10.02.2021 by Andrew Gillen
Metallien additiivinen valmistus ja luotettavien termofysikaalisten ominaisuustietojen tarve
Additive Manufacturing (AM) käsittää erilaisia tekniikoita, joilla voidaan valmistaa komponentteja nestemäisistä, kiinteistä tai jauhemaisista raaka-aineista. Valikoivasta lasersulatuksesta (SLM), jauhepedin sulatusprosessista, on tullut yleisesti käytetty AM-prosessi nopeaan prototyyppien ja komponenttien valmistukseen, jossa käytetään metalleja, metalliseoksia ja vähäisemmässä määrin keraamisia. Lue lisää SLM:stä, sopivista materiaaleista ja siitä, miten syöttöparametreja voidaan optimoida tuotteiden laadun parantamiseksi lämpöanalyysin avulla.
Viime vuosina additiivinen valmistus (AM), joka tunnetaan myös nimellä 3D-tulostus, on noussut lupaavaksi teknologiaksi, jolla voidaan valmistaa kustannustehokkaasti lähes verkkomuotoisia komponentteja autoteollisuudessa, elektroniikassa, biolääketieteessä, rakennusalalla, ilmailu- ja avaruusteollisuudessa sekä elintarviketeollisuudessa. Aiemmissa artikkeleissa olemme keskittyneet prosessi-ikkunan määrittämiseen ja polyamidi (PA) 12 -jauheiden isotermisen kiteytymiskäyttäytymisen tutkimiseen käyttämällä valikoivaa lasersintrausta.
Mitä on selektiivinen lasersulatus?
SLM, joka tunnetaan myös nimellä DMLS (direct metal laser sintering), on jauhepeti-fuusio (PBF) -prosessi, jossa käytetään korkean intensiteetin laseria energialähteenä sulattamaan ja sulattamaan valikoivia jauhevyöhykkeitä kerros kerrokselta tietokoneavusteisen suunnittelun (CAD) tietojen mukaisesti.
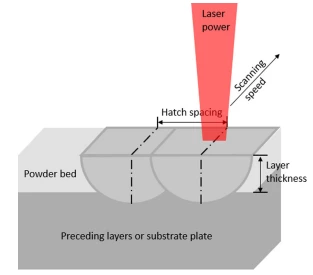
SLM-prosessin kehittivät 1990-luvun puolivälissä F & S Stereolithographietechnik GmbH ja saksalainen Fraunhofer ILT. SLM-menetelmässä lopullisen kappaleen laatu määräytyy vahvasti prosessin syöttöparametrien, kuten lasertehon, skannausnopeuden, luukkuvälien ja kerrospaksuuden perusteella (ks. kuva 1).
Vaikka ympäröivä sulamaton jauhe tukee jo rakennettuja osia tai osien osia, metalliset PBF-prosessit edellyttävät tukirakenteita lämmönsiirtoa ja ankkurointia varten. Lämpö on johdettava poispäin osasta, jotta vältetään ylikuumeneminen ja ei-toivotut muutokset morfologiassa. Ankkuroinnilla tarkoitetaan tukirakennetta, joka hitsataan rakennuslevyyn ja joka on poistettava jälkeenpäin koneistamalla. Rakennuskammiossa esiintyvien valtavien lämpötilagradienttien vuoksi, joissa lämpötilat ovat vain hieman korkeammat kuin polymeeri-PBF:ssä, jäännösjännitysten muodostuminen ja vääntyminen on suuri ongelma, jota ankkurit lieventävät.
Mitkä materiaalit soveltuvat SLM:ään?
SLM-prosessia on käytetty lisäainevalmistukseen muun muassa ruostumattomasta teräksestä, työkaluteräksestä, titaanista, alumiinista, koboltti-kromista, volframista ja nikkelipohjaisista superseoksista. Joidenkin seosten soveltuvuus SLM-menetelmään on rajoitettu niiden korkean heijastuskyvyn vuoksi, joka johtuu niiden reaktiivisuudesta hapen kanssa, absorptiokyvystä, kostumis- ja lämpöominaisuuksista.
Keramiikkaa, kuten alumiinioksidia, zirkoniaa ja piikarbidia, on valmistettu additiivisesti SLM-prosessilla, mutta keramiikan SLM-menetelmään liittyy yleisesti ottaen enemmän haasteita, koska se on haurasta ja sen LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus on suhteellisen alhainen.
AM-syöttöparametrien optimointi tuotteen laadun parantamiseksi
Huolimatta SLM-prosessin viimeaikaisista edistysaskelista, ongelmat, kuten ylikuumeneminen tai alilämpöisyys sekä vääntyminen, voivat edelleen aiheuttaa ongelmia lopputuotteen laadussa. Lämpötilajakaumia ja lämpökuormitusta SLM:n aikana pyritään ymmärtämään paremmin, jotta prosessiparametrit ja lopulta myös lopullisen kappaleen laatu voidaan optimoida. Lämpömekaaniset simuloinnit, kuten äärellisten elementtien analyysi (FEA), ovat mahdollistaneet virtuaalisen prototyyppien luomisen, ja niiden merkitys on kasvanut, kun valmistajat optimoivat SLM-prosessiparametreja ja tukirakenteiden geometriaa eri materiaaleille.
