26.11.2020 by Dr. Natalie Rudolph, Milena Riedl
Как работи селективното лазерно синтероване (SLS)?
Сливането в прахово легло (PBF), често наричано селективно лазерно синтероване (SLS), е една от най-използваните технологии за адитивно производство за производство на структурни пластмасови части. В тази статия обясняваме принципа на процеса и материалите, използвани в процеса SLS.
Не се нуждае от форми или подпорни конструкции. Освен това може да произвежда сложни геометрии, вътрешни структури и тънки стени с механични свойства, сравними с тези на частите, произведени чрез шприцване. Това съкращава цикъла на разработване и го прави алтернатива за много детайли и дори цели възли.
Принцип на процеса SLS
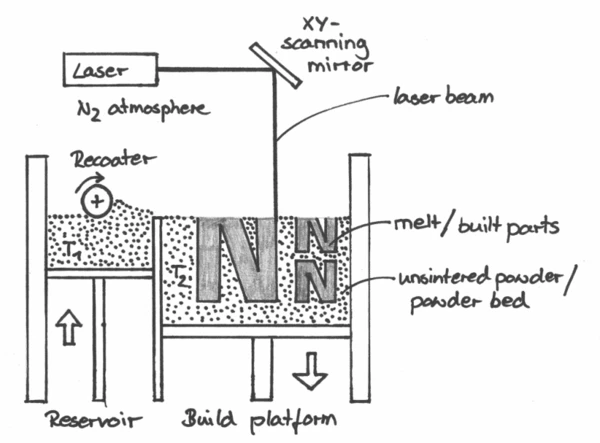
В процеса SLS върху платформата за изграждане се нанася тънък слой прах и се нагрява до температура, малко по-ниска от температурата на топене на материала, която често се нарича температура на изграждане (нагревателите не са показани на схемата). След това лазер проследява напречното сечение на геометрията на детайла от първия слой, като осигурява достатъчно енергия за локално разтопяване на материала. Без каквито и да било сили на срязване, стопилката трябва да има нисък вискозитет и повърхностно напрежение, за да се слее и да образува равномерен басейн на стопилката. Заобикалящият прах остава твърд и запазва формата на разтопената геометрия. Поради това не са необходими поддържащи структури. Това може да се види от трите N-образни вградени части в праховото легло. Сега платформата за изграждане се спуска с една височина на слоя, като се освобождава място за следващия слой. Почистваща или пренареждаща ролка се движи по повърхността, взема излишния материал от резервоара и отлага нов и по-студен прах върху платформата за изграждане, за да създаде следващия слой. Прахът отново се нагрява, за да се поддържа температурата на изграждане. Това е важно, за да се възпрепятства кристализацията. Цялата обвивка за изграждане се поддържа в азотна атмосфера, за да се намалят ефектите от стареенето. Тези етапи на процеса на нанасяне на прахово покритие и лазерно топене се повтарят отново и отново, докато се изгради целият детайл. Едва след това обвивката за изграждане се охлажда, което поставя началото на процеса на кристализация и съответно на втвърдяване на детайла. След като детайлът и заобикалящият го прах се охладят напълно, детайлът се разопакова.
Материали, използвани в процеса SLS
Първият материал, използван в този процес, е PA12, поради добрите му механични характеристики и способността му да генерира прахове чрез утаяване. По този начин се получава прах с близка до идеалната сферична форма, която е необходима за създаването на равномерен слой по време на нанасянето на покритието. Той все още съставлява 90-95 % от всички материали, използвани в SLS днес. През последните години обаче все повече материали са квалифицирани за този процес, включително висококачествени материали като PEEK, еластомерни материали като TPU и дори стокови материали като PP. Повечето от тях се произвеждат чрез криогенно смилане и показват повече или по-малко изразени отклонения от кръглата форма [1].
Още основни положения за селективното лазерно синтероване и други технологии за адитивно производство можете да намерите в нашия канал в YouTube!
Научете повече за синтеза на полимерни прахови легла тук!
Термичен анализ и реология в подкрепа на успешните процеси на SLS
При проучването на нови материали за SLS се цели научноизследователска и развойна дейност, насочена към процесите на SLS. Целта е да се определи пригодността им за SLS, да се определи прозорецът на процеса, да се анализира образуването на стопилката в басейна и да се разбере как пълнителите променят свойствата на праха и на готовите части. В следващите публикации в блога ще хвърлим светлина върху различни методи за анализ, използващи инструменти за термичен анализ и реология за характеризиране на ключови параметри, включително определяне на технологичния прозорец и изотермична кристализация на прахове за SLS с диференциална сканираща калориметрия (DSC), както и изследване на остатъчното напрежение и деформациите при SLS.
Източници
[1] Schmid, M. (2018): Laser Sintering with Plastics - Technology, Processes and Materials (Лазерно синтероване на пластмаси - технологии, процеси и материали), Carl Hanser Verlag, Мюнхен.
