28.06.2021 by Dr. Natalie Rudolph, Fabia Beckstein, Patrick Schütz
Cum influențează difuzivitatea termică temperatura de construcție în procesul SLS
Materiile de umplutură conductoare din pulberea polimerică, precum sferele și fulgii de cupru, influențează procesele de fabricație aditivă. Aflați cum analiza blițului laser permite determinarea setării procesului pentru a imprima piese de cea mai înaltă calitate.
Într-un articol anterior, am explicat motivația de a adăuga materiale de umplutură conductive la pulberile PA12 și de a crea componente complexe pentru managementul termic cu ajutorul procesului SLS (Selective Laser Sintering). Am explicat, de asemenea, diferitele etape ale pregătirii probelor, care este esențială pentru calitatea rezultatelor.
Temperaturi de imprimare diferite pentru diferite amestecuri de pulbere
Probele au fost preparate în cadrul unui studiu [1] de către cercetătorii de la Institutul de Tehnologie a Polimerilor (LKT) din cadrul Universității Erlangen-Nürnberg. Aceștia au utilizat diferite amestecuri de sfere și fulgi de cupru în diferite conținuturi: 5 și 10 vol% sfere de cupru și 5 vol% fulgi de cupru. Densitatea de energie de 0,043 J/mm2 a fost menținută constantă pentru toate materialele pentru a detecta orice schimbări în comportamentul procesului datorate materialelor de umplutură. Pentru pulberea de sfere PA12/Cu, a fost determinată experimental o temperatură de 167°C. Pentru amestecul de fulgi PA12/Cu, temperatura de formare a trebuit să crească la 173°C. S-a presupus că motivul ar putea fi o conductivitate termică mai mare și o capacitate termică specifică mai mică. Prin urmare, analiza următoare poate fi utilizată pentru a investiga în detaliu aceste efecte.
Cum se analizează difuzivitatea termică
La NETZSCH Analyzing & Testing, un LFA 467 Hyperflash a fost utilizat pentru a măsura difuzivitatea termică a acestor amestecuri diferite de pulbere PA12 cu particule de cupru în comparație cu materialul PA12 pur.
Un impuls luminos scurt încălzește suprafața inferioară a probei, iar creșterea temperaturii pe suprafața posterioară este măsurată în funcție de timp cu ajutorul unui detector IR.
Acest lucru se repetă pentru fiecare treaptă de temperatură după stabilizarea temperaturii probei, iar lampa flash este, de asemenea, aprinsă de mai multe ori într-un interval de câteva minute.
Pregătirea probelor este foarte importantă și este explicată în detaliu aici.
După încărcarea probelor, se începe măsurarea folosind condițiile rezumate în tabelul următor:
Tabelul 1: Condiții de măsurare
| Suport de probe | Direcția Z: 12.7 mm pătrat Direcția x și y: suport de probă laminat 12,7 mm |
| Atmosferă | N2 |
| Debit de gaz | 100 ml/min |
| Puncte de măsurare a temperaturii | 25, 40, 60, 80, 100, 120, 140, 160, 168, 180°C |
Cum influențează sferele de cupru difuzivitatea termică
Software-ulNETZSCH Proteus® ajustează automat un model adecvat la datele măsurate pentru a permite calcularea timpilor de înjumătățire, figura 1.
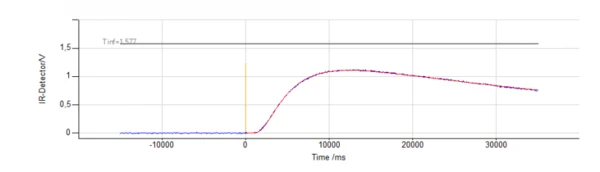
Figura 2 prezintă difuzivitatea termică analizată în funcție de temperatură și de orientarea probei pentru PA12 pur în comparație cu amestecurile PA12/sferă de cupru.
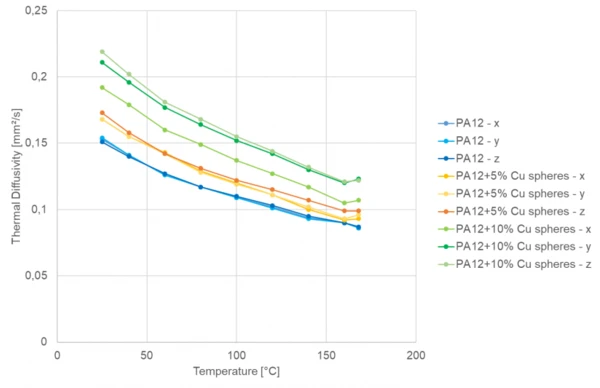
După cum era de așteptat, probele de PA12 neat nu prezintă direcționalitate, iar valorile difuzivității termice sunt cele mai scăzute. Acestea prezintă scăderea tipică odată cu creșterea temperaturii până la temperatura de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire.