Lämmönjohtavuus vaikuttaa SLM-prosessin parametreihin
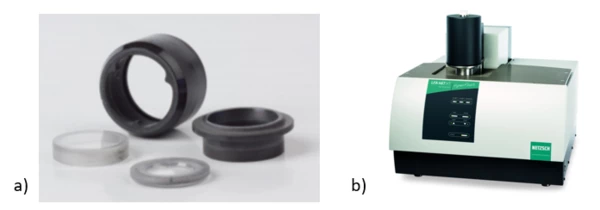
Edustava termomekaaninen SLM-simulointi edellyttää tarkkoja, lämpötilasta riippuvia lämmönjohtavuustietoja jauhepedistä ja jähmettyneestä kappaleesta. NETZSCH LFA 467 HT HyperFlash soveltuu hyvin mittaamaan SLM-syöttöjauheiden ja valmiiden SLM-tulostettujen osien lämmönjohtavuutta 1250 °C:een asti. Lämpötilasta riippuvan tiheyden korjaus (ρ) voidaan mitata rutiininomaisesti NETZSCH DIL 402 Expedis® Classic -laajennusmittarilla ja ominaislämpökapasiteetti (Ominaislämpökapasiteetti (cp)Lämpökapasiteetti on materiaalikohtainen fysikaalinen suure, joka määräytyy näytteeseen syötetyn lämmön määrän ja siitä aiheutuvan lämpötilan nousun perusteella. Ominaislämpökapasiteetti suhteutetaan näytteen massayksikköön.cp) korkeissa lämpötiloissa mitataan NETZSCH DSC-laitteella (esim. 404 F1 Pegasus®). Kaikki mittaukset olisi suoritettava samalla lämpötila-alueella.
Sovellusesimerkki: Austeniittisen ruostumattoman teräspulverin lämmönjohtavuus
Alla olevassa sovellusesimerkissä käytettiin flash-menetelmää (LFA) austeniittisen ruostumattoman teräsjauheen lämpödiffuusiokyvyn mittaamiseen huoneenlämpötilasta 1000 °C:een.
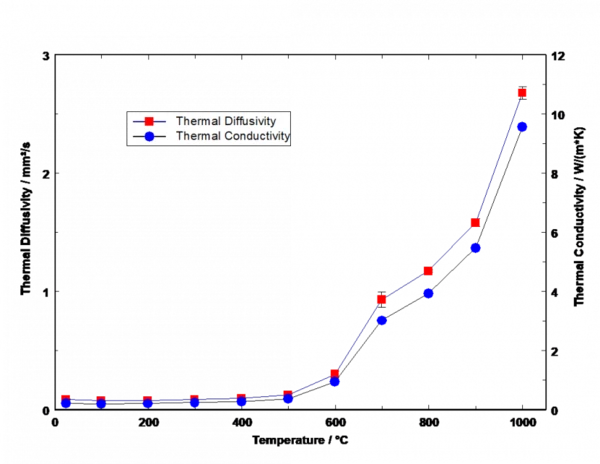
Kuten kuvasta 3 nähdään, lämpödiffuusiokyky ja LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus noudattavat samaa suuntausta. Erilaisten sintrausvaiheiden vuoksi molemmat kasvavat merkittävästi. Lämmönjohtavuuden kasvuun vaikuttaa tietenkin lämpödiffuusiokyvyn muutos ja jauhepeti tiheyden kasvu yli 500 °C:n lämpötilan. Jauhepetin tiivistymisestä johtuva lämmönjohtavuuden kasvu on otettava huomioon valittaessa sopivia SLM:n syöttöparametreja optimaalisen tuotteen laadun varmistamiseksi. Tämä on myös yksi syy siihen, miksi tutkimuksessa on keskitytty parametrien mukauttamiseen kerros kerrokselta tai jopa tietyillä alueilla rakentamisen aikana.
Viitteet
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (December 01, 2015). Katsaus selektiiviseen lasersulatukseen: Materials and applications. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Standardit, laadunvalvonta ja mittaustiede 3D-tulostuksessa ja lisäainevalmistuksessa.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Lämpötila- ja jännityskenttien äärellisten elementtien analyysi lämpösähköisen SnTe:n selektiivisen lasersulatusprosessin aikana. Journal of Materials Processing Technology, 261, 74-85.

ILMAINEN E-kirja
Lämpöanalyysi ja reologia polymeerien lisäainevalmistuksessa
Tutustu salaisuuksiin AM:n peliä muuttavien kykyjen takana! Äskettäin julkaistussa e-kirjassamme pureudutaan syvälle AM:n ytimeen ja paljastetaan luotettavien materiaalin karakterisointitekniikoiden, erityisesti lämpöanalyysin ja reologian, voima.