30.11.2020 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
Cómo determinar la ventana de proceso para polvos SLS mediante DSC
En la fusión en lecho de polvo (PBF), a menudo denominada SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. sinterización selectiva por láser (SLS), el componente se construye en capas en un lecho de polvo utilizando un rayo láser que pasa sobre la sección transversal de la capa para fundir localmente el polvo. Para caracterizar un polvo de polímero en cuanto a su idoneidad para el SLS y determinar la posible ventana de proceso, se utiliza la calorimetría diferencial de barrido (DSC). Aprenda a configurar e interpretar las mediciones
Durante la fusión en lecho de polvo (PBF), a menudo denominada SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. sinterización selectiva por láser (SLS), el componente se construye en capas en un lecho de polvo utilizando un rayo láser que pasa sobre la sección transversal de la capa para fundir localmente el polvo. Sin embargo, para evitar la solidificación no homogénea y el alabeo, la masa fundida se mantiene a temperaturas superiores a la de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización para evitar que se solidifique antes de que toda la pieza esté terminada. El polvo circundante permanece sólido y mantiene la forma de la geometría fundida.
Lea aquí nuestra introducción al proceso SLS
El polvo SLS más comúnmente aplicado hasta la fecha es la poliamida 12 (PA12). Sin embargo, la industria busca continuamente nuevos polvos poliméricos que abran oportunidades para nuevas aplicaciones y segmentos de mercado.
Cómo configurar la medición
Con el fin de caracterizar un polímero en polvo para determinar su idoneidad para SLS y determinar la posible ventana de proceso, se necesitan mediciones de Calorimetría Diferencial de Barrido (DSC).
Se realiza una medición dinámica para determinar el comportamiento de fusión y CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización utilizando un NETZSCH DSC 214. En este ejemplo, una muestra de polvo de PA12 se somete a una prueba de DSC.Polymaen este ejemplo, se pesó una muestra de polvo de PA12 de 5 mg en un recipiente de aluminio con fondo cóncavo (Concavus®al) y tapa cerrada. La muestra se enfrió desde la temperatura ambiente para iniciar la medición a 0°C. A continuación, se calentó a 200°C a una velocidad de calentamiento de 10 K/min y se enfrió a la misma velocidad de 10 K/min para volver a 0°C. Este ciclo se repitió varias veces. Este ciclo se repitió varias veces. Todas las condiciones de medición se resumen en la siguiente tabla:
Tabla 1: Condiciones de medición
| Sartén | Concavus®al, tapa cerrada |
| Peso de la muestra | 5.024 mg |
| Atmósfera | N2 |
| Rango de temperatura | 0°C a 200°C a una velocidad de calentamiento y enfriamiento de 10 K/min |
Determinación de la ventana de proceso con el primer ciclo
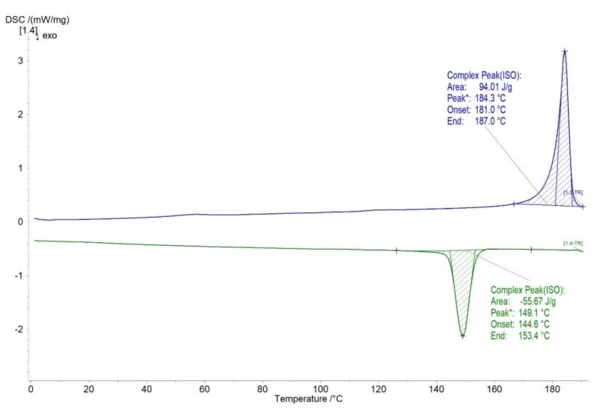
En la figura 1 se muestran los resultados delprimer ciclo de calentamiento (azul) y enfriamiento (verde). El inicio de la fusión se produce a 181°C y el inicio de la CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización a 153,4°C (aquí etiquetado como "Fin" debido al análisis de bajas a altas temperaturas).
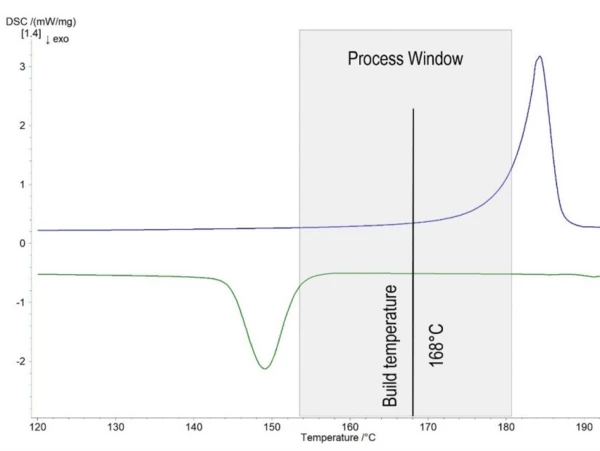
Teniendo en cuenta que la temperatura de proceso debe fijarse entre el inicio de la fusión y la CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización, el polvo PA12 medido ofrece una ventana de proceso de 27,6°C (figura 2). En los casos en los que la temperatura de fabricación está demasiado cerca del inicio de la CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización, las piezas tienen gradientes de temperatura mayores y presentan alabeo. En los casos en los que la temperatura de fabricación está demasiado cerca del inicio de la fusión, la masa fundida caliente actúa como puntos calientes. La SinterizaciónLa sinterización es un proceso de producción para formar un cuerpo mecánicamente resistente a partir de un polvo cerámico o metálico. sinterización del polvo sólido circundante se produce en las superficies, lo que da lugar a un crecimiento lateral de las piezas.
