近年、アディティブ・マニュファクチャリング(AM)は、3Dプリンティングとしても知られ、自動車、エレクトロニクス、バイオメディカル、建築、航空宇宙、食品産業などの分野で、コスト効率の高いニアネットシェイプの部品製造のための有望な技術として浮上している。これまでの記事では、プロセスウィンドウの決定と、選択的レーザー焼結を用いたポリアミド(PA)12粉末の等温結晶化挙動の研究に焦点を当ててきた。
選択的レーザー溶解とは?
直接金属レーザー焼結(DMLS)としても知られるSLMは、粉末床融合(PBF)プロセスであり、高強度レーザーをエネルギー源として使用し、コンピューター支援設計(CAD)データに従って、粉末の選択ゾーンを層ごとに溶融・融合させる。
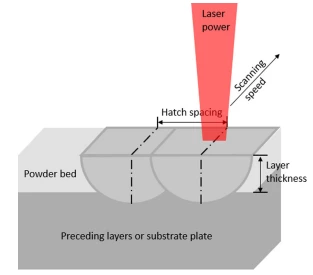
SLMプロセスは、1990年代半ばにドイツのF & S Stereolithographietechnik GmbHとFraunhofer ILTによって開発された。SLMでは、最終部品の品質は、レーザー出力、走査速度、ハッチ間隔、層厚などの入力プロセス・パラメーターによって強く規定される(図1参照)。
周囲の溶融していない粉末が、すでに造形された部品や部品の一部を支えているにもかかわらず、金属PBFプロセスでは、熱伝導と定着のための支持構造が必要となる。熱は、オーバーヒートや望ましくない形態の変化を避けるために、部品から遠ざける必要がある。アンカリングとは、ビルドプレートに溶接され、その後機械加工によって除去される必要のある支持構造のことである。ビルドチャンバー内で発生する大きな温度勾配のため、ポリマーPBFと比較してわずかに温度が上昇するだけで、残留応力の蓄積と反りが大きな問題となるが、これはアンカーによって緩和される。
SLMに適した材料は?
SLMプロセスは、ステンレス鋼、工具鋼、チタン、アルミニウム、コバルトクロム、タングステン、ニッケル基超合金などの合金の積層造形に使用されてきた。合金の中には、酸素に対する反応性、吸収性、濡れ性、熱的特性などのために反射率が高く、SLMへの適用が制限されているものもある。
アルミナ、ジルコニア、炭化ケイ素を含むセラミックスは、SLMプロセスを使って付加製造されているが、セラミックスは脆く、熱伝導率が比較的低いため、一般にSLMにはより多くの課題がある。
製品品質向上のためのAM入力パラメータの最適化
SLMプロセスにおける最近の進歩にもかかわらず、過熱や加熱不足、反りなどの問題は、依然として最終製品の品質に問題を引き起こす可能性があります。SLM時の温度分布と熱負荷をより深く理解することで、プロセスパラメーター、ひいては最終的な部品品質を最適化するための取り組みが行われています。有限要素解析(FEA)などの熱機械シミュレーションは、バーチャルプロトタイピングの手段を提供し、メーカーがさまざまな材料に対してSLMプロセスパラメータとサポート構造形状を最適化するにつれて、ますます重要性を増しています。
熱伝導率がSLMプロセスパラメータに与える影響
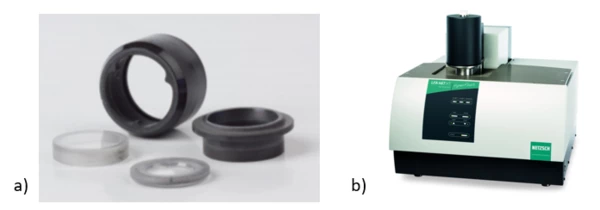
代表的な熱機械SLMシミュレーションには、粉末ベッドと凝固部品の正確な温度依存性熱伝導率データが必要です。NETZSCH LFA 467HT HyperFlashは、1250°CまでのSLM原料粉末およびSLM完成品の熱伝導率測定に適しています。温度依存密度(ρ)の補正は、ダイラトメーターを用いてルーチンに測定できます。 NETZSCH DIL 402 Expedis® Classic高温域の比熱容量(比熱容量(cp)熱容量は材料固有の物理量であり、試験片に供給される熱量をその結果生じる温度上昇で割ることによって決定される。比熱容量は、試料の単位質量に関連している。cp)は、NETZSCH DSC(404F1 Pegasus® など)を用いて測定する。測定はすべて同じ温度範囲で行う。
応用例オーステナイト系ステンレス鋼粉末の熱伝導率
以下の応用例では、フラッシュ法(LFA)を用いて、オーステナイト系ステンレス鋼粉末の室温から1000℃までの熱拡散率を測定しました。
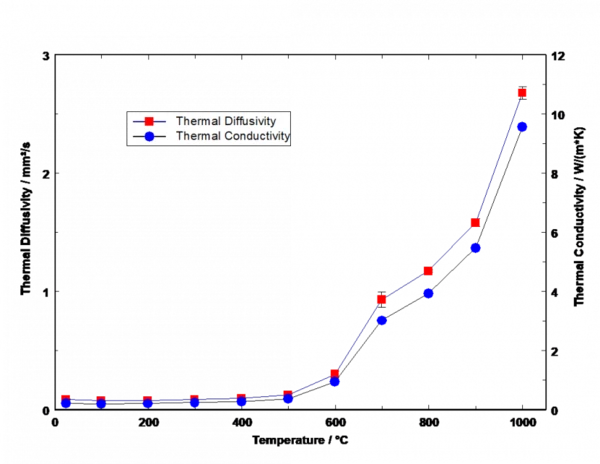
図3からわかるように、熱拡散率と熱伝導率は同じ傾向を示している。焼結ステップの違いにより、両者とも大幅に増加している。もちろん、熱伝導率の増加は、熱拡散率の変化と500℃を超える粉末層の密度の増加の影響を受ける。最適な製品品質を確保するために適切なSLM投入パラメーターを選択する際には、粉末床の緻密化による熱伝導率の増加を考慮する必要があります。さらに、このことが、造形中に層ごと、あるいは特定の領域ごとにパラメーターを適合させることに研究の焦点が当てられてきた理由のひとつでもある。
参考文献
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (December 01, 2015).選択的レーザー溶融のレビュー:Materials and applications.Applied Physics Reviews, 2, 4, 41101.\
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017).3D プリンティングと積層造形における標準、品質管理、および測定科学。
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018).Finite element analysis of temperature and stress fields during the selective laser melting process of thermoelectric SnTe.Journal of Materials Processing Technology, 261, 74-85.

無料電子書籍
ポリマー積層造形における熱分析とレオロジー
AMの画期的な能力を支える秘密をご覧ください!新しくリリースされた電子書籍では、AMの核心に深く迫り、信頼性の高い材料特性評価技術、特に熱分析とレオロジーの威力を明らかにしています。