30.11.2020 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
DSC를 사용하여 SLS 분말의 공정 기간을 결정하는 방법
선택적 레이저 소결(SLS)이라고도 하는 파우더 베드 융합(PBF)은 레이저 빔이 층의 단면을 통과하여 분말을 국부적으로 녹이는 방식으로 파우더 베드에 부품을 층층이 쌓아 올리는 방식입니다. 폴리머 파우더의 SLS 적합성을 특성화하고 가능한 공정 기간을 결정하기 위해 시차 주사 열량 측정법(DSC)이 사용됩니다. 측정 설정 및 해석 방법을 알아보세요!
선택적 레이저 소결(SLS)이라고도 하는 파우더 베드 용융(PBF) 과정에서 부품은 레이저 빔이 층의 단면을 통과하여 분말을 국부적으로 녹여 파우더 베드에 층으로 쌓입니다. 그러나 불균일한 응고와 뒤틀림을 방지하기 위해 용융물은 결정화 온도보다 높은 온도로 유지되어 전체 부품이 완성되기 전에 응고되는 것을 방지합니다. 주변 파우더는 고체 상태로 유지되어 용융된 형상의 모양을 유지합니다.
현재까지 가장 일반적으로 적용되는 SLS 파우더는 폴리아미드 12(PA12)입니다. 그러나 업계에서는 새로운 응용 분야와 시장 부문을 개척하기 위해 새로운 폴리머 파우더를 지속적으로 모색하고 있습니다.
측정 설정 방법
폴리머 분말의 SLS 적합성을 특성화하고 가능한 공정 창을 결정하기 위해서는 시차 주사 열량 측정(DSC) 측정이 필요합니다.
용융 및 결정화 거동을 결정하기 위해 동적 측정이 수행됩니다 NETZSCH DSC 214Polyma이 예에서는 5mg의 PA12 분말 샘플을 바닥이 오목한 알루미늄 팬(Concavus®al) 및 닫힌 뚜껑에 넣었습니다. 샘플을 실온에서 냉각하여 0°C에서 측정을 시작했습니다. 그런 다음 10K/min의 가열 속도로 200°C까지 가열하고 다시 10K/min의 동일한 속도로 0°C까지 냉각했습니다. 이 사이클은 여러 번 반복되었습니다. 모든 측정 조건은 다음 표에 요약되어 있습니다:
표 1: 측정 조건
| 팬 | Concavus®알루미늄, 닫힌 뚜껑 |
| 시료 무게 | 5.024 mg |
| 대기 | N2 |
| 온도 범위 | 0°C ~ 200°C(10K/min의 가열 및 냉각 속도에서) |
첫 번째 주기로 프로세스 창 결정하기
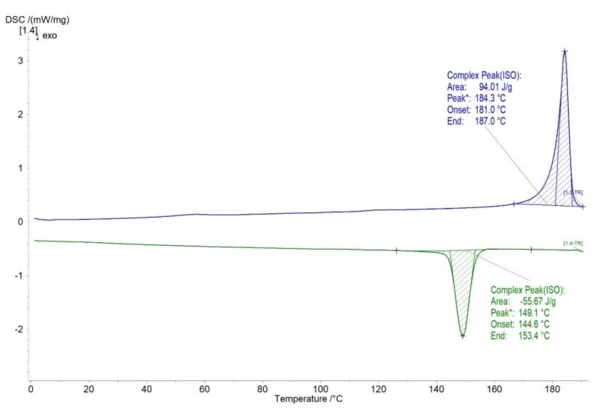
그림 1에는1차 가열(파란색) 및 냉각 사이클(녹색)의 결과가 나와 있습니다. 녹기 시작은 181°C에서, 결정화 시작은 153.4°C에서 발생합니다(저온에서 고온으로 분석했기 때문에 여기서는 "종료"로 표시).
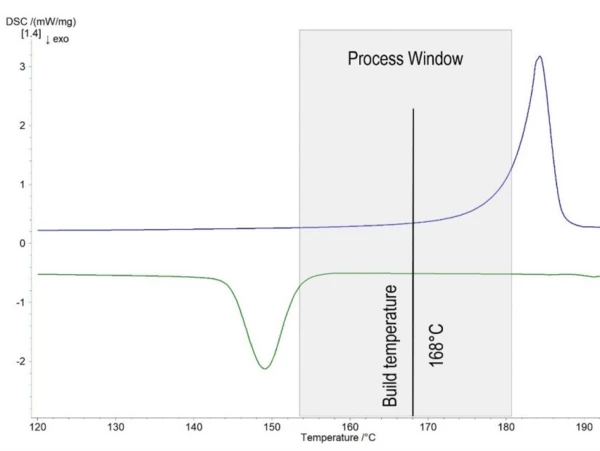
공정 온도는 용융과 결정화 시작 사이에 설정되어야 한다는 점을 기억하면, 측정된 PA12 파우더의 공정 창은 27.6°C입니다(그림 2). 이 소재의 일반적인 제작 온도는 공정 윈도우의 중간인 168°C입니다. 제작 온도가 결정화 시작에 너무 가까울 경우, 부품의 온도 구배가 커지고 뒤틀림이 나타납니다. 제작 온도가 용융 시작에 너무 가까우면 핫멜트가 핫스팟으로 작용합니다. 주변 고체 분말의 소결이 표면에서 발생하여 부품의 측면 성장이 발생합니다.