Comparación de los ciclos de calentamiento primero y segundo para estudiar el material con más detalle
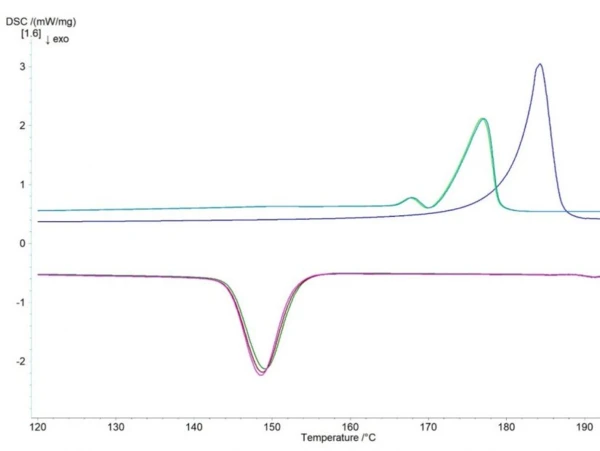
Aunque para determinar la ventana del proceso lo más importante es el primer calentamiento del polvo, se aconseja comparar también el segundo calentamiento. En el caso de esta medición, los ciclos de calentamiento y enfriamiento se repitieron varias veces y la figura 3 muestra los resultados de tres series.
En primer lugar, puede observarse que el pico de fusión del polvo (primer calentamiento) se desplaza a temperaturas más altas debido a la superficie de contacto ligeramente reducida del polvo con el recipiente, así como a la mayor energía superficial del polvo. En segundo lugar, puede observarse que el2º ciclo de calentamiento y todos los siguientes muestran un pico doble con una temperatura de inicio más baja. Este pico indica una estructura cristalina diferente a la del polvo, que es bastante única para este polvo de PA12 en particular y no se observa en otras PA12.muestra que durante el enfriamiento, además de las α- y γ-esferulitas comunes, se forma una estructura cristalina intermedia que puede observarse como un pico small al inicio de la fusión. Sin embargo, aunque esto tiene interés científico, no es relevante para el proceso de impresión SLS.
La cristalización depende del tiempo: ¿por qué es importante en el proceso SLS?
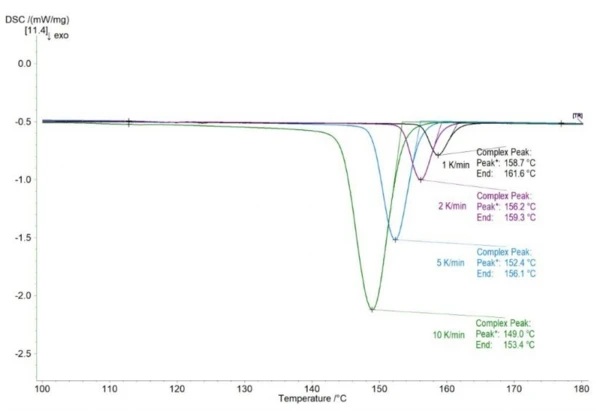
Por último, pero no por ello menos importante, la CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización. cristalización es un proceso que depende del tiempo y, por tanto, las velocidades de enfriamiento bajas desplazan el pico de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización. cristalización a temperaturas más altas; esto debe tenerse en cuenta a la hora de determinar el extremo inferior de la ventana del proceso.la figura 4 muestra los picos de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización. cristalización de las mediciones DSC a 10, 5, 2 y 1 K/min. Se puede observar que el inicio (aquí "Fin") y la temperatura pico se desplazan a temperaturas más altas a medida que disminuye la velocidad de enfriamiento. En lugar de una temperatura de inicio de 153,4°C a 10 K/min, el inicio se produce ya a 161,6°C a 1 K/min.
Los estudios de cristalización isotérmica permiten trabajar con éxito las piezas
Aunque la temperatura real en la superficie del lecho de polvo puede medirse con termómetros IR, la temperatura en las capas inferiores es desconocida en una impresora SLS comercial. A lo largo de toda la construcción, que puede ser de hasta 12 horas sin enfriamiento posterior, puede producirse CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmica después de algún tiempo, especialmente si la temperatura de construcción fluctúa demasiado debido al recubrimiento con polvo frío, a la distribución no uniforme de las piezas dentro de la envoltura de construcción o a calentadores desequilibrados, por nombrar sólo algunos. Por lo tanto, se necesitan estudios de CristalizaciónLa cristalización es el proceso físico de endurecimiento durante la formación y el crecimiento de cristales. Durante este proceso se libera calor de cristalización.cristalización IsotérmicoLos ensayos a temperatura controlada y constante se denominan isotérmicos.isotérmica para evaluar este comportamiento para los polvos de polímero seleccionados y así calificarlos para SLS. Lea aquí el artículo sobre el comportamiento de cristalización isotérmica
Lea más sobre la caracterización del polvo SLS en nuestros próximos artículos

Libro electrónico GRATUITO
Análisis térmico y reología en la fabricación aditiva de polímeros
Descubra los secretos que se esconden tras las revolucionarias capacidades de la AM Nuestro recién publicado libro electrónico se adentra en el corazón de la AM, desvelando el poder de las técnicas fiables de caracterización de materiales, concretamente el análisis térmico y la reología.