto de partículas. Sin embargo, contiene aire (entre las partículas), así como humedad, porque las partículas pueden absorber agua si se almacenan en una atmósfera húmeda. Esos tres componentes (partículas, aire y agua) influyen en el procesado de los polvos. Por ejemplo, las partículas muy finas con gran afinidad por el agua pueden apelmazarse durante la producción, el almacenamiento o el transporte, lo que influye en la fluidez del polvo y, por tanto, provoca tiempos de procesado más largos.
Experimental
El reómetro rotacional Kinexus compara la fluidez de diferentes polvos en mediciones rápidas y fáciles de realizar, utilizando el método Freeman [1]. Para ello, se utiliza una copa y una geometría superior de 2 palas (figura 1). El control de la temperatura se garantiza mediante el cartucho cilíndrico, en el que se introduce la geometría inferior (copa). Dado que los resultados dependen en gran medida del acondicionamiento del polvo, es fundamental preparar las distintas muestras exactamente en las mismas condiciones: Misma cantidad de muestra, mismos parámetros de preacondicionamiento (por ejemplo, una velocidad y un tiempo de rotación definidos).

Condiciones de medición
En el método siguiente, se compara la fluidez de dos polvos lubricantes diferentes (etiquetados como 1 y 2). Durante las mediciones, la paleta de 2 palas desciende a una velocidad definida en el vaso que contiene la muestra hasta que se sumerge completamente en el polvo y, a continuación, la paleta asciende, volviendo a su posición inicial. Además de la velocidad axial, se aplica una velocidad de rotación controlada. En el cuadro 1 se resumen las condiciones de las pruebas.
Cuadro 1: Condiciones de medición
| Dispositivo | Kinexus ultra+, cartucho cilíndrico |
|---|---|
| Geometría superior | Agitador con sistema intercambiable de 2 palas |
| Geometría inferior | Vaso de aluminio, 37 mm de diámetro |
| Velocidad axial | 1 mm∙s-1 (ABAJO), -1 mm∙s-1 (ARRIBA) |
| Velocidad de rotación | 5 rad∙s-1 |
| Separación | 70 mm a 35 mm (ABAJO), 35 mm a 70 mm (ARRIBA) |
Resultados de las mediciones
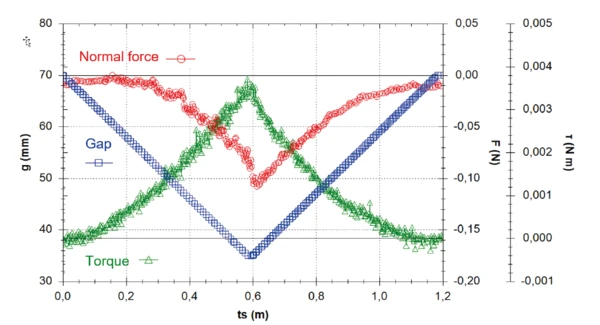
Se registraron el par y la fuerza normal necesarios para que la paleta de 2 palas girara y se desplazara en el polvo a velocidades rotacionales y axiales controladas.
La figura 2 muestra el resultado de la medición realizada en el lubricante 1. Cuanto más se sumerge la paleta en el polvo (prueba ABAJO), más par requiere para mantener una velocidad de rotación constante. Durante el descenso de la paleta de 70 a 35 mm, el par aumenta de 0 a 4 mN.m. La fuerza normal no empieza a disminuir hasta que la paleta ha recorrido casi la mitad del trayecto. Se reduce en 100 mN durante la prueba ABAJO.
En cuanto la pala se desplaza hacia arriba, ambas señales se comportan de forma simétrica: El par vuelve a disminuir, mientras que la fuerza normal aumenta, alcanzando ambas señales el valor 0 al final de la medición (debido a que la paleta se encuentra fuera del polvo y gira en el aire).
Ambas señales, par y fuerza normal, están relacionadas con la resistencia del polvo a fluir. Cuanto más profundamente se sumerja la paleta en la muestra, más resistencia ofrecerá el polvo a los movimientos axiales y de rotación de la geometría.
Cabe señalar que la medición tarda poco más de un minuto en realizarse tanto en sentido descendente como ascendente (tiempo de ida y vuelta).
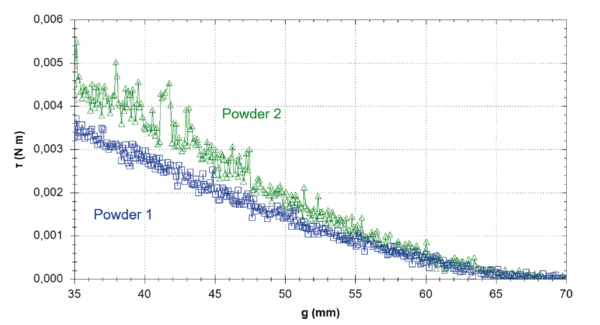
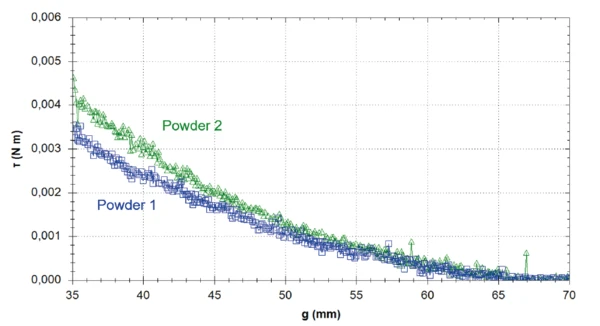
Las figuras 3 y 4 comparan el par de ambos productos mientras la paleta se dirige hacia abajo en el polvo (figura 3) y hacia arriba (figura 4). En ambas direcciones de prueba, se requiere un par de torsión mayor en el polvo 2 para mantener una velocidad de rotación constante, es decir, este polvo muestra una mayor resistencia al flujo y, por tanto, una menor fluidez. Además, la señal de esta muestra es más ruidosa.
