10.02.2021 by Andrew Gillen
Aditivní výroba kovů a potřeba spolehlivých údajů o termofyzikálních vlastnostech
Aditivní výroba (AM) zahrnuje celou řadu technologií vhodných pro výrobu komponent z kapalných, pevných nebo práškových surovin. Selektivní laserové tavení (SLM), proces tavení v práškovém loži, se stalo běžně používaným procesem AM pro rychlou výrobu prototypů a součástek z kovů, slitin a v menší míře z keramiky. Přečtěte si více o SLM, vhodných materiálech a o tom, jak optimalizovat vstupní parametry pro zlepšení kvality výrobků pomocí termické analýzy.
V posledních letech se aditivní výroba (AM), známá také jako 3D tisk, stala slibnou technologií pro nákladově efektivní výrobu součástí s téměř čistým tvarem v automobilovém, elektronickém, biomedicínském, stavebním, leteckém a potravinářském průmyslu. V předchozích článcích jsme se zaměřili na stanovení procesního okna a studium izotermického krystalizačního chování prášků polyamidu (PA) 12 při použití v selektivním laserovém spékání.
Co je selektivní laserové tavení?
SLM, známé také jako přímé laserové spékání kovů (DMLS), je proces slučování práškového lože (PBF), který využívá vysoce intenzivní laser jako zdroj energie k tavení a slučování selektivních zón prášku, vrstvu po vrstvě, podle dat počítačem podporovaného návrhu (CAD).
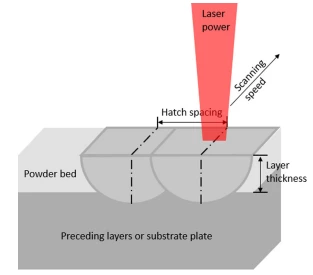
Proces SLM byl vyvinut v polovině 90. let 20. století společností F & S Stereolithographietechnik GmbH a Fraunhoferovým institutem ILT v Německu. Při SLM je kvalita výsledného dílu výrazně definována vstupními parametry procesu, včetně výkonu laseru, rychlosti skenování, rozteče šraf a tloušťky vrstvy (viz obrázek 1).
Přestože okolní neroztavený prášek podpírá již zhotovené díly nebo jejich části, vyžadují kovové procesy PBF podpůrné struktury pro přenos tepla a ukotvení. Teplo musí být odváděno od dílu, aby nedocházelo k jeho přehřívání a také k nežádoucím změnám morfologie. Ukotvení se týká podpůrné struktury, která je přivařena ke konstrukční desce a kterou je třeba následně odstranit obráběním. Vzhledem k obrovským teplotním gradientům, které se vyskytují ve stavěcí komoře, kde jsou teploty ve srovnání s polymerní PBF jen mírně zvýšené, je velkým problémem vznik zbytkových napětí a deformace, což je zmírněno kotvami.
Které materiály jsou vhodné pro SLM?
Proces SLM byl použit pro aditivní výrobu slitin včetně nerezové oceli, nástrojové oceli, titanu, hliníku, kobalt-chromu, wolframu a superslitin na bázi niklu. Některé slitiny mají omezenou použitelnost pro SLM kvůli své vysoké odrazivosti, a to v důsledku reaktivity na kyslík, absorpční schopnosti, smáčivosti a tepelných vlastností.
Keramika včetně oxidu hlinitého, oxidu zirkoničitého a karbidu křemíku byla aditivně vyráběna procesem SLM, avšak u SLM keramiky je obecně více problémů kvůli její křehkosti a relativně nízké tepelné vodivosti.
Optimalizace vstupních parametrů AM pro zlepšení kvality výrobků
Navzdory nedávným pokrokům v procesu SLM mohou problémy, jako je přehřátí nebo nedostatečné zahřátí a deformace, stále způsobovat problémy s kvalitou konečného výrobku. Je vyvíjeno úsilí o lepší pochopení rozložení teplot a tepelného zatížení během SLM, aby bylo možné optimalizovat parametry procesu a nakonec i kvalitu konečného dílu. Termo-mechanické simulace, jako je analýza konečných prvků (FEA), poskytly prostředky pro virtuální prototypování a nabývají na významu, protože výrobci optimalizují parametry procesu SLM a geometrie nosných konstrukcí pro různé materiály.
