10.02.2021 by Andrew Gillen
Fabricarea aditivă a metalelor și nevoia de date fiabile privind proprietățile termofizice
Fabricarea aditivă (AM) cuprinde o varietate de tehnologii adecvate pentru producerea de componente din materii prime lichide, solide sau pulbere. Topirea selectivă cu laser (SLM), un proces de fuziune cu pat de pulbere, a devenit un proces AM utilizat în mod obișnuit pentru prototiparea rapidă și fabricarea componentelor folosind metale, aliaje și, într-o mai mică măsură, ceramică. Aflați mai multe despre SLM, materialele adecvate și modul de optimizare a parametrilor de intrare pentru îmbunătățirea calității produselor utilizând analiza termică.
În ultimii ani, fabricarea aditivă (AM), cunoscută și sub denumirea de imprimare 3D, a apărut ca o tehnologie promițătoare pentru fabricarea rentabilă a componentelor de formă aproape netă în industriile auto, electronică, biomedicală, construcțiilor, aerospațială și alimentară. În articolele anterioare, ne-am concentrat pe determinarea ferestrei de proces și pe studiul comportamentului de cristalizare izotermă a pulberilor de poliamidă (PA) 12 utilizând Sinterizarea selectivă cu laser.
Ce este topirea selectivă cu laser?
SLM, cunoscut și sub denumirea de SinterizareSinterizarea este un proces de producție pentru formarea unui corp rezistent din punct de vedere mecanic dintr-o pulbere ceramică sau metalică. sinterizare directă cu laser a metalelor (DMLS), este un proces de fuziune în pat de pulbere (PBF) care utilizează un laser de mare intensitate ca sursă de energie pentru a topi și fuziona zone selective de pulbere, strat cu strat, conform datelor de proiectare asistată de calculator (CAD).
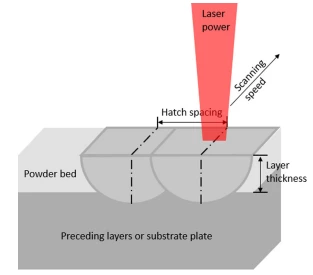
Procesul SLM a fost dezvoltat la mijlocul anilor 1990 de către F & S Stereolithographietechnik GmbH și Fraunhofer ILT din Germania. În SLM, calitatea piesei finale este puternic definită de parametrii de intrare ai procesului, inclusiv puterea laserului, viteza de scanare, distanța dintre trape și grosimea stratului (ref. figura 1).
Chiar dacă pulberea din jur, netopită, susține piesele sau porțiunile de piese deja construite, procesele PBF metalice necesită structuri de susținere pentru transferul de căldură și ancorare. Căldura trebuie să fie condusă departe de piesă pentru a evita supraîncălzirea, precum și modificările nedorite ale morfologiei. Ancorarea se referă la structura de suport care este sudată la placa de construcție și care trebuie îndepărtată ulterior prin prelucrare. Din cauza gradienților uriași de temperatură care apar în camera de construcție, cu temperaturi doar puțin mai ridicate în comparație cu PBF din polimeri, acumularea de tensiuni reziduale și deformarea este o problemă majoră, care este atenuată de ancore.
Ce materiale sunt potrivite pentru SLM?
Procesul SLM a fost utilizat pentru fabricarea aditivă a aliajelor, inclusiv oțel inoxidabil, oțel pentru scule, titan, aluminiu, cobalt-crom, tungsten și superaliaje pe bază de nichel. Unele aliaje au o aplicabilitate limitată la SLM din cauza reflexivității lor ridicate, din cauza reactivității lor la oxigen, a absorbției, a udării și a proprietăților termice.
Ceramica, inclusiv alumina, zirconia și carbura de siliciu, a fost fabricată aditiv folosind procesul SLM; cu toate acestea, există, în general, mai multe provocări legate de SLM pentru ceramică din cauza naturii sale fragile și a conductivității termice relativ scăzute.
Optimizarea parametrilor de intrare AM pentru îmbunătățirea calității produselor
În ciuda progreselor recente în procesul SLM, probleme precum supraîncălzirea sau subîncălzirea, precum și deformarea pot cauza încă probleme cu calitatea produsului final. Se depun eforturi pentru a obține o mai bună înțelegere a distribuției temperaturii și a sarcinilor termice în timpul procesului SLM, astfel încât parametrii procesului și, în cele din urmă, calitatea finală a pieselor să poată fi optimizate. Simulările termomecanice, cum ar fi analiza elementelor finite (FEA), au oferit un mijloc de prototipare virtuală și au devenit din ce în ce mai importante pe măsură ce producătorii optimizează parametrii procesului SLM și geometriile structurii de suport pentru diferite materiale.
