Introduction
Une poudre est généralement considérée comme un matériau composé de particules. Cependant, elle contient de l'air (entre les particules), ainsi que de l'humidité, car les particules peuvent absorber de l'eau si elles sont stockées dans une atmosphère humide. Ces trois composantes (particules, air et eau) influencent le traitement des poudres. Par exemple, les particules très fines ayant une forte affinité pour l'eau peuvent se gélifier au cours de la production, du stockage ou du transport, ce qui influe sur la fluidité de la poudre et entraîne donc des temps de traitement plus longs.
Expérimental
Le rhéomètre rotatif Kinexus compare la fluidité de différentes poudres dans des mesures rapides et faciles à réaliser, en utilisant la méthode Freeman [1]. Pour ce faire, une coupelle et une géométrie supérieure à deux pales sont utilisées (figure 1). Le contrôle de la température est assuré par la cartouche cylindrique, dans laquelle la géométrie inférieure (coupelle) est introduite. Comme les résultats dépendent fortement du conditionnement de la poudre, il est essentiel de préparer les différents échantillons exactement dans les mêmes conditions : Même quantité d'échantillon, mêmes paramètres de pré-conditionnement (par exemple, une vitesse et un temps de rotation définis).

Conditions de mesure
Dans la méthode suivante, la fluidité de deux poudres lubrifiantes différentes (étiquetées 1 et 2) est comparée. Pendant les mesures, la palette à deux pales descend à une vitesse définie dans la coupelle contenant l'échantillon jusqu'à ce qu'elle soit complètement immergée dans la poudre, puis la palette remonte, revenant à sa position de départ. Une vitesse de rotation contrôlée est appliquée en plus de la vitesse axiale. Le tableau 1 résume les conditions des essais.
Tableau 1 : Conditions de mesure
| Appareil | Kinexus ultra+, cartouche cylindrique |
|---|---|
| Géométrie supérieure | Agitateur avec système interchangeable à 2 pales |
| Géométrie inférieure | Coupe en aluminium, diamètre de 37 mm |
| Vitesse axiale | 1 mm∙s-1 (vers le bas), -1 mm∙s-1 (vers le haut) |
| Vitesse de rotation | 5 rad∙s-1 |
| Écart | 70 mm à 35 mm (DOWN), 35 mm à 70 mm (UP) |
Résultats des mesures
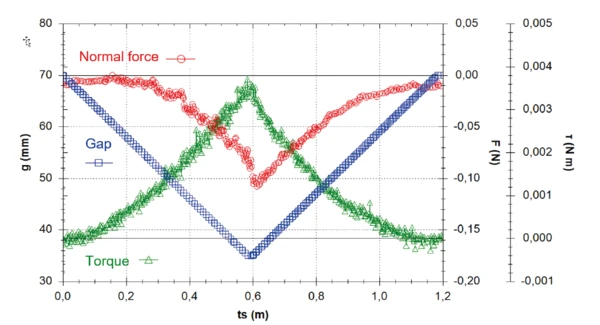
Le couple et la force normale nécessaires pour que la palette à deux pales tourne et pénètre dans la poudre à des vitesses rotatives et axiales contrôlées ont été enregistrés.
La figure 2 montre le résultat de la mesure effectuée sur le lubrifiant 1. Plus la palette est immergée dans la poudre (test DOWN), plus le couple nécessaire pour maintenir une vitesse de rotation constante est important. Pendant la descente de la palette de 70 à 35 mm, le couple passe de 0 à 4 mN.m. La force normale ne commence à diminuer que lorsque la palette a parcouru presque la moitié du trajet. Elle diminue de 100 mN pendant le test DOWN.
Dès que la palette se déplace vers le haut, les deux signaux se comportent de manière symétrique : Le couple diminue à nouveau, tandis que la force normale augmente, les deux signaux atteignant la valeur 0 à la fin de la mesure (parce que la palette est à l'extérieur de la poudre et tourne dans l'air).
Les signaux de couple et de force normale sont tous deux liés à la résistance de la poudre à l'écoulement. Plus la palette est immergée dans l'échantillon, plus la poudre résiste aux mouvements axiaux et rotatifs de la géométrie.
Il convient de noter que la mesure prend un peu plus d'une minute pour être effectuée dans les directions ascendante et descendante (temps d'aller-retour).
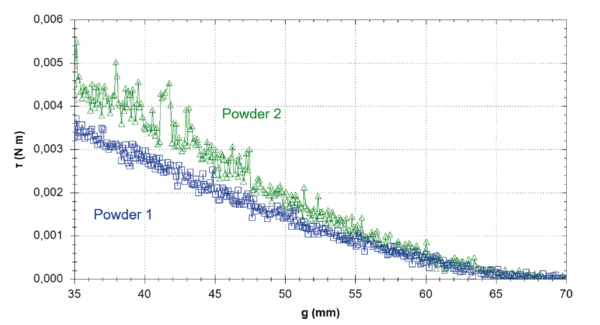
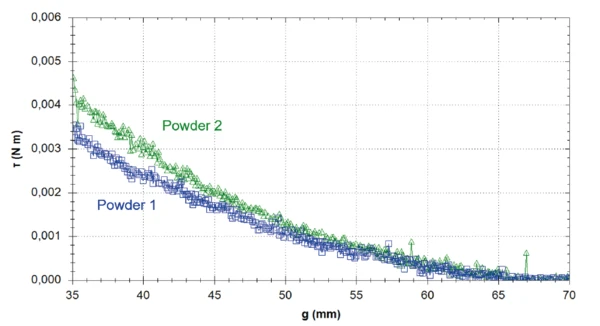
Les figures 3 et 4 comparent le couple des deux produits lorsque la palette descend dans la poudre (figure 3) et remonte (figure 4). Dans les deux directions d'essai, un couple plus élevé est nécessaire pour la poudre 2 afin de maintenir une vitesse de rotation constante, ce qui signifie que cette poudre présente une plus grande résistance à l'écoulement et donc une moins bonne fluidité. En outre, le signal de cet échantillon est plus bruyant.
