10.02.2021 by Andrew Gillen
Additiv metalproduktion og behovet for pålidelige data om termofysiske egenskaber
Additive Manufacturing (AM) omfatter en række forskellige teknologier, der er egnede til at fremstille komponenter fra flydende, faste eller pulverformige råmaterialer. Selektiv lasersmeltning (SLM), en fusionsproces i pulverform, er blevet en almindeligt anvendt AM-proces til hurtig prototyping og komponentfremstilling ved hjælp af metaller, legeringer og i mindre grad keramik. Få mere at vide om SLM, egnede materialer og hvordan man optimerer inputparametre for at forbedre produktkvaliteten ved hjælp af termisk analyse.
I de senere år har Additive Manufacturing (AM), også kendt som 3D-printning, vist sig at være en lovende teknologi til omkostningseffektiv fremstilling af komponenter i nær nettoform på tværs af bil-, elektronik-, biomedicinsk-, bygge-, rumfarts- og fødevareindustrien. I tidligere artikler har vi fokuseret på at bestemme procesvinduet og studere den isotermiske krystallisationsadfærd for polyamid (PA) 12-pulvere ved hjælp af selektiv lasersintring.
Hvad er selektiv lasersmeltning?
SLM, også kendt som direkte metallasersintring (DMLS), er en PBF-proces (powder bed-fusion), der bruger en højintensiv laser som energikilde til at smelte og smelte selektive zoner af pulver, lag for lag, i henhold til CAD-data (computer aided design).
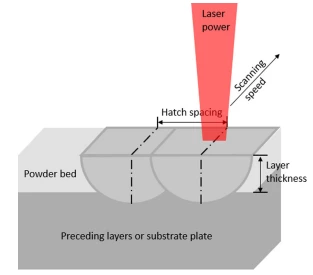
SLM-processen blev udviklet i midten af 1990'erne af F & S Stereolithographietechnik GmbH og Fraunhofer ILT i Tyskland. I SLM defineres kvaliteten af den endelige del i høj grad af de indgående procesparametre, herunder lasereffekt, scanningshastighed, lugeafstand og lagtykkelse (jf. figur 1).
Selv om det omgivende, usmeltede pulver understøtter de allerede byggede dele eller dele af delene, kræver PBF-processer i metal støttestrukturer til varmeoverførsel og forankring. Varmen skal ledes væk fra emnet for at undgå overophedning og uønskede ændringer i morfologien. Forankringen henviser til den støttestruktur, der er svejset til byggepladen, og som skal fjernes ved bearbejdning bagefter. På grund af de enorme temperaturgradienter, der opstår i byggekammeret, med kun lidt højere temperaturer sammenlignet med polymer PBF, er opbygningen af restspændinger og skævvridning et stort problem, som afhjælpes af forankringerne.
Hvilke materialer egner sig til SLM?
SLM-processen er blevet brugt til additiv fremstilling af legeringer, herunder rustfrit stål, værktøjsstål, titanium, aluminium, kobolt-krom, wolfram og nikkelbaserede superlegeringer. Nogle legeringer har begrænset anvendelighed til SLM på grund af deres høje refleksionsevne, på grund af deres reaktivitet over for ilt, absorptivitet, befugtning og termiske egenskaber.
Keramik, herunder aluminiumoxid, zirconiumoxid og siliciumcarbid, er blevet additivt fremstillet ved hjælp af SLM-processen, men der er generelt flere udfordringer med SLM af keramik på grund af deres sprøde natur og relativt lave Termisk ledningsevneVarmeledningsevne (λ med enheden W/(m-K)) beskriver transporten af energi - i form af varme - gennem et masselegeme som følge af en temperaturgradient (se fig. 1). Ifølge termodynamikkens anden lov strømmer varmen altid i retning af den laveste temperatur.varmeledningsevne.
Optimering af AM-inputparametre for bedre produktkvalitet
På trods af de seneste fremskridt i SLM-processen kan problemer som overophedning eller underophedning samt skævvridning stadig give problemer med den endelige produktkvalitet. Der gøres en indsats for at få en bedre forståelse af temperaturfordelingen og de termiske belastninger under SLM, så procesparametrene og i sidste ende den endelige delkvalitet kan optimeres. Termomekaniske simuleringer såsom finite element-analyse (FEA) har givet mulighed for virtuel prototyping og er blevet stadig vigtigere, efterhånden som producenterne optimerer SLM-procesparametre og støttestrukturgeometrier for forskellige materialer.
