
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
Why thermophysical properties need to be assessed in different directions
Many researchers have shown that the build orientation of the samples in the build volume has an effect on the mechanical properties of the Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering (SLS) parts. The build orientation refers to the position of a part in regards to the plane of powder application (xy) and the movement of the build platform (z), Figure 1.
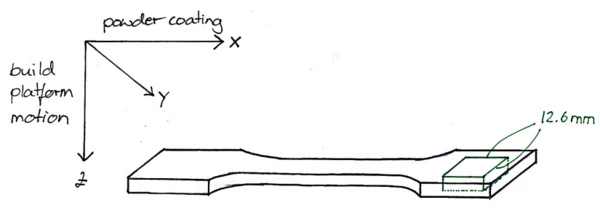
In very general terms, it can be said that parts where the test direction of the specimen aligns parallel to the xy-plane of the build (as seen in Figure 1) are stronger than parts where the test direction is perpendicular to the xy-plane of the build (or parallel to the zy-plane).
Because of this directionality of mechanical properties, various other properties are also best assessed in different directions; especially when additional fillers are used to further enhance the properties. One such property is the thermal conductivity (k). For SLS parts with increased heat transfer rates for thermal management, it should also be determined as a function of the different orientations using Laser Flash Analysis (LFA).
Adding fillers to SLS powder
Just as in typical polymer processing, the addition of fillers is a choice. However, there is one big difference. The filler size has to be very small – on the same scale as the powders – to enable a uniform layer during coating. In the case of PA12 powders, that would be around 60 µm length.
For fibers as fillers, there are currently two options available. One is powder that has the fibers already incorporated into the particle and the other is dry mixing of fibers and powder. The first requires or yields even shorter fibers than 60 µm, but the orientation is random inside the powder bed. The dry mixing, however, results in a preferential orientation of the fibers in the direction of powder application (commonly denoted as the x-direction). This can be also observed for other fillers: e.g., flakes in comparison to spheres (see Figure 2 below).
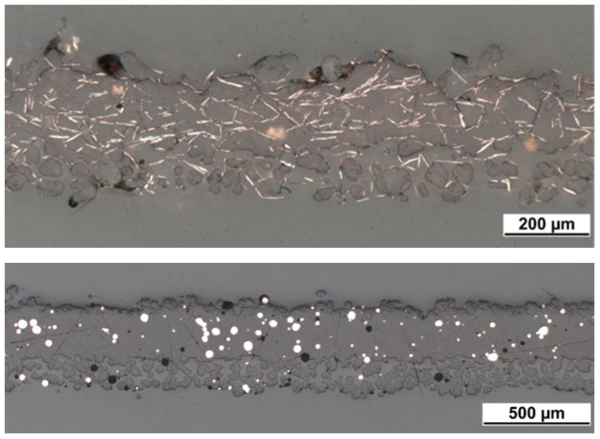
Where the flakes are mostly oriented in the xy-plane, the spheres as isotropic fillers are evenly distributed within the layer. Therefore, special care has to be taken during the preparation of the samples to be able to detect any effects that are a result of the orientation during powder coating.
How to prepare SLS parts for Laser Flash Analysis
The laser or light flash method is used to measure the Thermal DiffusivityThermal diffusivity (a with the unit mm2/s) is a material-specific property for characterizing unsteady heat conduction. This value describes how quickly a material reacts to a change in temperature.thermal diffusivity of a variety of different materials. The front surface of a plane-parallel sample is heated by a light pulse and the resulting temperature rise at the sample’s rear face is recorded as a function of time. The higher the Thermal DiffusivityThermal diffusivity (a with the unit mm2/s) is a material-specific property for characterizing unsteady heat conduction. This value describes how quickly a material reacts to a change in temperature.thermal diffusivity, the faster the temperature rise reaches the rear face.
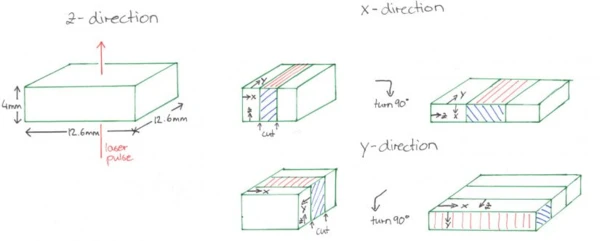
At NETZSCH Analyzing & Testing, samples were cut on a milling machine using a side-milling cutter from dog bone specimens in three different directions to allow analysis of the coating operation on the filler orientation, Figure 1. If a cooling medium is used during cutting, the samples should be cleaned.
The samples in z-direction can be measured as in the standard sample holder, while the samples in x- and y-direction need to be cut in smaller strips, turned and measured in the new arrangement in the laminate sample holder, Figure 3.
To ensure that all strips are planar and there are no gaps, burrs are removed around the sample edges with sand paper. Since the samples in x- and y-direction consist of individual strips, the laminate sample holder is designed to fix the strips in position, Figure 4.
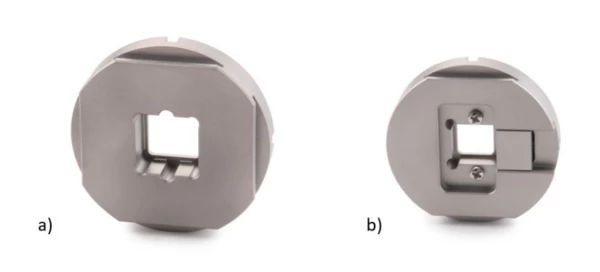
This particular sample holder allows measurement of one particular sample in at least two different directions. For example, one could measure the sample in z-direction, then cut it in strips and measure it in another direction. However, the more common reason is that the samples can only be prepared in specific dimensions, which is often the case with dogbone samples or other thinner plate-like parts. In these cases, the laminate sample holder is the only option.
Thus, the x-direction indicates the measurement in the direction of the coating operation from left to right or vice versa; y is in the same xy-plane, but in perpendicular direction to the coating from front to back and vice versa; z is the thickness direction of the layer.
The dimensions of the samples in x- and y-direction are therefore 12.6×12.6×2 mm3 and in z-direction 12.6×12.6×4 mm3 (only the neat PA12 sample has such a low Thermal DiffusivityThermal diffusivity (a with the unit mm2/s) is a material-specific property for characterizing unsteady heat conduction. This value describes how quickly a material reacts to a change in temperature.thermal diffusivity and thus too long measurement duration with 4 mm thickness that the sample was grinded to 2.4mm thickness).
The next preparation steps are necessary for all samples the surface texture or degree of transparency of which could have an effect on the reflection of the laser beam.
The surface of the SLS samples have a rough texture compared to injection molding parts due to the powder raw material and the process. Since the Laser Flash Analysis is an optical method that needs to eliminate reflection, the samples are spray-coated with a thin layer of graphite, which has high absorptivity for the energy pulse of the LFA. Read more about the ideal way to coat samples in AN0066.
Samples prepared this way, can then be loaded in these sample holders into the LFA device and tested. The measurement procedure and results are explained in this article!