28.06.2021 by Dr. Natalie Rudolph, Fabia Beckstein, Patrick Schütz
Как топлинната дифузия влияе на температурата на изграждане в процеса SLS
Проводимите пълнители в полимерния прах, като медни сфери и люспи, оказват влияние върху процесите на адитивното производство. Научете как лазерният анализ на светкавицата позволява да се определят настройките на процеса за отпечатване на най-висококачествени части.
В предишна статия обяснихме мотивите за добавяне на проводящи пълнители към праховете PA12 и създаване на сложни компоненти за топлинно управление с процеса на селективно лазерно синтероване (SLS). Обяснихме и различните етапи на подготовка на пробите, които са от решаващо значение за качеството на резултатите.
Различни температури на печат за различни прахови смеси
Пробите са подготвени в рамките на проучване [1] от изследователи от Института по полимерни технологии (LKT) към Университета в Ерланген-Нюрнберг. Те са използвали различни смеси от медни сфери и люспи с различно съдържание: 5 и 10 обемни процента медни сфери и 5 обемни процента медни люспи. Енергийната плътност от 0,043 J/mm2 е поддържана постоянна за всички материали, за да се открият всякакви промени в поведението на процеса, дължащи се на пълнителите. За праха от PA12/Cu сфери експериментално е определена температура на вграждане от 167 °C. За сместа от PA12/Cu люспи температурата на вграждане трябваше да се увеличи до 173°C. Предполага се, че причината може да е по-високата топлопроводимост и по-ниският специфичен топлинен капацитет. Поради това следващият анализ може да се използва за подробно изследване на тези ефекти.
Как да анализираме топлинната дифузия
В NETZSCH Analyzing & Testing беше използван LFA 467 Hyperflash за измерване на термичната дифузия на тези различни смеси от PA12 прах с медни частици в сравнение с чистия материал PA12.
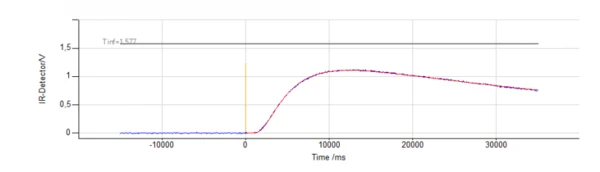
Кратък светлинен импулс нагрява долната повърхност на образеца и повишаването на температурата на задната повърхност се измерва като функция на времето с помощта на инфрачервен детектор.
Това се повтаря за всяка температурна стъпка, след като температурата на образеца се стабилизира и светкавичната лампа също се изстрелва няколко пъти в продължение на няколко минути.
Подготовката на пробите е много важна и е обяснена подробно тук.
След зареждане на пробите измерването започва, като се използват условията, обобщени в следната таблица:
Таблица 1: Условия на измерване
| Държач на пробата | Посока Z: 12.7 mm квадрат в посока x и y: ламинатен държач за проби 12,7 mm |
| Атмосфера | N2 |
| Газов поток | 100 ml/min |
| Точки за измерване на температурата | 25, 40, 60, 80, 100, 120, 140, 160, 168, 180°C |
Как медните сфери влияят на топлинната дифузия
СофтуерътNETZSCH Proteus® автоматично подбира подходящ модел към измерените данни, за да позволи изчисляването на полувремената, Фигура 1.
На фигура 2 е показана анализираната термична дифузия като функция на температурата и ориентацията на пробата за чистия PA12 в сравнение със смесите PA12/медна сфера.
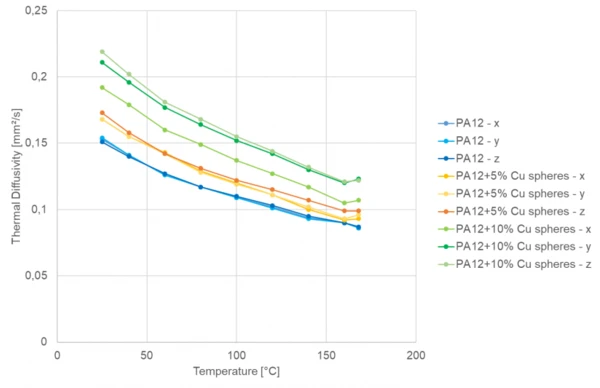
Както се очакваше, чистите проби PA12 не показват насоченост и стойностите на термичната дифузия са най-ниски. Те показват типичното намаляване с увеличаване на температурата до температурата на топене.