Tepelná vodivost ovlivňuje parametry procesu SLM
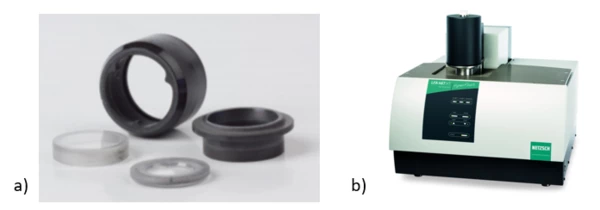
Reprezentativní termomechanická simulace SLM vyžaduje přesné údaje o tepelné vodivosti lože prášku a ztuhlého dílu v závislosti na teplotě. Přístroj NETZSCH LFA 467 HT HyperFlash je vhodný pro měření tepelné vodivosti výchozích prášků pro SLM i hotových dílů vytištěných SLM až do teploty 1250 °C. Korekci na hustotu závislou na teplotě (ρ) lze rutinně měřit pomocí NETZSCH DIL 402 Expedis® Classic dilatometru a Měrná tepelná kapacita (cp)Tepelná kapacita je fyzikální veličina specifická pro daný materiál, která se určuje jako podíl množství tepla dodaného vzorku a výsledného zvýšení teploty. Měrná tepelná kapacita se vztahuje k jednotkové hmotnosti vzorku.měrná tepelná kapacita (Měrná tepelná kapacita (cp)Tepelná kapacita je fyzikální veličina specifická pro daný materiál, která se určuje jako podíl množství tepla dodaného vzorku a výsledného zvýšení teploty. Měrná tepelná kapacita se vztahuje k jednotkové hmotnosti vzorku.cp) v oblasti vysokých teplot se měří pomocí NETZSCH DSC (např. 404 F1 Pegasus®). Všechna měření by se měla provádět ve stejném teplotním rozsahu.
Příklad aplikace: Tepelná vodivost prášku z austenitické nerezové oceli
V níže uvedeném příkladu aplikace byla použita metoda bleskového měření (LFA) pro měření tepelné difuzivity austenitického prášku z nerezové oceli od pokojové teploty do 1000 °C.
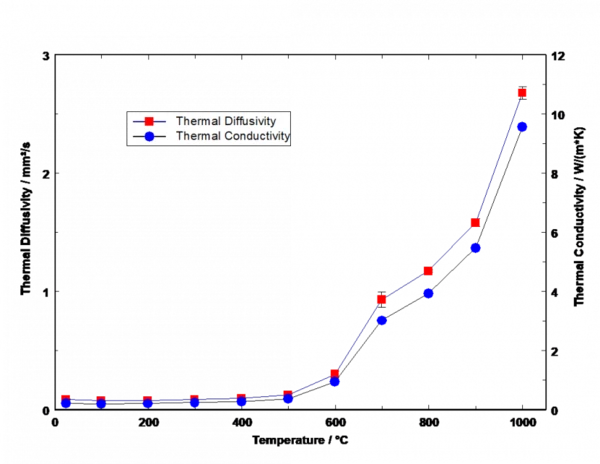
Jak je vidět na obrázku 3, Tepelná difuzivitaTepelná difuzivita (a s jednotkou mm2/s) je specifická vlastnost materiálu, která charakterizuje nestacionární vedení tepla. Tato hodnota popisuje, jak rychle materiál reaguje na změnu teploty.tepelná difuzivita a Tepelná vodivostTepelná vodivost (λ s jednotkou W/(m-K)) popisuje přenos energie - ve formě tepla - hmotným tělesem v důsledku teplotního gradientu (viz obr. 1). Podle druhého termodynamického zákona teplo vždy proudí ve směru nižší teploty.tepelná vodivost mají stejný trend. Vzhledem k různým stupňům spékání se obě výrazně zvyšují. Nárůst tepelné vodivosti je samozřejmě ovlivněn změnou tepelné difuzivity a nárůstem hustoty práškového lože nad 500 °C. S rostoucí tepelnou vodivostí v důsledku zhušťování práškového lože je třeba počítat při volbě vhodných vstupních parametrů SLM, aby byla zajištěna optimální kvalita výrobku. To je navíc jeden z důvodů, proč se výzkum zaměřuje na přizpůsobení parametrů po jednotlivých vrstvách nebo dokonce v určitých oblastech během sestavování.
Odkazy
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (1. prosince 2015). Přehled selektivního laserového tavení: Materials and applications. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Normy, kontrola kvality a vědy o měření v 3D tisku a aditivní výrobě.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Analýza teplotních a napěťových polí pomocí konečných prvků během procesu selektivního laserového tavení termoelektrického SnTe. Journal of Materials Processing Technology, 261, 74-85.

E-kniha ZDARMA
Tepelná analýza a reologie v aditivní výrobě polymerů
Objevte tajemství schopností systému AM, které mění pravidla hry! Naše nově vydaná e-kniha proniká hluboko do podstaty AM a odhaluje sílu spolehlivých technik charakterizace materiálu, konkrétně termické analýzy a reologie.