28.06.2021 by Dr. Natalie Rudolph, Fabia Beckstein, Patrick Schütz
Jak tepelná difuzivita ovlivňuje teplotu sestavení v procesu SLS
Vodivá plniva v polymerním prášku, jako jsou měděné kuličky a vločky, ovlivňují procesy aditivní výroby. Přečtěte si, jak analýza laserového záblesku umožňuje určit nastavení procesu pro tisk dílů nejvyšší kvality.
V předchozím článku jsme vysvětlili motivaci k přidávání vodivých plniv do prášků PA12 a vytváření komplexních komponent pro tepelný management pomocí procesu selektivního laserového spékání (SLS). Vysvětlili jsme také jednotlivé kroky přípravy vzorků, které jsou pro kvalitu výsledků klíčové.
Různé teploty tisku pro různé práškové směsi
Vzorky byly připraveny v rámci studie [1] vědců z Institutu technologie polymerů (LKT) na univerzitě v Erlangenu-Norimberku. Použili různé směsi měděných kuliček a vloček v různém obsahu: 5 a 10 obj. % měděných kuliček a 5 obj. % měděných vloček. Energetická HustotaHmotnostní hustota je definována jako poměr mezi hmotností a objemem. hustota 0,043 J/mm2 byla u všech materiálů udržována konstantní, aby bylo možné zjistit případné změny v chování procesu vlivem plniv. Pro prášek PA12/Cu sféry byla experimentálně stanovena teplota stavění 167 °C. Pro směs PA12/Cu vloček bylo nutné zvýšit teplotu stavění na 173 °C. Předpokládalo se, že důvodem může být vyšší Tepelná vodivostTepelná vodivost (λ s jednotkou W/(m-K)) popisuje přenos energie - ve formě tepla - hmotným tělesem v důsledku teplotního gradientu (viz obr. 1). Podle druhého termodynamického zákona teplo vždy proudí ve směru nižší teploty.tepelná vodivost a nižší Měrná tepelná kapacita (cp)Tepelná kapacita je fyzikální veličina specifická pro daný materiál, která se určuje jako podíl množství tepla dodaného vzorku a výsledného zvýšení teploty. Měrná tepelná kapacita se vztahuje k jednotkové hmotnosti vzorku.měrná tepelná kapacita. K podrobnému prozkoumání těchto vlivů lze proto použít následující analýzu.
Jak analyzovat tepelnou difuzivitu
Na adrese NETZSCH Analyzing & Testing byl použit přístroj LFA 467 Hyperflash k měření tepelné difuzivity těchto různých směsí prášku PA12 s částicemi mědi ve srovnání s čistým materiálem PA12.
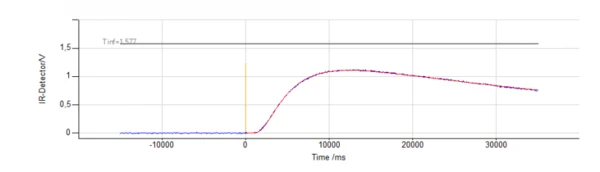
Krátkým světelným impulsem se zahřívá spodní povrch vzorku a pomocí infračerveného detektoru se měří nárůst teploty na zadním povrchu v závislosti na čase.
Tento postup se opakuje pro každý teplotní krok poté, co se teplota vzorku ustálí, a záblesková lampa se rovněž několikrát zapálí v rozmezí několika minut.
Příprava vzorků je velmi důležitá a je zde podrobně vysvětlena.
Po vložení vzorků se spustí měření za podmínek shrnutých v následující tabulce:
Tabulka 1: Podmínky měření
| Držák vzorku | Směr Z 12.ve směru x a y: laminátový držák vzorku 12,7 mm |
| Atmosféra | N2 |
| Průtok plynu | 100 ml/min |
| Body měření teploty | 25, 40, 60, 80, 100, 120, 140, 160, 168, 180°C |
Jak měděné kuličky ovlivňují tepelnou difuzivitu
SoftwareNETZSCH Proteus® automaticky přizpůsobí naměřená data vhodnému modelu, aby bylo možné vypočítat poločasy, Obrázek 1.