Образците с 5 об. % Cu сфери показват малко по-високи стойности за термичната дифузия от чистия PA12, а образците с 10 об. % Cu сфери показват най-високи стойности от трите материала. Това се дължи на по-високата термична дифузия на медта в сравнение с изолационната матрица. При повечето образци не се наблюдава насоченост поради изотропните свойства на сферите. Въпреки това, за образеца с 10 обемни % Cu сфери в посока z на дебелината, термичната дифузия е малко по-ниска, отколкото за другите две посоки. Това вероятно е свързано с по-високата порьозност на тези образци, която е измерена от Lanzl и др [1]. Резултатите от LFA показват по-висока порьозност между слоевете в посока z, отколкото в рамките на един слой в равнината xy.
Как медните люспи влияят на топлинната дифузия
Различно поведение се наблюдава при медните люспи, както е показано на фигура 3, където са сравнени измерванията на топлинната дифузия на всички проби в посока x и на люспите в трите посоки.
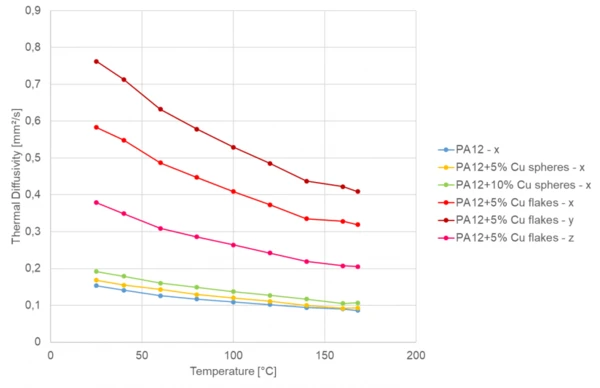
Люспите показват много по-високи стойности на термичната дифузия в сравнение с другите смеси със сфери и чистия PA12. Високата степен на анизотропия се очаква въз основа на 2D характера на пълнителя. Най-високата термична дифузия е измерена в посока y, следвана от посока x. Най-ниските стойности се постигат чрез дебелината на слоя в посока z. Това показва по-висока преференциална ориентация в равнината xy, която вероятно се дължи на процеса на нанасяне на праха.
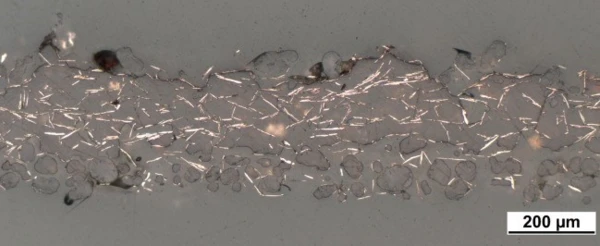
На фигура 4 е показано микроскопско изображение на напречното сечение на единичен слой от смес от PA12/Cu люспи, както е докладвано от Lanzl и др [1]. Изображението показва, че частиците се допират една до друга и следователно общото термично съпротивление на материала (или тук напречното сечение) трябва да бъде сведено до минимум. По-голямата част от пълнителите е ориентирана хоризонтално, което съответства на равнината xy. Въпреки това може да се види, че някои люспи са наклонени под ъгъл, което води до по-висока термична дифузия в посока z в сравнение с всички останали образци.
Измерванията на термичната дифузия дават значителна представа както за ориентацията на пълнителите, така и за тяхната близост един до друг, без да е необходимо допълнително оптично изобразяване.
Как да определим коефициента на топлопроводност
За по-нататъшен анализ или симулация, освен топлинната дифузия, a, е необходима и топлинната проводимост, l. За да се изчисли топлопроводността, са необходими специфичният топлинен капацитет, Специфичен топлинен капацитет (cp)Топлинният капацитет е физична величина, специфична за материала, която се определя от количеството топлина, подадено на образеца, разделено на полученото увеличение на температурата. Специфичният топлинен капацитет се отнася за единица маса на образеца.cp, и плътността, r:
Както топлопроводността, така и специфичният топлинен капацитет се измерват като функция на температурата. Тук са обяснени измерването и резултатите от измерването на cp. Плътността обаче изисква повторно използване на плътността при стайна температура, както и на коефициента на термично разширение за изследвания температурен диапазон:
ρ(T)=ρRT∙αv(T)
Плътността при стайна температура е измерена чрез метода на плаваемостта и флотацията с вода, а коефициентът на термично разширение, α, е измерен с термомеханичен анализатор (ТМА), който ще бъде обяснен в следваща статия. Коефициентът на разширение зависи от посоката и се изчислява, той се изчислява по следния начин
αv = (αx + αy + αz)/3
По-високо съдържание на мед = по-висока топлопроводимост
Получените изчислени стойности на коефициента на топлопроводност са показани на фигура 6 като функция на температурата за различните материали и смеси.
