30.11.2020 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
Hur man fastställer processfönstret för SLS-pulver med hjälp av DSC
Vid pulverbäddsfusion (PBF), ofta kallad selektiv lasersintring (SLS), byggs komponenten upp i lager i en pulverbädd med hjälp av en laserstråle som passerar över lagrets tvärsnitt för att smälta pulvret lokalt. För att karakterisera ett polymerpulver så att det lämpar sig för SLS och för att bestämma det möjliga processfönstret används DSC (Differential Scanning Calorimetry). Lär dig hur du ställer in och tolkar mätningarna!
Vid pulverbäddsfusion (PBF), ofta kallad selektiv lasersintring (SLS), byggs komponenten upp i lager i en pulverbädd med hjälp av en laserstråle som passerar över lagrets tvärsnitt för att smälta pulvret lokalt. För att undvika inhomogen stelning och skevhet hålls dock smältan vid temperaturer över kristallisationstemperaturen för att förhindra att den stelnar innan hela detaljen är färdig. Det omgivande pulvret förblir fast och behåller formen på den smälta geometrin.
Läs här vår introduktion till SLS-processen!
Det hittills vanligaste SLS-pulvret är polyamid 12 (PA12), men industrin letar ständigt efter nya polymerpulver för att öppna upp möjligheter för nya applikationer och marknadssegment.
Så här ställer du in mätningen
För att karakterisera ett polymerpulver så att det lämpar sig för SLS och för att bestämma det möjliga processfönstret krävs DSC-mätningar ( Differential Scanning Calorimetry ).
En dynamisk mätning utförs för att bestämma smält- och kristallisationsbeteendet med hjälp av en NETZSCH DSC 214Polymai det här exemplet vägdes ett pulverprov av PA12 på 5 mg i en aluminiumpanna med konkav botten (Concavus®al) och stängt lock. Provet kyldes från rumstemperatur för att starta mätningen vid 0°C. Det värmdes sedan upp till 200°C med en uppvärmningshastighet på 10 K/min och kyldes ned med samma hastighet på 10 K/min tillbaka till 0°C. Denna cykel upprepades flera gånger. Alla mätförhållanden sammanfattas i följande tabell:
Tabell 1: Mätförhållanden
| Panna | Concavus®al, stängt lock |
| Provets vikt | 5.024 mg |
| Atmosfär | N2 |
| Temperaturområde | 0°C till 200°C vid en uppvärmnings- och nedkylningshastighet på 10 K/min |
Bestämning av processfönstret med den första cykeln
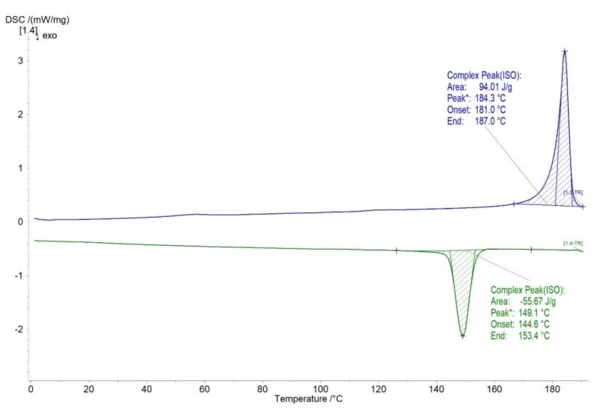
I figur 1 visas resultaten av denförsta uppvärmnings- (blå) och kylningscykeln (grön). Smältningen börjar vid 181°C och kristalliseringen börjar vid 153,4°C (här benämnt "Slut" på grund av analysen från låga till höga temperaturer).
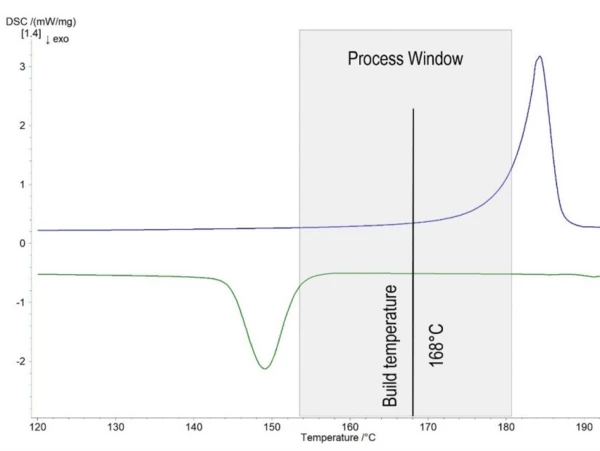
Om man kommer ihåg att processtemperaturen måste ställas in mellan Smälttemperaturer och entalpierEtt ämnes smältningsenthalpi, även kallad latent värme, är ett mått på den energitillförsel, vanligtvis värme, som krävs för att omvandla ett ämne från fast till flytande tillstånd. Ett ämnes smältpunkt är den temperatur vid vilken det ändrar tillstånd från fast (kristallin) till flytande (isotropisk smälta).smältning och kristallisation, ger det uppmätta PA12-pulvret ett processfönster på 27,6°C (figur 2). Den typiska byggtemperaturen för detta material är 168°C, vilket är i mitten av processfönstret. I de fall där byggtemperaturen är för nära början av kristalliseringen har detaljerna större temperaturgradienter och uppvisar skevhet. I de fall där byggtemperaturen är för nära smältans början fungerar den varma smältan som heta fläckar. SintringSintring är en tillverkningsprocess för att forma en mekaniskt stark kropp av ett keramiskt eller metalliskt pulver. Sintring av omgivande fast pulver sker på ytorna, vilket resulterar i lateral tillväxt av delarna.
