
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
De ce proprietățile termofizice trebuie să fie evaluate în direcții diferite
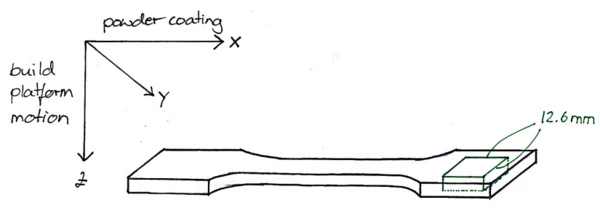
Numeroși cercetători au demonstrat că orientarea de construcție a probelor în volumul de construcție are un efect asupra proprietăților mecanice ale pieselor obținute prin SinterizareSinterizarea este un proces de producție pentru formarea unui corp rezistent din punct de vedere mecanic dintr-o pulbere ceramică sau metalică. sinterizare selectivă cu laser (SLS). Orientarea de construcție se referă la poziția unei piese în raport cu planul de aplicare a pulberii (xy) și mișcarea platformei de construcție (z), figura 1.
În termeni foarte generali, se poate spune că piesele în care direcția de testare a specimenului este paralelă cu planul xy al construcției (așa cum se vede în figura 1) sunt mai puternice decât piesele în care direcția de testare este perpendiculară pe planul xy al construcției (sau paralelă cu planul zy).
Din cauza acestei direcționalități a proprietăților mecanice, diverse alte proprietăți sunt, de asemenea, cel mai bine evaluate în direcții diferite, în special atunci când sunt utilizate materiale de umplutură suplimentare pentru a îmbunătăți și mai mult proprietățile. Una dintre aceste proprietăți este conductivitatea termică (k). Pentru piesele SLS cu rate crescute de transfer de căldură pentru managementul termic, aceasta ar trebui, de asemenea, să fie determinată în funcție de diferitele orientări, utilizând analiza cu bliț laser (LFA).
Adăugarea de materiale de umplutură la pulberea SLS
La fel ca în procesarea tipică a polimerilor, adăugarea de umpluturi este o alegere. Cu toate acestea, există o mare diferență. Dimensiunea umpluturii trebuie să fie foarte small - pe aceeași scară ca pulberile - pentru a permite un strat uniform în timpul acoperirii. În cazul pulberilor PA12, aceasta ar fi de aproximativ 60 µm lungime.
Pentru fibrele ca materiale de umplutură, există în prezent două opțiuni disponibile. Una este pulberea care are fibrele deja încorporate în particulă, iar cealaltă este amestecarea uscată a fibrelor și a pulberii. Prima necesită sau produce fibre chiar mai scurte de 60 µm, dar orientarea este aleatorie în interiorul patului de pulbere. Cu toate acestea, amestecarea uscată determină o orientare preferențială a fibrelor în direcția de aplicare a pulberii (denumită în mod obișnuit direcția x). Acest lucru poate fi observat și pentru alte materiale de umplutură: de exemplu, fulgi în comparație cu sferele (a se vedea figura 2 de mai jos).
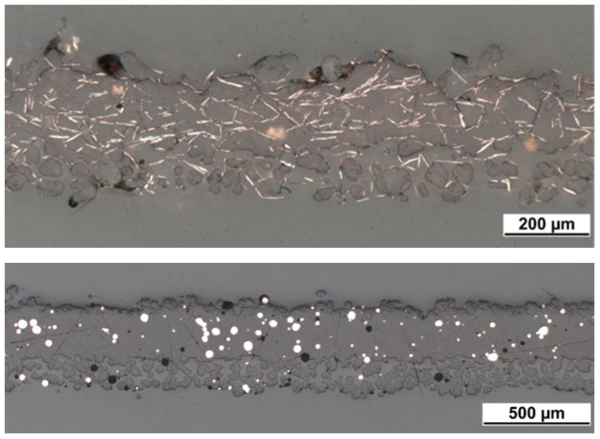
În cazul în care fulgii sunt orientați în principal în planul xy, sferele ca materiale de umplutură izotrope sunt distribuite uniform în strat. Prin urmare, trebuie să se acorde o atenție deosebită în timpul pregătirii probelor pentru a putea detecta orice efecte care sunt rezultatul orientării în timpul acoperirii cu pulbere.