첫 번째와 두 번째 가열 주기를 비교하여 재료를 더 자세히 연구합니다
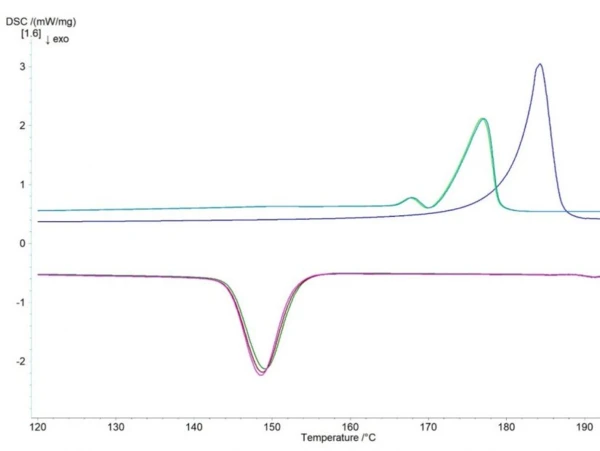
공정 윈도우를 결정하기 위해서는 분말의 첫 번째 가열이 가장 중요하지만, 두 번째 가열도 비교하는 것이 좋습니다. 이 측정의 경우 가열 및 냉각 사이클을 여러 번 반복했으며 그림 3은 세 번의 실행 결과를 보여줍니다.
첫째, 파우더와 팬의 접촉면이 약간 감소하고 파우더의 표면 에너지가 높아져 파우더의 용융 피크(1차 가열)가 더 높은 온도로 이동하는 것을 볼 수 있습니다. 둘째,두 번째 및 그 이후의 모든 가열 사이클에서 시작 온도가 낮은 이중 피크가 나타나는 것을 볼 수 있습니다. 이 피크는 분말의 결정 구조와 다른 결정 구조를 나타내며, 이는 이 특정 PA12 분말에 대해 다소 독특하고 다른 PA12에서는 관찰되지 않습니다.이는 냉각 중에 일반적인 α- 및 γ-스페룰라이트 외에도 용융 초기에 small 피크로 관찰할 수 있는 중간 결정 구조가 형성됨을 보여줍니다. 그러나 이는 과학적 관심사이기는 하지만 SLS 프린팅 공정과는 관련이 없습니다.
결정화는 시간에 따라 달라지는데, 이것이 SLS 프로세스에서 왜 중요한가요?
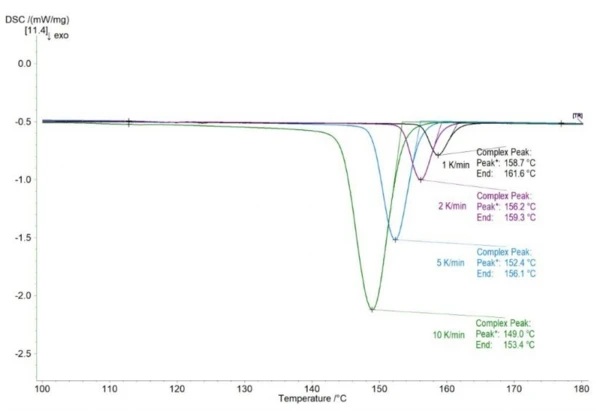
마지막으로 중요한 것은 결정화는 시간에 따라 달라지는 프로세스이므로 냉각 속도가 낮으면 결정화 피크가 더 높은 온도로 이동하므로 프로세스 창의 하단을 결정할 때 이를 고려해야 한다는 점입니다.그림 4는 10, 5, 2 및 1 K/min에서 DSC 측정의 결정화 피크를 보여줍니다. 냉각 속도가 감소함에 따라 피크 온도뿐만 아니라 시작(여기서는 "끝")도 더 높은 온도로 이동하는 것을 볼 수 있습니다. 10 K/min에서 153.4°C의 시작 온도가 아니라 1 K/min에서 161.6°C에서 이미 시작됩니다.
등온 결정화 연구를 통해 성공적인 공작물 제작 가능
파우더 베드 표면의 실제 온도는 적외선 온도계로 측정할 수 있지만, 상용 SLS 프린터에서는 하부 레이어의 온도를 알 수 없습니다. 후속 냉각 없이 최대 12시간까지 지속되는 전체 제작 기간 동안, 특히 차가운 파우더 코팅, 제작 봉투 내부의 부품 불균일 분포, 불균형 히터 등으로 인해 제작 온도가 너무 많이 변동하는 경우 등온 결정화가 발생할 수 있습니다. 따라서 선택한 폴리머 파우더의 이러한 거동을 평가하여 SLS에 적합한지 확인하려면 등온 결정화 연구가 필요합니다. 등온 결정화 거동에 대한 기사를 여기에서 읽어보세요!
다음 기사에서 SLS 분말의 특성 분석에 대해 자세히 알아보세요!

무료 전자책
폴리머 적층 제조의 열 분석 및 유변학
적층 가공의 판도를 바꾸는 기능의 비밀을 알아보세요! 새로 출시된 전자책에서는 신뢰할 수 있는 재료 특성화 기술, 특히 열 분석과 유변학에 대해 자세히 알아보고 AM의 핵심을 파헤칩니다.