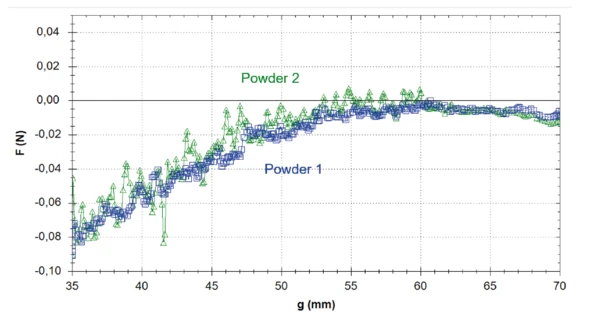
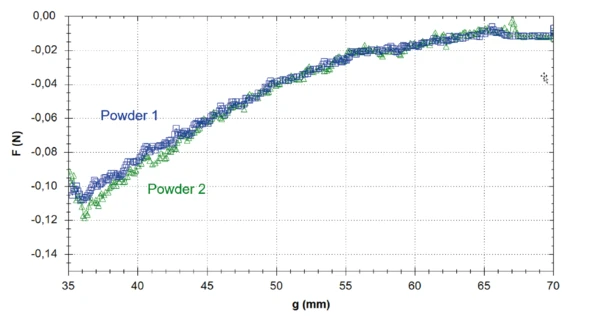
Les figures 5 et 6 montrent la force normale des deux poudres pendant le test DOWN (figure 5) et UP (figure 6). Bien que les courbes soient très similaires entre les deux matériaux, elles diffèrent au niveau du bruit : Pour les deux directions d'essai, la force normale est plus bruyante pour la poudre 2, comme pour les signaux de couple.
Les images de microscopie automatisée réalisées sur les deux poudres (figure 7) peuvent être mises en relation avec leur comportement rhéologique : La poudre 2 contient des particules plus grosses que la poudre 1 et a donc une capacité d'écoulement réduite. Les courbes de distribution de volume pour les deux échantillons présentées dans la figure 8 ainsi que leur distribution de volume de taille de particule Dv10, Dv50 et Dv90 présentée dans le tableau 2 confirment ce résultat visuel.
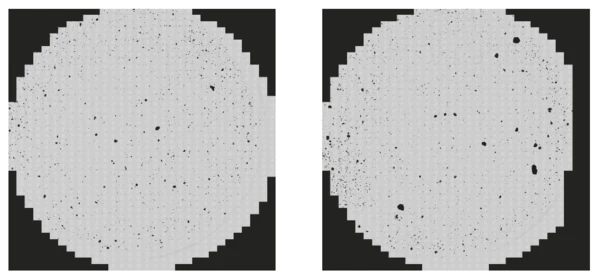
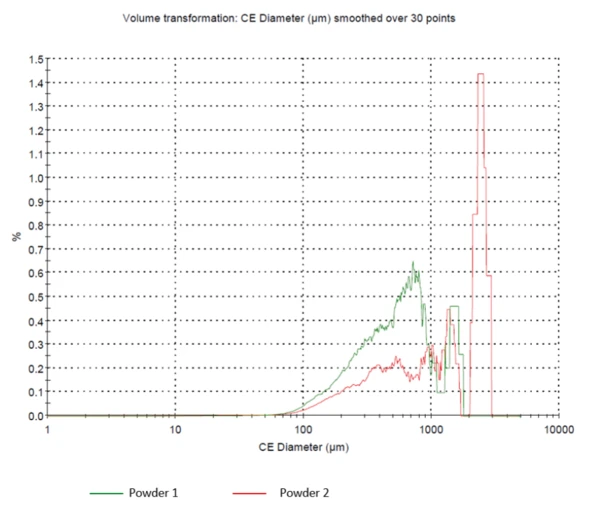
Tableau 2 : Distribution volumétrique de la taille des particules des deux poudres lubrifiantes
| D(v,0.1) [μm] | D(v,0.5) [μm] | D(v,0.9) [μm] | |
|---|---|---|---|
| Poudre 1 | 199.2 | 570.5 | 1436.6 |
| Poudre 2 | 256.0 | 1348.9 | 2582.2 |
Conclusion
La fluidité de deux poudres lubrifiantes a été comparée en appliquant la méthode Freeman sur le rhéomètre rotatif Kinexus. Pour cette méthode, une palette a été immergée à une vitesse axiale et rotative définie dans une coupelle remplie de l'échantillon. Des différences ont été détectées dans les courbes du couple nécessaire pour maintenir une vitesse de rotation constante de la palette. Un couple plus élevé est lié à une plus grande résistance à l'écoulement, c'est-à-dire à une fluidité réduite. La distribution volumétrique de la taille des particules des poudres a permis d'établir une corrélation entre les résultats : Le produit contenant les plus grosses particules est celui qui présente la plus faible fluidité.
Ces tests sont très rapides et peuvent être interprétés d'un seul coup d'œil en comparant les courbes.