Probele cu 5 % vol. de sfere de Cu prezintă valori ușor mai mari ale difuzivității termice decât PA12 pur, iar probele cu 10 % vol. de sfere de Cu prezintă cele mai mari valori din cele trei materiale. Acest lucru este rezultatul difuzivității termice mai mari a cuprului comparativ cu matricea izolatoare. Pentru majoritatea probelor, nu se observă nicio direcționalitate datorită proprietăților izotrope ale sferelor. Cu toate acestea, pentru proba cu sfere de 10 vol% Cu în direcția grosimii z, difuzivitatea termică este ușor mai mică decât pentru celelalte două direcții. Acest lucru este probabil legat de porozitatea mai mare a acestor probe, care a fost măsurată de Lanzl și colab. [1]. Rezultatele LFA indică o porozitate mai mare între straturi în direcția z decât în interiorul unui strat în planul xy.
Modul în care fulgii de cupru influențează difuzivitatea termică
Se observă un comportament diferit în cazul fulgilor de cupru, după cum se arată în figura 3, unde sunt comparate măsurătorile difuzivității termice ale tuturor probelor în direcția x și ale fulgilor în toate cele trei direcții.
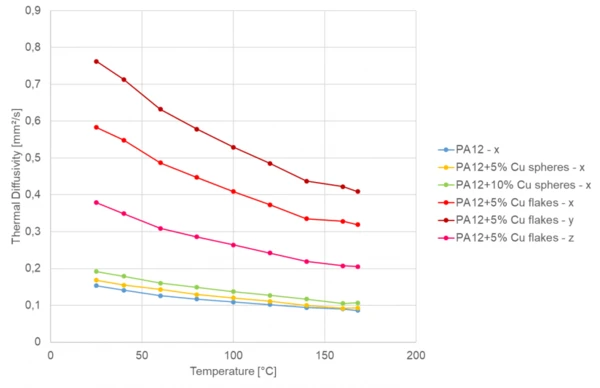
Fulgii prezintă valori mult mai mari pentru difuzivitatea termică decât celelalte amestecuri cu sfere și PA12 pur. Gradul ridicat de anizotropie este așteptat pe baza caracterului 2D al materialului de umplutură. Cea mai mare difuzivitate termică este măsurată în direcția y, urmată de direcția x. Cele mai mici valori sunt obținute prin grosimea unui strat în direcția z. Acest lucru indică o orientare preferențială mai mare în planul xy, care se datorează probabil procesului de aplicare a pulberii.
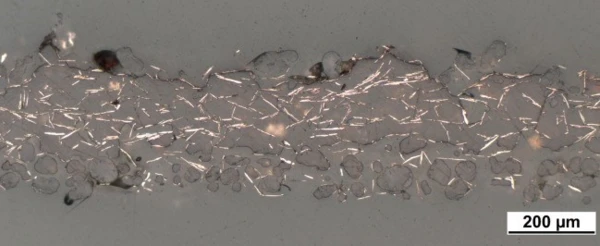
Figura 4 prezintă o imagine microscopică a secțiunii transversale a unui singur strat din amestecul de fulgi PA12/Cu, astfel cum a fost raportat de Lanzl și colab. [1]. Imaginea arată că particulele se ating între ele și, prin urmare, rezistența termică globală a materialului (sau aici secțiunea transversală) ar trebui să fie redusă la minimum. Majoritatea umpluturilor este orientată orizontal, ceea ce corespunde planului xy. Cu toate acestea, se poate observa că unele fulgi sunt înclinați la un anumit unghi, ceea ce duce la o difuzivitate termică mai mare în direcția z în comparație cu toate celelalte probe.
Măsurătorile difuzivității termice oferă o perspectivă semnificativă atât asupra orientării materialelor de umplutură, cât și asupra vecinătății dintre acestea, fără a fi nevoie de imagini optice suplimentare.
Cum se determină conductivitatea termică
Pentru analize sau simulări ulterioare, pe lângă difuzivitatea termică, a, este necesară conductivitatea termică, l. Pentru a calcula conductivitatea termică, sunt necesare capacitatea termică specifică, Capacitate termică specifică (cp)Capacitatea termică este o mărime fizică specifică materialului, determinată de cantitatea de căldură furnizată specimenului, împărțită la creșterea de temperatură rezultată. Capacitatea termică specifică este raportată la o unitate de masă a specimenului.cp, și densitatea, r:
Difuzivitatea termică și capacitatea termică specifică sunt măsurate în funcție de temperatură. Măsurarea și rezultatele măsurătorilor cp sunt explicate aici. Cu toate acestea, densitatea necesită reutilizarea densității la temperatura camerei, precum și a coeficientului de dilatare termică pentru intervalul de temperatură investigat:
ρ(T)=ρRT∙αv(T)
Densitatea la temperatura camerei a fost măsurată prin metoda flotabilitate-flotare cu apă, coeficientul de dilatare termică, α, este măsurat cu un analizor termomecanic (TMA), care va fi explicat într-un articol ulterior. Coeficientul de dilatare este dependent de direcție und este calculat, se calculează după cum urmează
αv = (αx + αy + αz)/3
Conținut mai mare de cupru = conductivitate termică mai mare
Valorile rezultante ale conductivității termice calculate sunt reprezentate în figura 6 în funcție de temperatură pentru diferitele materiale și amestecuri.