Termisk ledningsevne påvirker SLM-procesparametre
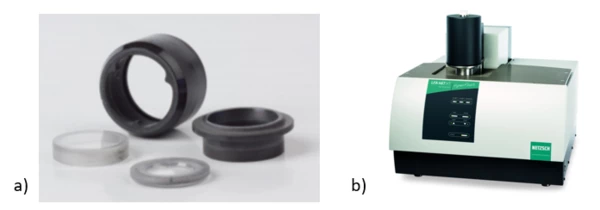
En repræsentativ termomekanisk SLM-simulering kræver nøjagtige, temperaturafhængige varmeledningsevnedata for pulverlejet og den størknede del. NETZSCH LFA 467 HT HyperFlash er velegnet til at måle varmeledningsevnen for SLM-pulver og færdige SLM-printede emner op til 1250 °C. Korrektion for temperaturafhængig massefylde (ρ) kan rutinemæssigt måles med et NETZSCH DIL 402 Expedis® Classic dilatometer, og den specifikke varmekapacitet (Specifik varmekapacitet (cp)Varmekapacitet er en materialespecifik fysisk størrelse, der bestemmes af den mængde varme, der tilføres prøven, divideret med den resulterende temperaturstigning. Den specifikke varmekapacitet er relateret til en masseenhed af prøven.cp) i højtemperaturområdet måles med en NETZSCH DSC (f.eks. 404 F1 Pegasus®). Alle målinger skal udføres i samme temperaturområde.
Eksempel på anvendelse: Varmeledningsevne for austenitisk rustfrit stålpulver
I nedenstående eksempel på anvendelse blev flashmetoden (LFA) brugt til at måle den termiske diffusivitet af austenitisk rustfrit stålpulver fra stuetemperatur til 1000 °C.
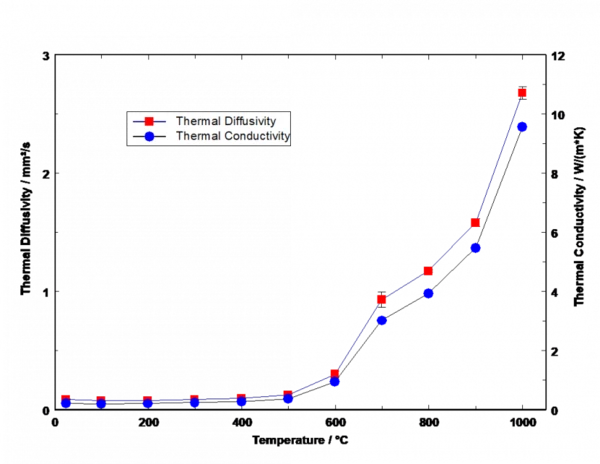
Som det fremgår af figur 3, følger den termiske diffusivitet og varmeledningsevnen den samme tendens. På grund af de forskellige sintringstrin stiger begge markant. Stigningen i Termisk ledningsevneVarmeledningsevne (λ med enheden W/(m-K)) beskriver transporten af energi - i form af varme - gennem et masselegeme som følge af en temperaturgradient (se fig. 1). Ifølge termodynamikkens anden lov strømmer varmen altid i retning af den laveste temperatur.varmeledningsevne påvirkes naturligvis af ændringen i varmediffusivitet og stigningen i pulverlejrens densitet over 500 °C. Der skal tages højde for den øgede Termisk ledningsevneVarmeledningsevne (λ med enheden W/(m-K)) beskriver transporten af energi - i form af varme - gennem et masselegeme som følge af en temperaturgradient (se fig. 1). Ifølge termodynamikkens anden lov strømmer varmen altid i retning af den laveste temperatur.varmeledningsevne som følge af pulverbedets fortætning, når der vælges passende SLM-inputparametre for at sikre optimal produktkvalitet. Det er desuden en af grundene til, at forskningen har fokuseret på at tilpasse parametrene lag for lag eller endda i specifikke områder under opbygningen.
Referencer
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (1. december 2015). Gennemgang af selektiv lasersmeltning: Materialer og anvendelser. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Standarder, kvalitetskontrol og målevidenskab inden for 3D-print og additiv fremstilling.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Finite element-analyse af temperatur- og spændingsfelter under den selektive lasersmeltningsproces af termoelektrisk SnTe. Journal of Materials Processing Technology, 261, 74-85.

GRATIS e-bog
Termisk analyse og reologi i additiv fremstilling af polymerer
Opdag hemmelighederne bag AM's banebrydende muligheder! Vores nyligt udgivne e-bog dykker dybt ned i hjertet af AM og afslører styrken ved pålidelige materialekarakteriseringsteknikker, især termisk analyse og reologi.