Cum să pregătiți piesele SLS pentru analiza cu laser flash
Metoda laserului sau a blițului luminos este utilizată pentru a măsura difuzivitatea termică a unei varietăți de materiale diferite. Suprafața frontală a unui eșantion plan-paralel este încălzită de un impuls de lumină, iar creșterea de temperatură rezultată la fața posterioară a eșantionului este înregistrată în funcție de timp. Cu cât difuzivitatea termică este mai mare, cu atât creșterea temperaturii ajunge mai repede la fața din spate.
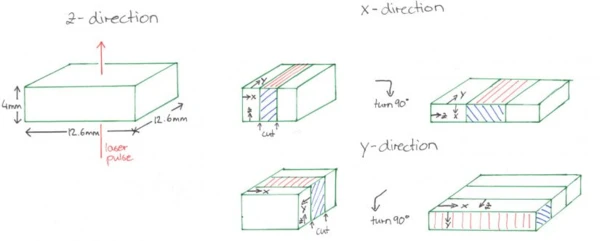
La NETZSCH Analyzing & Testing, probele au fost tăiate pe o mașină de frezat folosind o freză laterală din probe de os de câine în trei direcții diferite pentru a permite analiza operațiunii de acoperire asupra orientării materialului de umplutură, figura 1. În cazul în care se utilizează o răcire medium în timpul tăierii, probele trebuie să fie curățate.
Eșantioanele în direcția z pot fi măsurate ca în port-eșantionul standard, în timp ce eșantioanele în direcțiile x și y trebuie să fie tăiate în benzi mai mici, întoarse și măsurate în noul aranjament din port-eșantionul laminat, figura 3.
Pentru a se asigura că toate benzile sunt plane și că nu există spații libere, bavurile din jurul marginilor probei sunt îndepărtate cu hârtie abrazivă. Deoarece eșantioanele pe direcțiile x și y sunt formate din benzi individuale, suportul pentru eșantioane laminate este proiectat pentru a fixa benzile în poziție (figura 4).
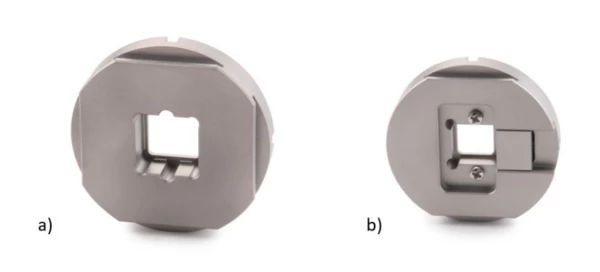
Acest suport special pentru probe permite măsurarea unei anumite probe în cel puțin două direcții diferite. De exemplu, se poate măsura proba în direcția z, apoi se poate tăia în benzi și se poate măsura în altă direcție. Cu toate acestea, motivul cel mai frecvent este acela că eșantioanele pot fi pregătite numai în anumite dimensiuni, ceea ce este adesea cazul eșantioanelor de os de câine sau al altor piese subțiri sub formă de plăci. În aceste cazuri, suportul pentru probe laminate este singura opțiune.
Astfel, direcția x indică măsurarea în direcția operațiunii de acoperire de la stânga la dreapta sau viceversa; y este în același plan xy, dar în direcție perpendiculară pe acoperire de la față la spate și viceversa; z este direcția grosimii stratului.
Dimensiunile probelor în direcțiile x și y sunt, prin urmare, de 12,6×12,6×2 mm3, iar în direcția z de 12,6×12,6×4 mm3 (numai proba de PA12 neat are o difuzivitate termică atât de scăzută și, prin urmare, o durată de măsurare prea lungă cu o grosime de 4 mm, încât proba a fost măcinată la o grosime de 2,4 mm).
Următoarele etape de pregătire sunt necesare pentru toate probele a căror textură de suprafață sau grad de transparență ar putea avea un efect asupra reflexiei fasciculului laser.
Suprafața probelor SLS are o textură aspră în comparație cu piesele turnate prin injecție din cauza materiei prime sub formă de pulbere și a procesului. Deoarece analiza cu bliț laser este o metodă optică care trebuie să elimine reflexia, probele sunt acoperite prin pulverizare cu un strat subțire de grafit, care are o absorbție ridicată pentru pulsul energetic al LFA. Citiți mai multe despre modul ideal de acoperire a probelor în AN0066.
Eșantioanele pregătite în acest mod pot fi apoi încărcate în aceste suporturi de probe în dispozitivul LFA și testate. Procedura de măsurare și rezultatele sunt explicate în acest articol!