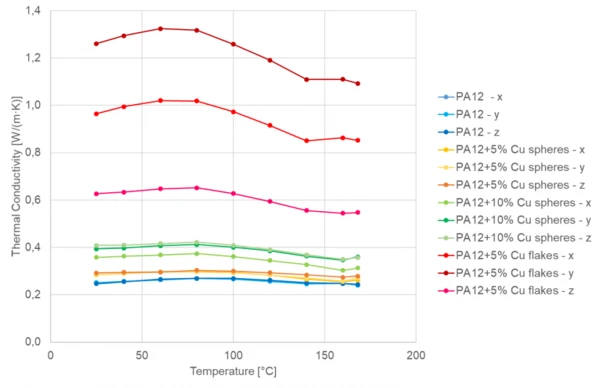
Se observă aceleași tendințe ca în cazul difuzivității termice:
- Odată cu creșterea conținutului de cupru, conductivitatea termică crește.
- Sferele de Cu prezintă în principal un comportament izotrop. Diferențele în valori sunt legate de porozitatea probelor.
- Fulgii de cupru prezintă cea mai mare creștere a conductivității termice, deoarece materialele de umplutură ating parțial și reduc rezistența la conductivitate a materialului compozit.
- Fulgii de cupru prezintă un comportament anizotrop din cauza geometriei lor 2D și a procesului de aplicare a pulberilor.
Cu toate acestea, dependența redusă de temperatură, precum și curbura ușoară la temperaturi scăzute sunt legate de dependența de temperatură a valorilor Capacitate termică specifică (cp)Capacitatea termică este o mărime fizică specifică materialului, determinată de cantitatea de căldură furnizată specimenului, împărțită la creșterea de temperatură rezultată. Capacitatea termică specifică este raportată la o unitate de masă a specimenului.cp.
Optimizarea setărilor procesului pe baza rezultatelor analizei
Pentru aplicarea unor astfel de umpluturi conductoare în managementul termic, este important să se ajusteze orientarea pieselor imprimate 3D pentru a ține seama de orice anizotropie datorată procesului de acoperire și geometriei umpluturii.
În ceea ce privește setările procesului și, în special, temperatura de construcție, s-a observat că amestecul de fulgi trebuia prelucrat la o temperatură de construcție de 173°C, cu 6°C mai mare decât amestecurile cu sfere. Conductivitatea termică mai mare și căldura specifică mai scăzută conduc, ambele, la o capacitate redusă de stocare a căldurii în compus și la o mai bună evacuare a căldurii. În special în planul xy, unde s-au obținut cele mai mari conductivități cu fulgi de Cu, este de așteptat ca energia furnizată de laser să fie distribuită mai rapid, ceea ce conduce la o temperatură mai scăzută. Astfel, creșterea temperaturii de construcție contracarează acest efect.
Pentru o mai bună înțelegere a influenței diferitelor forme de umplutură asupra aportului de energie, Lanzl et al. au analizat grosimea unui singur strat. S-a constatat că grosimea stratului din amestecul cu fulgi de Cu este semnificativ mai subțire. Cercetătorii au atribuit acest lucru conductivității termice crescute în planul xy în comparație cu direcția grosimii și, de asemenea, reflexiei difuze crescute a laserului, care are ca rezultat un aport de energie mai mic. Această analiză suplimentară evidențiază importanța înțelegerii modificărilor difuzivității și conductivității termice pentru toate aspectele procesului SLS și cele mai potrivite setări ale procesului.
Despre Institutul de Tehnologie a Polimerilor (LKT)
Institutul de Tehnologie a Polimerilor este un institut academic de cercetare de la Universitatea Friedrich-Alexander din Erlangen-Nürnberg. Este unul dintre liderii cercetării în domeniul producției aditive, în special SLS. Alte domenii principale de cercetare includ proiectarea ușoară și FRP, materialele și prelucrarea, tehnologia de îmbinare și tribologia. În plus față de aceste domenii de cercetare, institutul lucrează, de asemenea, la subiecte interdisciplinare, cum ar fi compunerea materialelor de umplere, simularea prelucrării și a aplicațiilor, termoplasticele reticulate prin radiații, prelucrarea delicată și multe altele.
Surse
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Sinterizarea selectivă cu laser a poliamidei 12 umplute cu cupru: Caracterizarea proprietăților pulberii și a comportamentului procesului, Polymer Composites, pp. 1801-1809, 2019: Sinterizarea selectivă cu laser a poliamidei 12 umplute cu cupru: Caracterizarea proprietăților pulberii și a comportamentului procesului - Lanzl - 2019 - Polymer Composites - Wiley Online Library