Obrázek 2 ukazuje analyzovanou tepelnou difuzivitu v závislosti na teplotě a orientaci vzorku pro čistý PA12 ve srovnání se směsí PA12/měděné koule.
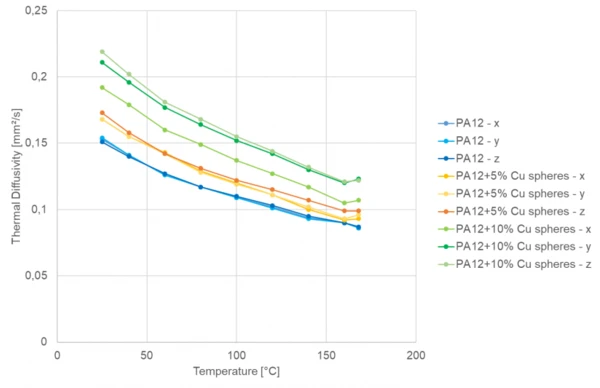
Podle očekávání nevykazují čisté vzorky PA12 žádnou směrovost a hodnoty tepelné difuzivity jsou nejnižší. Vykazují typický pokles s rostoucí teplotou až do teploty tání.
Vzorky s 5 obj. % Cu kuliček vykazují mírně vyšší hodnoty tepelné difuzivity než čistý PA12 a vzorky s 10 obj. % Cu kuliček vykazují nejvyšší hodnoty ze všech tří materiálů. To je důsledek vyšší tepelné difuzivity mědi ve srovnání s izolační matricí. U většiny vzorků není pozorována žádná směrovost v důsledku izotropních vlastností kuliček. Avšak u vzorku s 10 obj. % Cu kuliček ve směru tloušťky z je Tepelná difuzivitaTepelná difuzivita (a s jednotkou mm2/s) je specifická vlastnost materiálu, která charakterizuje nestacionární vedení tepla. Tato hodnota popisuje, jak rychle materiál reaguje na změnu teploty.tepelná difuzivita o něco nižší než u ostatních dvou směrů. To pravděpodobně souvisí s vyšší pórovitostí těchto vzorků, která byla naměřena Lanzlem et al [1]. Výsledky LFA ukazují vyšší pórovitost mezi vrstvami ve směru z než uvnitř vrstvy v rovině xy.
Jak měděné vločky ovlivňují tepelnou difuzivitu
Odlišné chování je pozorováno u měděných vloček, jak ukazuje obrázek 3, kde jsou porovnána měření tepelné difuzivity všech vzorků ve směru x a vloček ve všech třech směrech.
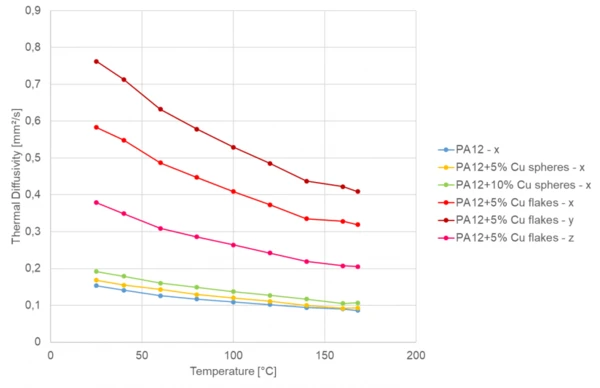
Vločky vykazují mnohem vyšší hodnoty tepelné difuzivity než ostatní směsi s kuličkami a čistý PA12. Vysoký stupeň anizotropie se očekává na základě 2D charakteru plniva. Nejvyšší Tepelná difuzivitaTepelná difuzivita (a s jednotkou mm2/s) je specifická vlastnost materiálu, která charakterizuje nestacionární vedení tepla. Tato hodnota popisuje, jak rychle materiál reaguje na změnu teploty.tepelná difuzivita je naměřena ve směru y a následně ve směru x. Nejnižších hodnot je dosaženo přes tloušťku vrstvy ve směru z. To naznačuje vyšší preferenční orientaci v rovině xy, která je pravděpodobně způsobena procesem nanášení prášku.
