10.02.2021 by Andrew Gillen
Fém additív gyártás és a megbízható termofizikai tulajdonságadatok szükségessége
Az additív gyártás (AM) számos olyan technológiát foglal magában, amelyek alkalmasak folyékony, szilárd vagy por alakú alapanyagokból történő alkatrészgyártásra. A szelektív lézerolvasztás (SLM), egy porágyas fúziós eljárás, a fémek, ötvözetek és kisebb mértékben a kerámiák felhasználásával történő gyors prototípus- és alkatrészgyártás általánosan használt AM-eljárásává vált. Tudjon meg többet az SLM-ről, a megfelelő anyagokról és arról, hogyan optimalizálhatja a bemeneti paramétereket a jobb termékminőség érdekében a hőelemzés segítségével.
Az utóbbi években az additív gyártás (AM), más néven 3D nyomtatás, ígéretes technológiaként jelent meg az autóipar, az elektronika, az orvosbiológia, az építőipar, a repülőgépipar és az élelmiszeripar költséghatékony, közel nettó alakú alkatrészek gyártására. Korábbi cikkeinkben a folyamatablak meghatározására és a poliamid (PA) 12 porok izotermikus kristályosodási viselkedésének tanulmányozására összpontosítottunk a szelektív lézersinterezésben.
Mi a szelektív lézeres olvasztás?
Az SLM, más néven közvetlen fémlézeres SzinterezésA szinterezés olyan gyártási eljárás, amelynek során kerámia- vagy fémporból mechanikailag erős testet alakítanak ki. szinterezés (DMLS) egy porágyfúziós (PBF) eljárás, amely nagy intenzitású lézert használ energiaforrásként a por szelektív zónáinak megolvasztásához és rétegenkénti összeolvasztásához, a számítógépes tervezés (CAD) adatainak megfelelően.
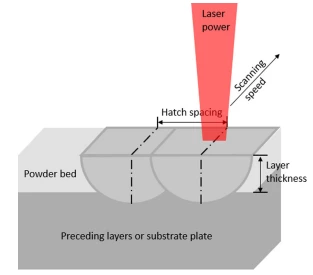
Az SLM-eljárást az 1990-es évek közepén fejlesztette ki a németországi F & S Stereolithographietechnik GmbH és a Fraunhofer ILT. Az SLM-ben a végső alkatrész minőségét erősen meghatározzák a bemeneti folyamat paraméterei, beleértve a lézerteljesítményt, a pásztázási sebességet, a hatch-távolságot és a rétegvastagságot (lásd az 1. ábrát).
Bár a környező, nem olvadt por támogatja a már megépített alkatrészeket vagy alkatrészrészeket, a fém PBF-eljárásoknak a hőátadáshoz és a rögzítéshez tartószerkezetekre van szükségük. A hőt el kell vezetni az alkatrésztől a túlmelegedés, valamint a morfológia nem kívánt változásainak elkerülése érdekében. A rögzítés a tartószerkezetre utal, amelyet a felépítőlemezhez hegesztenek, és amelyet utána megmunkálással el kell távolítani. Az építőkamrában fellépő hatalmas hőmérsékleti gradiensek miatt - a polimer PBF-hez képest csak enyhén megemelt hőmérséklet mellett - a maradó feszültségek és a vetemedés kialakulása komoly problémát jelent, amit a lehorgonyzások enyhítenek.
Mely anyagok alkalmasak SLM-re?
Az SLM-eljárást olyan ötvözetek additív gyártására használták, mint a rozsdamentes acél, szerszámacél, titán, alumínium, kobaltkróm, volfrám és nikkelbázisú szuperötvözetek. Egyes ötvözetek nagy visszaverő képességük miatt korlátozottan alkalmazhatók SLM-re, az oxigénnel szembeni reakcióképességük, abszorpciós képességük, nedvesedési és termikus tulajdonságaik miatt.
A kerámiákat, köztük az alumínium-oxidot, a cirkónium-dioxidot és a szilícium-karbidot additív módon gyártották SLM-eljárással, azonban a kerámiák SLM-je általában több kihívást jelent törékeny természetük és viszonylag alacsony Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képességük miatt.
Az AM bemeneti paraméterek optimalizálása a jobb termékminőség érdekében
Az SLM-eljárás legújabb fejlesztései ellenére az olyan problémák, mint a túlmelegedés vagy az alulmelegedés, valamint a vetemedés még mindig problémákat okozhatnak a végtermék minőségében. Törekvések folynak az SLM során a hőmérséklet-eloszlás és a hőterhelés jobb megértésére, hogy a folyamat paraméterei és végső soron a végső alkatrész minősége optimalizálható legyen. Az olyan termomechanikai szimulációk, mint a végeselem-elemzés (FEA) lehetőséget biztosítanak a virtuális prototípusok létrehozására, és egyre fontosabbá válnak, mivel a gyártók optimalizálják az SLM-folyamat paramétereit és a tartószerkezetek geometriáját a különböző anyagokhoz.