Jämförelse mellan den första och andra uppvärmningscykeln för att studera materialet mer i detalj
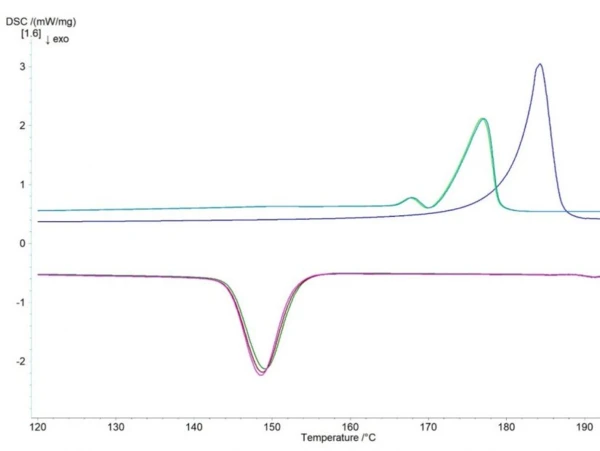
Även om den första uppvärmningen av pulvret är viktigast för att bestämma processfönstret, är det lämpligt att även jämföra den andra uppvärmningen. Vid denna mätning upprepades värme- och kylcyklerna flera gånger och i figur 3 visas resultaten av tre körningar.
För det första kan man se att pulvrets smälttopp (1:a uppvärmningen) förskjuts till högre temperaturer på grund av pulvrets något minskade kontaktyta med pannan samt pulvrets högre ytenergi. För det andra kan man se att denandra och alla efterföljande uppvärmningscykler visar en dubbel topp med lägre starttemperatur. Denna topp indikerar en annan kristallin struktur än pulvret, vilket är ganska unikt för just detta PA12-pulver och inte observerats för andra PA12.det visar att det under kylningen, förutom de vanliga α- och γ-sfäruliterna, bildas en mellanliggande kristallstruktur som kan observeras som en small -topp i början av smältningen. Även om detta är av vetenskapligt intresse är det dock inte relevant för SLS-tryckprocessen.
Kristallisering är tidsberoende - varför är det relevant i SLS-processen?
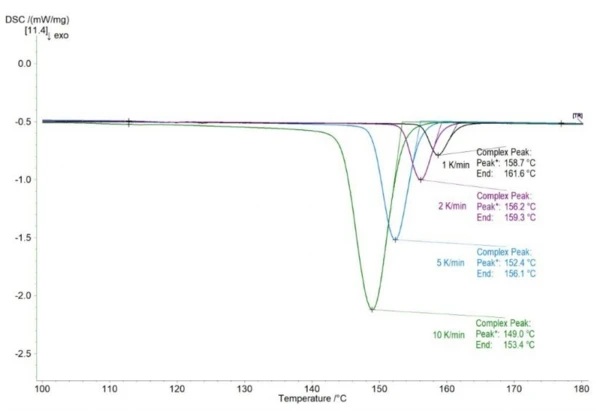
Slutligen, men inte minst viktigt, är kristallisation en tidsberoende process och därför flyttar låga kylhastigheter kristallisationstoppen till högre temperaturer; detta måste beaktas när man bestämmer den nedre delen av processfönstret.figur 4 visar kristallisationstopparna för DSC-mätningar vid 10, 5, 2 och 1 K/min. Man kan se att starttemperaturen (här "End") och topptemperaturen förskjuts till högre temperaturer när kylhastigheten minskar. Istället för en starttemperatur på 153,4°C vid 10 K/min, sker starten redan vid 161,6°C vid 1 K/min.
Isotermiska kristallisationsstudier möjliggör framgångsrika arbetsstycken
Medan den faktiska temperaturen på pulverbäddens yta kan mätas med IR-termometrar, är temperaturen i de lägre skikten okänd på en kommersiell SLS-skrivare. Under hela byggtiden, som kan vara upp till 12 timmar utan efterföljande kylning, kan IsotermisktTester vid kontrollerad och konstant temperatur kallas isotermiska.isotermisk kristallisation inträffa efter en tid, särskilt om byggtemperaturen fluktuerar för mycket på grund av beläggning med kallt pulver, ojämn fördelning av delar inuti bygghöljet eller obalanserade värmare, för att bara nämna några. Därför behövs isotermiska kristallisationsstudier för att utvärdera detta beteende för de utvalda polymerpulvren och därmed kvalificera dem för SLS. Läs artikeln om isotermiskt kristallisationsbeteende här!
Läs mer om karaktärisering av SLS-pulver i våra kommande artiklar!

GRATIS e-bok
Termisk analys och reologi vid additiv tillverkning av polymerer
Upptäck hemligheterna bakom AM:s banbrytande möjligheter! Vår nyutgivna e-bok dyker djupt in i hjärtat av AM och avslöjar kraften i tillförlitliga materialkarakteriseringstekniker, särskilt termisk analys och reologi.