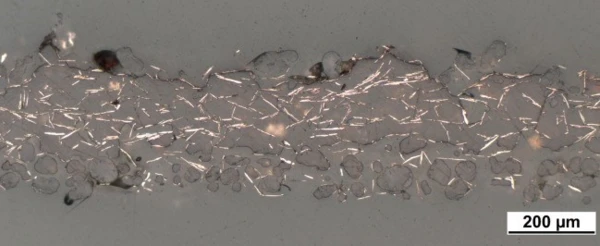
Na obr. 4 je zobrazen mikroskopický snímek průřezu jedné vrstvy směsi vloček PA12/Cu, jak uvádí Lanzl a kol [1]. Z obrázku je patrné, že částice se vzájemně dotýkají, a proto by měl být celkový tepelný odpor materiálu (resp. zde průřez) minimalizován. Většina plniv je orientována horizontálně, což odpovídá rovině xy. Je však vidět, že některé vločky jsou nakloněny pod úhlem, což má za následek vyšší tepelnou difuzivitu ve směru z ve srovnání se všemi ostatními vzorky.
Měření tepelné difuzivity poskytuje významný přehled jak o orientaci plniv, tak o jejich vzájemné blízkosti bez nutnosti dalšího optického zobrazování.
Jak určit tepelnou vodivost
Pro další analýzu nebo simulaci je kromě tepelné difuzivity a zapotřebí také tepelná vodivost l. K výpočtu tepelné vodivosti je zapotřebí měrná tepelná kapacitaMěrná tepelná kapacita (cp)Tepelná kapacita je fyzikální veličina specifická pro daný materiál, která se určuje jako podíl množství tepla dodaného vzorku a výsledného zvýšení teploty. Měrná tepelná kapacita se vztahuje k jednotkové hmotnosti vzorku.cp a HustotaHmotnostní hustota je definována jako poměr mezi hmotností a objemem. hustota r:
Tepelná difuzivitaTepelná difuzivita (a s jednotkou mm2/s) je specifická vlastnost materiálu, která charakterizuje nestacionární vedení tepla. Tato hodnota popisuje, jak rychle materiál reaguje na změnu teploty.Tepelná difuzivita i Měrná tepelná kapacita (cp)Tepelná kapacita je fyzikální veličina specifická pro daný materiál, která se určuje jako podíl množství tepla dodaného vzorku a výsledného zvýšení teploty. Měrná tepelná kapacita se vztahuje k jednotkové hmotnosti vzorku.měrná tepelná kapacita se měří jako funkce teploty. Zde je vysvětleno měření a výsledky měření cp. HustotaHmotnostní hustota je definována jako poměr mezi hmotností a objemem. Hustota však vyžaduje opětovné použití hustoty při pokojové teplotě a také koeficientu tepelné roztažnosti pro zkoumaný teplotní rozsah:
ρ(T)=ρRT∙αv(T)
HustotaHmotnostní hustota je definována jako poměr mezi hmotností a objemem. Hustota při pokojové teplotě byla měřena vztlakově-flotační metodou s vodou, koeficient tepelné roztažnosti, α, se měří pomocí termomechanického analyzátoru (TMA), který bude vysvětlen v některém z dalších článků. Koeficient roztažnosti je směrově závislý und se počítá, vypočítá se takto
αv = (αx + αy + αz)/3
Vyšší obsah mědi = vyšší tepelná vodivost
Výsledné vypočtené hodnoty tepelné vodivosti jsou vyneseny na obrázku 6 v závislosti na teplotě pro různé materiály a směsi.
