Bevezetés
A port általában részecskékből álló anyagnak tekintik. Azonban tartalmaz levegőt (a részecskék között), valamint nedvességet, mivel a részecskék vizet szívhatnak magukba, ha nedves légkörben tárolják őket. Ez a három összetevő (részecskék, levegő és víz) befolyásolja a porok feldolgozását. Például a nagyon finom, vízhez nagy affinitással rendelkező részecskék a gyártás, tárolás vagy szállítás során megpattoghatnak, ami befolyásolja a por folyékonyságát, és így hosszabb feldolgozási időt eredményez.
Kísérleti
A Kinexus rotációs reométer gyors és könnyen elvégezhető mérésekkel, a Freeman-módszer [1] segítségével hasonlítja össze a különböző porok folyékonyságát. Ehhez egy csészét és egy 2 lapátos felső geometriát használnak (1. ábra). A hőmérséklet-szabályozást a hengeres patron biztosítja, amelybe az alsó geometria (csésze) kerül. Mivel az eredmények nagymértékben függnek a por kondicionálásától, nagyon fontos, hogy a különböző mintákat pontosan azonos körülmények között készítsük el: Ugyanaz a mintamennyiség, ugyanazok az előkondicionálási paraméterek (pl. meghatározott forgási sebesség és idő).

Mérési feltételek
A következő módszerben két különböző kenőanyagpor (1. és 2. jelöléssel) folyékonyságát hasonlítjuk össze. A mérések során a 2 lapátos lapát meghatározott sebességgel leereszkedik a mintát tartalmazó pohárba, amíg teljesen el nem merül a porban, majd a lapát felemelkedik, és visszatér a kiindulási helyzetébe. Az axiális sebesség mellett egy szabályozott forgási sebességet is alkalmaznak. Az 1. táblázat összefoglalja a vizsgálatok feltételeit.
Táblázat: Mérési feltételek
| Készülék | Kinexus ultra+, hengeres patron |
|---|---|
| Felső geometria | Keverőgép cserélhető 2 lapátos rendszerrel |
| Alsó geometria | Alumíniumból készült csésze, 37 mm átmérővel |
| Axiális sebesség | 1 mm∙s-1 (lefelé), -1 mm∙s-1 (felfelé) |
| Forgási sebesség | 5 rad∙s-1 |
| Rés | 70 mm és 35 mm között (LE), 35 mm és 70 mm között (FEL) |
Mérési eredmények
Feljegyezték a 2 lapátos lapát forgásához és a porba való behatolásához szükséges nyomatékot és normálerőt ellenőrzött forgási és tengelyirányú sebességgel.
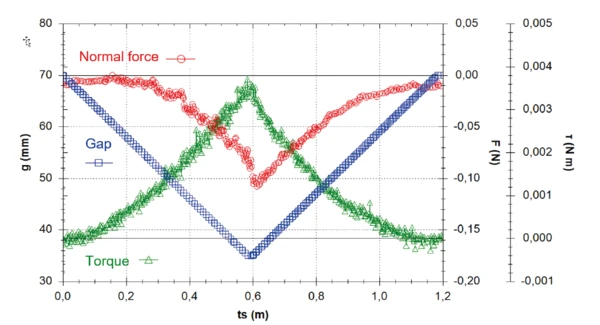
A 2. ábra az 1. kenőanyagon végzett mérés eredményét mutatja. Minél mélyebbre merül a lapát a porba (vizsgálat LEfelé), annál nagyobb nyomatékra van szüksége az állandó forgási sebesség fenntartásához. A lapát 70 mm-ről 35 mm-re történő lefutása során a nyomaték 0-ról 4 mN.m-re nő. A normál erő csak akkor kezd csökkenni, amikor a lapát már majdnem a pálya felét megtette. A lefelé irányuló vizsgálat során 100 mN-nal csökken.
Amint a lapát felfelé halad, mindkét jel szimmetrikusan viselkedik: A nyomaték ismét csökken, míg a normálerő nő, mindkét jel a mérés végén eléri a 0 értéket (mivel a lapát a poron kívül van, és a levegőben forog).
Mind a nyomaték, mind a normálerő jelek a por áramlási ellenállásával kapcsolatosak. Minél mélyebbre merül a lapát a mintába, annál nagyobb ellenállást fejt ki a por a geometria tengelyirányú és forgási mozgásának.
Meg kell jegyezni, hogy a mérés alig több mint egy percet vesz igénybe mind lefelé, mind felfelé irányuló irányban (köridő).
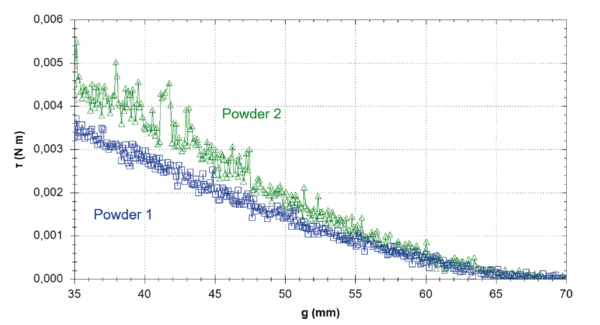
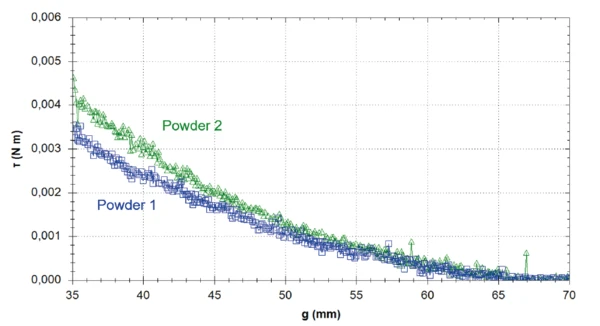
A 3. és 4. ábrán összehasonlítjuk a két termék nyomatékát, miközben a lapát lefelé halad a porba (3. ábra) és felfelé (4. ábra). Mindkét vizsgálati irányban a 2. por esetében nagyobb nyomatékra van szükség az állandó forgási sebesség fenntartásához, azaz ez a por nagyobb áramlási ellenállást mutat, és így alacsonyabb az áramlási képesség. Ezenkívül ennek a mintának a jele zajosabb.