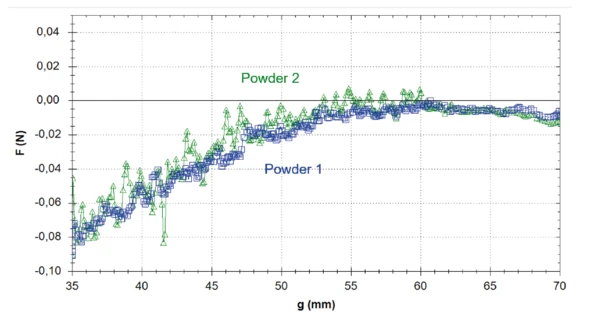
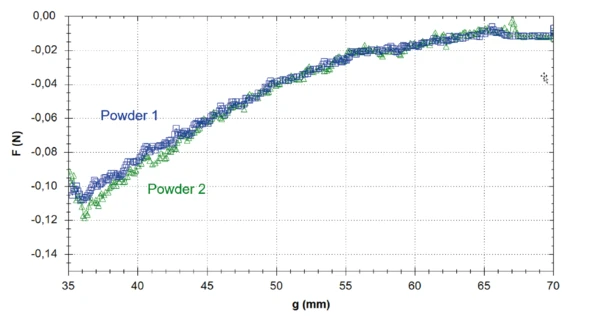
Las figuras 5 y 6 muestran la fuerza normal de ambos polvos durante la prueba ABAJO (figura 5) y ARRIBA (figura 6). Aunque las curvas son muy similares entre ambos materiales, difieren en el ruido: Para ambas direcciones de ensayo, la fuerza normal es más ruidosa para el polvo 2, al igual que para las señales de par.
Las imágenes de microscopía automatizada realizadas en ambos polvos (figura 7) pueden relacionarse con su comportamiento reológico: El polvo 2 contiene partículas de mayor tamaño que el polvo 1 y, por tanto, tiene una capacidad de flujo reducida. Las curvas de la distribución de volumen para ambas muestras presentadas en la figura 8, así como su distribución de volumen por tamaño de partícula Dv10, Dv50 y Dv90 mostradas en la tabla 2, confirman este resultado visual.
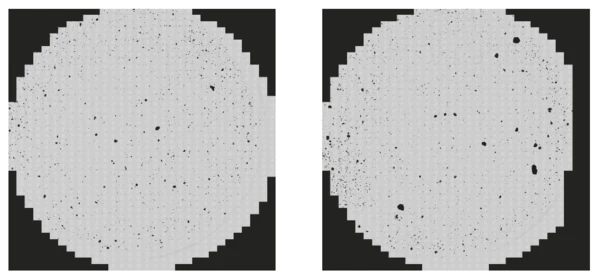
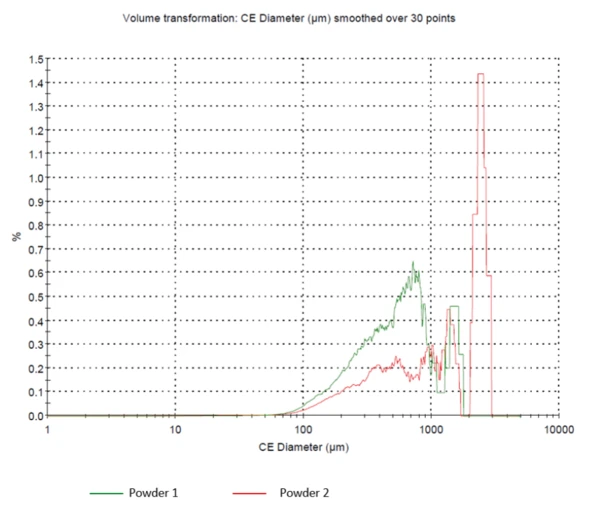
Tabla 2: Distribución volumétrica del tamaño de las partículas de los polvos lubricantes del remolque 2
| D(v,0,1) [μm] | D(v,0,5) [μm] | D(v,0,9) [μm] | |
|---|---|---|---|
| Polvo 1 | 199.2 | 570.5 | 1436.6 |
| Polvo 2 | 256.0 | 1348.9 | 2582.2 |
Conclusión
La fluidez de dos polvos lubricantes se comparó aplicando el método Freeman en el reómetro rotacional Kinexus. Para este método, se sumergió una paleta a una velocidad axial y rotacional definida en un vaso lleno de la muestra. Se detectaron diferencias en las curvas del par necesario para mantener una velocidad constante de la paleta. Un par más elevado está relacionado con una mayor resistencia al flujo, es decir, una menor fluidez. La distribución del volumen del tamaño de las partículas de los polvos correlacionó los resultados: El producto que contenía partículas más grandes era el que presentaba una menor fluidez.
Estas pruebas son muy rápidas y pueden interpretarse de un vistazo mediante una comparación de curvas.