Как да определим прозореца на процеса за SLS прахове с помощта на DSC
За да се характеризира полимерният прах с оглед на неговата пригодност за SLS и да се определи възможният технологичен прозорец, се използва диференциална сканираща калориметрия (DSC). Научете как да настроите и интерпретирате измерванията!
Как да изследваме поведението на изотермична кристализация на SLS прах с помощта на DSC
В предишна статия прозорецът на процеса в процеса на селективно лазерно синтероване с полиамид 12 на прах беше определен с динамични измервания. В тази статия обясняваме как изотермичните измервания могат да се използват за по-напреднали изследвания.
Wilo: По-добра производителност с подсилени с влакна 3D принтирани компоненти
Wilo SE е световен производител на помпи и помпени системи за сградни инсталации, за цялата верига за управление на водите и за промишлеността. Не е изненадващо, че Wilo работи с най-съвременни технологии като адитивното производство. Научете как те използват NETZSCH DSC 214 Polyma за да разберат топлинното поведение на новите варианти на материали.
Оценка на деформацията на частите за селективно лазерно синтероване чрез термомеханичен анализ
Пластмасите, използвани при селективното лазерно синтероване (SLS), имат по-голямо термично разширение в сравнение с други материали. Поради това е важно да се знае как се променят размерите на SLS детайла при различни температури по време на конструирането и при употреба. Колкото по-висок е коефициентът на термично разширение, толкова по-предразположени са детайлите към изкривяване или завиване и натрупване на остатъчни напрежения. Научете повече!
Оценяване на остатъчните напрежения в SLS части чрез DMA
Селективното лазерно синтероване (SLS) е една от най-използваните технологии за адитивно производство за производство на структурни пластмасови детайли. Когато се работи при повишена температура, всички остатъчни напрежения могат да бъдат вредни за работата на детайла. За да се разберат по-добре остатъчните напрежения, са необходими познания за модула на материала. Научете повече за остатъчните напрежения и как да измерите това свойство на материала с помощта на метод за термичен анализ.
Измерване на специфичния топлинен капацитет за симулиране на SLS процеси
Положени са значителни усилия за моделиране и симулиране на процеса на селективно лазерно синтероване, тъй като е трудно да се измери информацията за температурното поле в долните слоеве. Научете как специфичният топлинен капацитет може да помогне!
Как пълнителите влияят върху поведението на кристализация на SLS праховете
Поради все още ограничения брой на наличните материали за процеса на селективно лазерно синтероване има постоянно търсене на материали с различни свойства. Добавянето на какъвто и да е пълнител към SLS праха обикновено оказва влияние върху поведението при обработка. Днес изследваме поведението при кристализация на PA12 прах, напълнен с медни сфери и люспи.
Как специфичният топлинен капацитет на напълнените прахове влияе върху параметрите на SLS обработката
Модифицирането на праховете за селективно лазерно синтероване (SLS) с пълнители е добър начин да се променят свойствата на произведените части, без да е необходимо да се използват нови прахови материали. Научете как да оцените ефекта на медните пълнители върху поведението при обработка.
Как да подготвим SLS частите за измервания с термичен анализ: LFA
Ориентацията на пробите при изграждане оказва влияние върху механичните свойства на детайлите, получени чрез селективно лазерно синтероване (SLS). Поради това е необходимо да се оценят термофизичните свойства в различни посоки. Научете как да подготвите запълнените образци за анализ с лазерна светкавица!
Как топлинната дифузия влияе на температурата на изграждане в процеса SLS
Проводимите пълнители в полимерния прах, като медни сфери и люспи, оказват влияние върху процесите на адитивното производство. Научете как лазерният анализ на светкавицата позволява да се определят настройките на процеса за отпечатване на най-висококачествени части.
Как пълнителите увеличават изотропното или анизотропното поведение на SLS частите чрез тяхното подравняване
Като цяло добавянето на пълнители води до повишаване на механичните характеристики. За да се разбере как се променят твърдостта или модулът като функция на геометрията на пълнителя и неговото съдържание, може да се използва динамичен механичен анализ (ДМА). Научете повече в нашата статия.
Защо ефектът на анизотропните пълнители върху топлинното разширение зависи от процеса
Към полимерната матрица се добавят пълнители, за да се подобрят механичните характеристики на крайния продукт. Ориентацията на тези пълнители зависи от условията на обработка. Научете как общото съдържание, формата и ориентацията на медните влакна влияят върху коефициента на термично обемно разширение.

Безплатна електронна книга
Термичен анализ и реология в адитивното производство на полимери
Открийте тайните зад възможностите на AM, които променят правилата на играта! Нашата новоизлязла електронна книга навлиза дълбоко в сърцето на AM, разкривайки силата на надеждните техники за характеризиране на материалите, по-специално термичния анализ и реологията.