10.02.2021 by Andrew Gillen
Additiv tillverkning av metall och behovet av tillförlitliga termofysikaliska egenskapsdata
Additiv tillverkning (AM) omfattar en rad olika tekniker som lämpar sig för att tillverka komponenter från flytande, fasta eller pulverformiga råmaterial. Selective Laser Melting (SLM), en pulverbäddsfusionsprocess, har blivit en vanligt förekommande AM-process för snabb prototyp- och komponenttillverkning med metaller, legeringar och, i mindre utsträckning, keramer. Läs mer om SLM, lämpliga material och hur du optimerar ingångsparametrarna för förbättrad produktkvalitet med hjälp av termisk analys.
Under de senaste åren har Additive Manufacturing (AM), även känt som 3D-printing, vuxit fram som en lovande teknik för kostnadseffektiv tillverkning av komponenter med nära nettoform inom fordons-, elektronik-, biomedicin-, bygg-, flyg- och livsmedelsindustrin. I tidigare artiklar har vi fokuserat på att bestämma processfönstret och studera det isotermiska kristallisationsbeteendet hos polyamid (PA) 12-pulver med hjälp av selektiv lasersintring.
Vad är selektiv lasersmältning?
SLM, även känd som DMLS (direct metal laser sintering), är en PBF-process (powder bed-fusion) som använder en högintensiv laser som energikälla för att smälta och smälta samman selektiva zoner av pulver, lager för lager, enligt CAD-data (computer aided design).
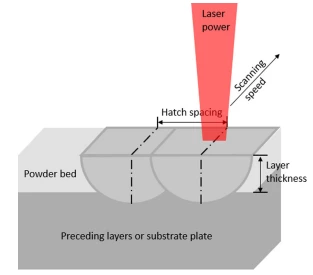
SLM-processen utvecklades i mitten av 1990-talet av F & S Stereolithographietechnik GmbH och Fraunhofer ILT i Tyskland. I SLM definieras kvaliteten på den slutliga detaljen starkt av de ingående processparametrarna, inklusive lasereffekt, skanningshastighet, luckavstånd och skikttjocklek (ref. figur 1).
Även om det omgivande, osmälta pulvret stöder de redan byggda delarna eller delar av delarna, kräver PBF-processer i metall stödstrukturer för värmeöverföring och förankring. Värmen måste ledas bort från detaljen för att undvika överhettning och oönskade förändringar i morfologin. Förankringen avser den stödstruktur som svetsas fast på byggplattan och som måste avlägsnas genom maskinbearbetning efteråt. På grund av de enorma temperaturgradienter som uppstår i byggkammaren, med endast något högre temperaturer jämfört med PBF av polymer, är uppbyggnaden av restspänningar och skevhet ett stort problem, vilket minskas av förankringarna.
Vilka material är lämpliga för SLM?
SLM-processen har använts för additiv tillverkning av legeringar som rostfritt stål, verktygsstål, titan, aluminium, kobolt-krom, volfram och nickelbaserade superlegeringar. Vissa legeringar har begränsad användbarhet för SLM på grund av deras höga reflektionsförmåga, reaktivitet mot syre, absorptionsförmåga, vätning och termiska egenskaper.
Keramiska material som aluminiumoxid, zirkoniumoxid och kiselkarbid har tillverkats additivt med hjälp av SLM-processen, men det finns generellt sett fler utmaningar med SLM av keramiska material på grund av deras spröda natur och relativt låga Termisk konduktivitetVärmekonduktivitet (λ med enheten W/(m-K)) beskriver transporten av energi - i form av värme - genom en masskropp som ett resultat av en temperaturgradient (se fig. 1). Enligt termodynamikens andra huvudsats strömmar värme alltid i riktning mot den lägre temperaturen.värmeledningsförmåga.
Optimering av AM-ingångsparametrar för förbättrad produktkvalitet
Trots de senaste framstegen inom SLM-processen kan problem som överhettning eller underhettning samt skevhet fortfarande orsaka problem med slutproduktens kvalitet. Ansträngningar görs för att få en bättre förståelse för temperaturfördelningen och de termiska belastningarna under SLM-processen så att processparametrarna och i slutändan den slutliga detaljkvaliteten kan optimeras. Termomekaniska simuleringar, t.ex. finita elementanalyser (FEA), har möjliggjort virtuell prototypframtagning och har blivit allt viktigare när tillverkarna optimerar SLM-processparametrar och stödstrukturgeometrier för olika material.