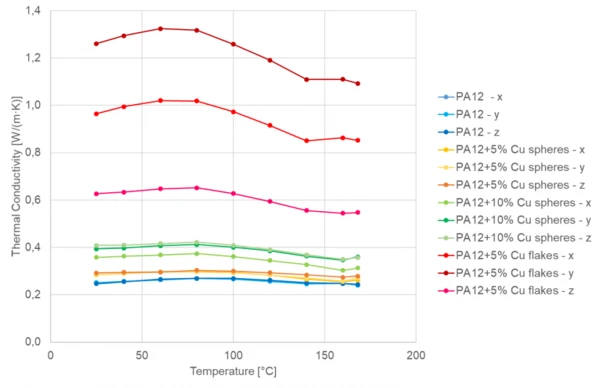
Jsou pozorovány stejné trendy jako u tepelné difuzivity:
- S rostoucím obsahem mědi roste Tepelná vodivostTepelná vodivost (λ s jednotkou W/(m-K)) popisuje přenos energie - ve formě tepla - hmotným tělesem v důsledku teplotního gradientu (viz obr. 1). Podle druhého termodynamického zákona teplo vždy proudí ve směru nižší teploty.tepelná vodivost.
- Cu kuličky vykazují převážně izotropní chování. Rozdíly v hodnotách souvisejí s pórovitostí vzorků.
- Měděné vločky vykazují nejvyšší nárůst tepelné vodivosti, protože plniva se částečně dotýkají a snižují vodivostní odpor kompozitního materiálu.
- Měděné vločky vykazují anizotropní chování v důsledku své 2D geometrie a procesu nanášení prášku.
S teplotní závislostí hodnot Měrná tepelná kapacita (cp)Tepelná kapacita je fyzikální veličina specifická pro daný materiál, která se určuje jako podíl množství tepla dodaného vzorku a výsledného zvýšení teploty. Měrná tepelná kapacita se vztahuje k jednotkové hmotnosti vzorku.cp však souvisí snížená teplotní závislost i mírné zakřivení při nízkých teplotách.
Optimalizace nastavení procesu na základě výsledků analýzy
Pro použití těchto vodivých plniv v tepelném managementu je důležité upravit orientaci 3D tištěných dílů tak, aby se zohlednila případná anizotropie způsobená procesem nanášení povlaku a geometrií plniva.
Co se týče nastavení procesu a zejména teploty sestavování, bylo zjištěno, že směs vloček je třeba zpracovávat při teplotě sestavování 173 °C, což je o 6 °C více než u směsí s kuličkami. Vyšší Tepelná vodivostTepelná vodivost (λ s jednotkou W/(m-K)) popisuje přenos energie - ve formě tepla - hmotným tělesem v důsledku teplotního gradientu (viz obr. 1). Podle druhého termodynamického zákona teplo vždy proudí ve směru nižší teploty.tepelná vodivost i nižší měrné teplo vedou ke snížené schopnosti akumulace tepla ve směsi a lepšímu odvodu tepla. Zejména v rovině xy, kde bylo dosaženo nejvyšších vodivostí s Cu vločkami, lze očekávat, že energie dodaná laserem se rychleji rozdělí, což vede k nižší teplotě. Zvyšování teploty sestavení tedy působí proti tomuto efektu.
Pro lepší pochopení vlivu různých tvarů plniva na příkon energie analyzovali Lanzl et al. tloušťku jedné vrstvy. Bylo zjištěno, že tloušťka vrstvy směsi s Cu vločkami je výrazně tenčí. Výzkumníci to přičítají zvýšené tepelné vodivosti v rovině xy ve srovnání se směrem tloušťky a také zvýšenému difuznímu odrazu laseru, což má za následek nižší příkon energie. Tato dodatečná analýza zdůrazňuje důležitost pochopení změn tepelné difuzivity a vodivosti pro všechny aspekty procesu SLS a nejvhodnější nastavení procesu.
O Institutu technologie polymerů (LKT)
Institut technologie polymerů je akademický výzkumný ústav Univerzity Friedricha Alexandra v Erlangenu-Norimberku. Je jedním z lídrů v oblasti výzkumu aditivní výroby, zejména SLS. Mezi další hlavní oblasti výzkumu patří konstrukce lehkých materiálů a FRP, materiály a zpracování, technologie spojování a tribologie. Kromě těchto výzkumných zaměření se institut zabývá také mezioborovými tématy, jako je například míchání plniv, simulace zpracování a aplikací, radiačně zesítěné termoplasty, šetrné zpracování a mnoho dalších.
Zdroje
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019: Selective laser sintering of copper filled polyamide 12: Characterization of powder properties and process behavior - Lanzl - 2019 - Polymer Composites - Wiley Online Library