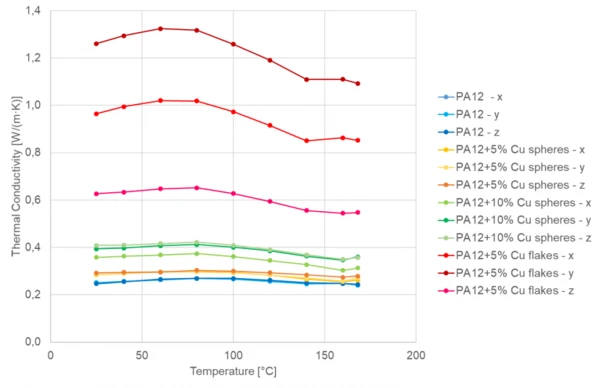
Наблюдават се същите тенденции, както при термичната дифузия:
- С увеличаване на съдържанието на мед топлопроводността се увеличава.
- Сферите от мед показват предимно изотропно поведение. Разликите в стойностите са свързани с порьозността на образците.
- Медните люспи показват най-голямо увеличение на топлопроводимостта, тъй като пълнителите частично се допират и намаляват съпротивлението на проводимост на композитния материал.
- Медните люспи показват анизотропно поведение, което се дължи на тяхната 2D геометрия и на процеса на нанасяне на праха.
Въпреки това намалената температурна зависимост, както и леката кривина при ниски температури, е свързана с температурната зависимост на стойностите на Специфичен топлинен капацитет (cp)Топлинният капацитет е физична величина, специфична за материала, която се определя от количеството топлина, подадено на образеца, разделено на полученото увеличение на температурата. Специфичният топлинен капацитет се отнася за единица маса на образеца.cp.
Оптимизиране на настройките на процеса въз основа на резултатите от анализа
За прилагането на такива проводящи пълнители в управлението на топлината е важно да се регулира ориентацията на 3D-отпечатаните части, за да се отчете всяка анизотропия, дължаща се на процеса на нанасяне на покритието и геометрията на пълнителя.
Що се отнася до настройките на процеса, и по-специално до температурата на изграждане, беше отбелязано, че сместа от люспи трябва да се обработва при температура на изграждане 173 °C, която е с 6 °C по-висока от тази на смесите със сфери. По-високата топлопроводимост и по-ниската специфична топлина водят до намалена способност за акумулиране на топлина в сместа и по-добро отвеждане на топлината. Особено в равнината xy, където са получени най-високите проводимости с Cu люспи, може да се очаква, че вложената от лазера енергия се разпределя по-бързо, което води до по-ниска температура. По този начин повишаването на температурата на изграждане противодейства на този ефект.
За по-добро разбиране на влиянието на различните форми на пълнителя върху вложената енергия Lanzl и др. анализират дебелината на един слой. Установено е, че дебелината на слоя на сместа с Cu люспи е значително по-тънка. Изследователите обясняват това с повишената топлопроводимост в равнината xy в сравнение с посоката на дебелината, а също и с повишеното дифузно отражение на лазера, което води до по-нисък енергиен вход. Този допълнителен анализ подчертава важността на разбирането на промените в топлинната дифузия и проводимост за всички аспекти на процеса SLS и най-подходящите настройки на процеса.
За Института по полимерни технологии (LKT)
Институтът по полимерни технологии е академичен изследователски институт към Университета "Фридрих-Александър" в Ерланген-Нюрнберг. Той е един от лидерите в изследванията в областта на адитивното производство, по-специално SLS. Други основни изследователски области включват олекотен дизайн и FRP, материали и обработка, технология на съединяване и трибология. В допълнение към тези изследователски фокуси, институтът работи и по интердисциплинарни теми като комбиниране на пълнителни материали, симулация на обработката и приложения, радиационно омрежени термопласти, щадяща обработка и много други.
Източници
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019: Selective laser sintering of copper filled polyamide 12: Characterization of powder properties and process behavior - Lanzl - 2019 - Polymer Composites - Wiley Online Library