Termisk konduktivitet påverkar SLM-processens parametrar
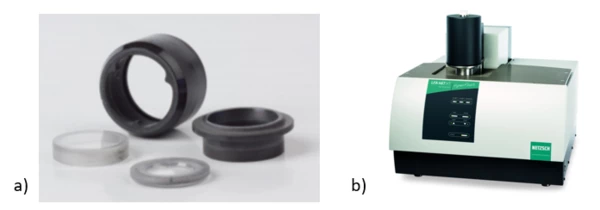
En representativ termomekanisk SLM-simulering kräver exakta, temperaturberoende värmeledningsdata för pulverbädden och den stelnade detaljen. NETZSCH LFA 467 HT HyperFlash är väl lämpad för mätning av värmeledningsförmågan hos SLM-pulver och färdiga SLM-tryckta delar upp till 1250°C. Korrektion för temperaturberoende TäthetMassdensiteten definieras som förhållandet mellan massa och volym. densitet (ρ) kan rutinmässigt mätas med en NETZSCH DIL 402 Expedis® Classic dilatometer och den specifika värmekapaciteten (Specifik värmekapacitet (cp)Värmekapacitet är en materialspecifik fysikalisk storhet som bestäms av den värmemängd som tillförs provkroppen, dividerat med den resulterande temperaturökningen. Den specifika värmekapaciteten är relaterad till en massa-enhet av provkroppen.cp) i högtemperaturområdet mäts med en NETZSCH DSC (t.ex. 404 F1 Pegasus®). Alla mätningar ska utföras inom samma temperaturområde.
Exempel på tillämpning: Värmekonduktivitet hos austenitiskt rostfritt stålpulver
I applikationsexemplet nedan användes flashmetoden (LFA) för att mäta den termiska diffusiviteten hos austenitiskt rostfritt stålpulver från rumstemperatur till 1000°C.
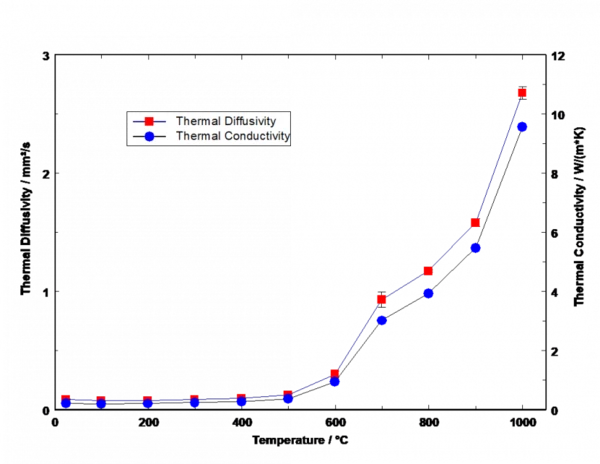
Som framgår av figur 3 följer den termiska diffusiviteten och värmeledningsförmågan samma trend. På grund av de olika sintringsstegen ökar båda signifikant. Naturligtvis påverkas ökningen av värmeledningsförmågan av förändringen i värmediffusivitet och ökningen av pulverbäddens TäthetMassdensiteten definieras som förhållandet mellan massa och volym. densitet över 500°C. Den ökade värmeledningsförmågan till följd av pulverbäddens förtätning måste beaktas när man väljer lämpliga SLM-inmatningsparametrar för att säkerställa optimal produktkvalitet. Detta är också ett av skälen till att forskningen har fokuserat på att anpassa parametrarna lager för lager eller till och med i specifika områden under tillverkningen.
Referenser
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (01 december 2015). Granskning av selektiv lasersmältning: Material och applikationer. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Standarder, kvalitetskontroll och mätvetenskap inom 3D-utskrift och additiv tillverkning.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Finita elementanalys av temperatur- och spänningsfält under den selektiva lasersmältningsprocessen för termoelektrisk SnTe. Journal of Materials Processing Technology, 261, 74-85.

GRATIS e-bok
Termisk analys och reologi vid additiv tillverkning av polymerer
Upptäck hemligheterna bakom AM:s banbrytande möjligheter! Vår nyutgivna e-bok dyker djupt in i hjärtat av AM och avslöjar kraften i tillförlitliga materialkarakteriseringstekniker, särskilt termisk analys och reologi.