Influența conductivității termice asupra parametrilor procesului SLM
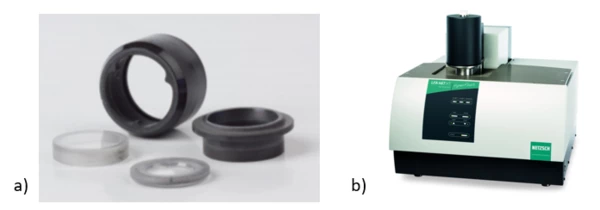
O simulare termomecanică SLM reprezentativă necesită date precise privind conductivitatea termică în funcție de temperatură a patului de pulbere și a piesei solidificate. NETZSCH LFA 467 HT HyperFlash este potrivit pentru măsurarea conductivității termice a pulberilor de alimentare SLM, precum și a pieselor finite imprimate SLM până la 1250°C. Corecția pentru densitatea dependentă de temperatură (ρ) poate fi măsurată în mod obișnuit utilizând un dilatometru NETZSCH DIL 402 Expedis® Classic, iar capacitatea termică specifică (Capacitate termică specifică (cp)Capacitatea termică este o mărime fizică specifică materialului, determinată de cantitatea de căldură furnizată specimenului, împărțită la creșterea de temperatură rezultată. Capacitatea termică specifică este raportată la o unitate de masă a specimenului.cp) în domeniul temperaturilor ridicate se măsoară utilizând un DSC NETZSCH (de exemplu, 404 F1 Pegasus®). Toate măsurătorile trebuie efectuate în același interval de temperatură.
Exemplu de aplicație: Conductivitatea termică a pulberii de oțel inoxidabil austenitic
În exemplul de aplicare de mai jos, metoda flash (LFA) a fost utilizată pentru a măsura difuzivitatea termică a pulberii de oțel inoxidabil austenitic de la temperatura camerei la 1000°C.
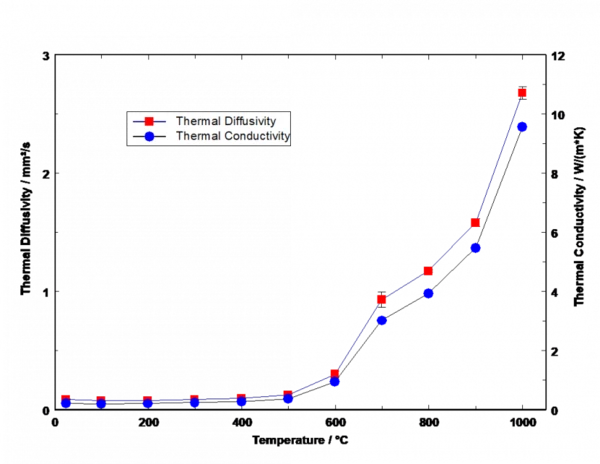
După cum se poate observa în figura 3, difuzivitatea termică și conductivitatea termică urmează aceeași tendință. Datorită diferitelor etape de SinterizareSinterizarea este un proces de producție pentru formarea unui corp rezistent din punct de vedere mecanic dintr-o pulbere ceramică sau metalică. sinterizare, ambele cresc semnificativ. Desigur, creșterea conductivității termice este influențată de modificarea difuzivității termice și de creșterea densității patului de pulbere peste 500 °C. Creșterea conductivității termice datorată densificării patului de pulbere trebuie luată în considerare la selectarea parametrilor de intrare SLM adecvați pentru a asigura o calitate optimă a produsului. În plus, acesta este unul dintre motivele pentru care cercetarea s-a concentrat pe adaptarea parametrilor strat cu strat sau chiar în regiuni specifice în timpul construcției.
Referințe
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (01 decembrie 2015). Revizuirea topiturii selective cu laser: Materiale și aplicații. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Standarde, controlul calității și științele măsurării în imprimarea 3D și fabricarea aditivă.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Analiza cu elemente finite a câmpurilor de temperatură și StresTensiunea este definită ca un nivel al forței aplicate pe o probă cu o secțiune transversală bine definită. (Tensiune = forță/zonă). Eșantioanele cu secțiune circulară sau dreptunghiulară pot fi comprimate sau întinse. Materialele elastice, cum ar fi cauciucul, pot fi întinse până la de 5 până la 10 ori lungimea lor inițială.stres în timpul procesului de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire selectivă cu laser a SnTe termoelectric. Journal of Materials Processing Technology, 261, 74-85.

Carte electronică GRATUITĂ
Analiza termică și reologia în fabricarea aditivă a polimerilor
Descoperiți secretele din spatele capacităților de schimbare a jocului ale AM! Cartea noastră electronică recent lansată pătrunde adânc în inima AM, dezvăluind puterea tehnicilor fiabile de caracterizare a materialelor, în special analiza termică și reologia.