A hővezető képesség befolyásolja az SLM folyamat paramétereit
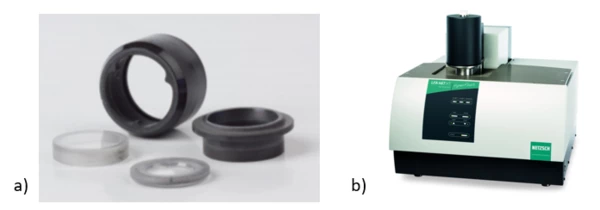
A reprezentatív termomechanikai SLM-szimulációhoz a porágy és a megszilárdult alkatrész pontos, hőmérsékletfüggő hővezetési adataira van szükség. A NETZSCH LFA 467 HT HyperFlash jól alkalmas az SLM alapanyagú porok, valamint a kész SLM nyomtatott alkatrészek hővezetőképességének mérésére 1250°C-ig. A hőmérsékletfüggő SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűség korrekciója (ρ) rutinszerűen mérhető a NETZSCH DIL 402 Expedis® Classic dilatométerrel, a Fajlagos hőkapacitás (cp)A hőkapacitás egy anyagspecifikus fizikai mennyiség, amelyet a mintadarabba juttatott hőmennyiség és az ebből eredő hőmérséklet-emelkedés hányadosa határoz meg. A fajlagos hőkapacitás a minta egységnyi tömegére vonatkozik.fajlagos hőkapacitás (Fajlagos hőkapacitás (cp)A hőkapacitás egy anyagspecifikus fizikai mennyiség, amelyet a mintadarabba juttatott hőmennyiség és az ebből eredő hőmérséklet-emelkedés hányadosa határoz meg. A fajlagos hőkapacitás a minta egységnyi tömegére vonatkozik.cp) pedig a magas hőmérsékleti tartományban a NETZSCH DSC-vel (pl. 404 F1 Pegasus®) mérhető. Minden mérést ugyanabban a hőmérséklet-tartományban kell elvégezni.
Alkalmazási példa: Austenit rozsdamentes acélpor hővezető képessége
Az alábbi alkalmazási példában a flash-módszert (LFA) használták az ausztenites rozsdamentes acélpor Termikus diffúziós képességA hővezető képesség (a mm2/s egységgel) egy anyagspecifikus tulajdonság, amely az instacionárius hővezetés jellemzésére szolgál. Ez az érték azt írja le, hogy egy anyag milyen gyorsan reagál a hőmérsékletváltozásra.termikus diffúziós képességének mérésére szobahőmérséklettől 1000°C-ig.
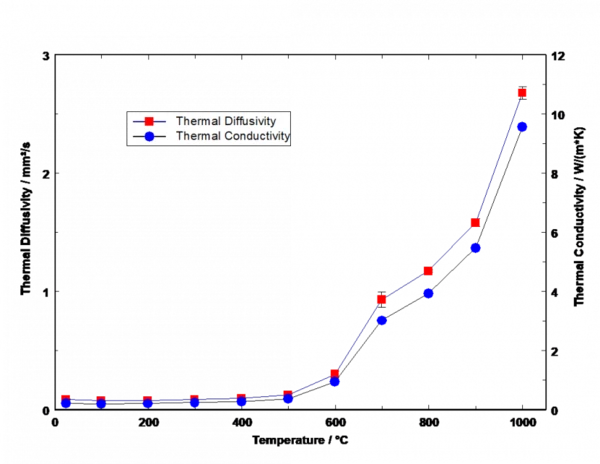
Amint az a 3. ábrán látható, a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség és a hővezetési tényező ugyanazt a tendenciát követi. A különböző szinterelési lépések miatt mindkettő jelentősen megnő. Természetesen a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség növekedését befolyásolja a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség változása és a porágy SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűségének növekedése 500°C felett. A porágy sűrűsödéséből eredő növekvő hővezető képességet figyelembe kell venni a megfelelő SLM bemeneti paraméterek kiválasztásakor az optimális termékminőség biztosítása érdekében. Továbbá ez az egyik oka annak, hogy a kutatások a paraméterek rétegenkénti vagy akár az építés során meghatározott régiókban történő adaptálására összpontosítanak.
Hivatkozások
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (December 01, 2015). A szelektív lézerolvasztás áttekintése: Materials and applications. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Szabványok, minőségellenőrzés és méréstudományok a 3D nyomtatásban és az additív gyártásban.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Végeselemes elemzés a hőmérséklet- és feszültségmezőkről a termoelektromos SnTe szelektív lézeres olvasztási folyamata során. Journal of Materials Processing Technology, 261, 74-85.

INGYENES e-könyv
Termikus analízis és reológia a polimer additív gyártásban
Fedezze fel az AM játékváltoztató képességeinek titkait! Újonnan megjelent e-könyvünk mélyen az AM szívébe hatol, és feltárja a megbízható anyagjellemzési technikák, különösen a termikus analízis és a reológia erejét.