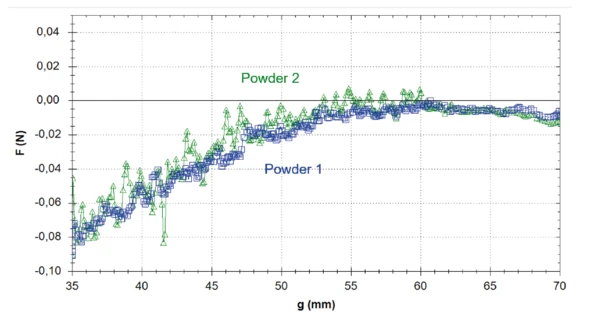
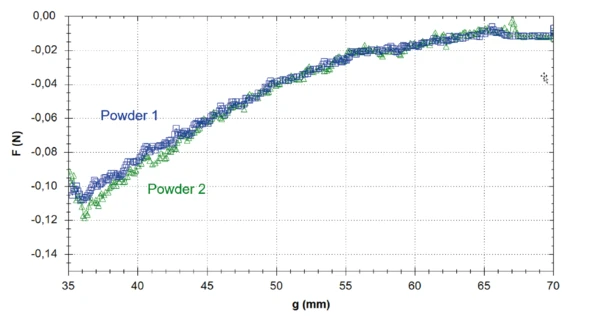
Az 5. és 6. ábra mindkét por normál erejét mutatja a vizsgálat során LE (5. ábra) és FEL (6. ábra). Bár a görbék nagyon hasonlóak a két anyag között, a zajban különböznek: Mindkét vizsgálati irányban a normál erő a 2. por esetében zajosabb, hasonlóan a nyomatékjelekhez.
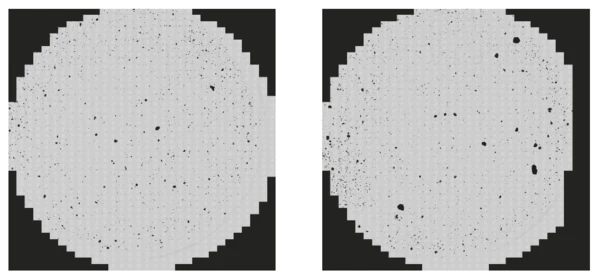
A mindkét poron végzett automatizált mikroszkópos felvételek (7. ábra) kapcsolatba hozhatók reológiai viselkedésükkel: A 2. por nagyobb részecskéket tartalmaz, mint az 1. por, és ezért kisebb a folyóképessége. A 8. ábrán bemutatott mindkét minta térfogateloszlásának görbéi, valamint a 2. táblázatban bemutatott Dv10, Dv50 és Dv90 szemcseméretű térfogateloszlásuk megerősítik ezt a vizuális eredményt.
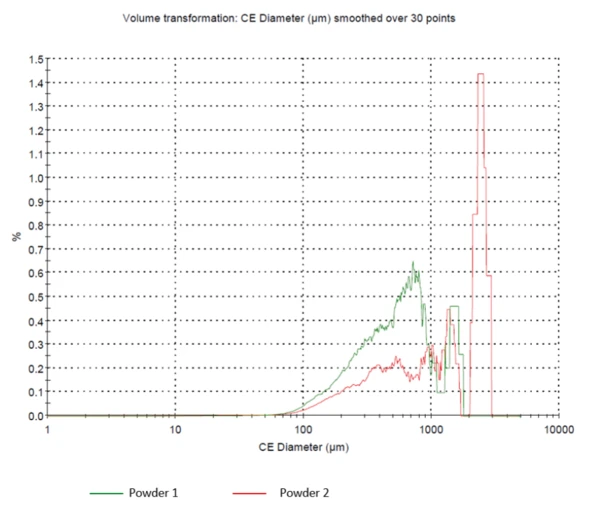
Táblázat: A 2. kenőanyagporok részecskeméret-térfogat eloszlása a vontatójárműben
| D(v,0,1) [μm] | D(v,0,5) [μm] | D(v,0,9) [μm] | |
|---|---|---|---|
| Por 1 | 199.2 | 570.5 | 1436.6 |
| Por 2 | 256.0 | 1348.9 | 2582.2 |
Következtetés
Két kenőanyagpor folyékonyságát hasonlították össze a Freeman-módszer alkalmazásával a Kinexus rotációs reométeren. Ehhez a módszerhez egy lapátot egy meghatározott tengelyirányú és forgási sebességgel a mintával töltött csészébe merítettek. Az állandó lapátsebesség fenntartásához szükséges nyomaték görbéiben különbségeket észleltek. A nagyobb nyomaték nagyobb áramlási ellenállással, azaz csökkent áramlási képességgel jár. A porok szemcseméret-térfogat eloszlása korrelált az eredményekkel: A nagyobb részecskéket tartalmazó termék volt az, amelyiknek a folyékonysága alacsonyabb volt.
Az ilyen vizsgálatok nagyon gyorsak, és a görbék összehasonlításával egy pillantással értelmezhetőek.