
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
Miksi termofysikaalisia ominaisuuksia on arvioitava eri suuntiin?
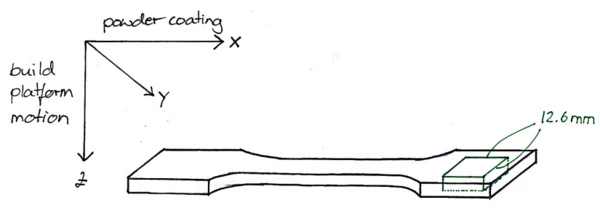
Monet tutkijat ovat osoittaneet, että näytteiden rakentamisorientaatio rakentamistilavuudessa vaikuttaa selektiivisen lasersintrauksen (SLS) kappaleiden mekaanisiin ominaisuuksiin. Rakentamisorientaatiolla tarkoitetaan kappaleen asentoa suhteessa jauheen levitystasoon (xy) ja rakentamisalustan liikkeisiin (z), kuva 1.
Hyvin yleisesti voidaan sanoa, että osat, joissa koekappaleen testisuunta on yhdensuuntainen rakenteen xy-tason kanssa (kuten kuvassa 1), ovat vahvempia kuin osat, joissa testisuunta on kohtisuorassa rakenteen xy-tasoon nähden (tai yhdensuuntainen zy-tason kanssa).
Mekaanisten ominaisuuksien suuntautuneisuuden vuoksi myös monia muita ominaisuuksia on parasta arvioida eri suunnissa; erityisesti silloin, kun ominaisuuksien parantamiseksi käytetään lisäaineita. Yksi tällainen ominaisuus on lämmönjohtavuus (k). SLS-osissa, joissa lämmönsiirtonopeudet ovat kasvaneet lämmönhallintaa varten, se olisi määritettävä myös eri suuntien funktiona käyttäen laserleimausanalyysiä (LFA).
Täyteaineiden lisääminen SLS-jauheeseen
Aivan kuten tyypillisessä polymeerien käsittelyssä, täyteaineiden lisääminen on valinta. On kuitenkin yksi suuri ero. Täyteaineen koon on oltava hyvin small - samassa mittakaavassa kuin jauheiden - jotta pinnoituksessa saadaan aikaan tasainen kerros. PA12-jauheiden tapauksessa se olisi noin 60 µm pitkä.
Kuituja täyteaineena on tällä hetkellä saatavilla kaksi vaihtoehtoa. Toinen on jauhe, jossa kuidut on jo sisällytetty hiukkaseen, ja toinen on kuitujen ja jauheen kuiva sekoitus. Ensimmäisessä tapauksessa tarvitaan tai saadaan jopa 60 µm lyhyempiä kuituja, mutta niiden suuntaus on satunnainen jauhepedin sisällä. Kuivasekoitus johtaa kuitenkin kuitujen suuntautumiseen jauheen levityssuuntaan (yleisesti x-suunta). Tämä voidaan havaita myös muiden täyteaineiden osalta: esim. hiutaleet verrattuna palloihin (ks. kuva 2).
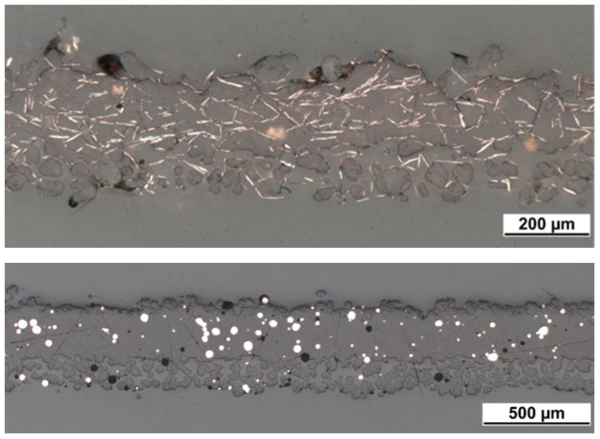
Kun hiutaleet ovat enimmäkseen suuntautuneet xy-tasossa, pallot ovat isotrooppisina täyteaineina jakautuneet tasaisesti kerroksen sisällä. Siksi näytteiden valmistuksessa on noudatettava erityistä huolellisuutta, jotta voidaan havaita jauhemaalauksen aikana suuntautumisesta johtuvat vaikutukset.
Miten SLS-osat valmistellaan Laser Flash -analyysiä varten?
Laser- tai valosalamamenetelmällä mitataan useiden eri materiaalien lämpödiffuusiokykyä. Tasopinnan suuntaisen näytteen etupintaa lämmitetään valopulssilla, ja tuloksena oleva lämpötilan nousu näytteen takapinnalla rekisteröidään ajan funktiona. Mitä suurempi lämpöhajonta-aste on, sitä nopeammin lämpötilan nousu saavuttaa takapinnan.
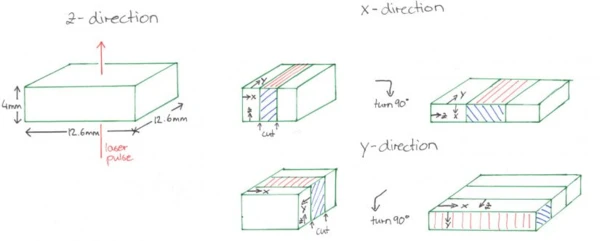
Osoitteessa NETZSCH Analyzing & Testing näytteet leikattiin jyrsinkoneella sivujyrsimellä koiranluunäytteistä kolmeen eri suuntaan, jotta voitiin analysoida päällystysoperaation vaikutusta täyteaineen suuntautumiseen, kuva 1. Jos leikkauksen aikana käytetään jäähdytystä medium, näytteet on puhdistettava.
Näytteet z-suunnassa voidaan mitata kuten tavallisessa näytteenpitimessä, kun taas x- ja y-suuntaiset näytteet on leikattava pienemmiksi suikaleiksi, käännettävä ja mitattava uudessa järjestelyssä laminaattinäytteenpitimessä, kuva 3.
Jotta varmistetaan, että kaikki kaistaleet ovat tasaisia ja että niissä ei ole aukkoja, näytteen reunoilta poistetaan purseet hiekkapaperilla. Koska x- ja y-suuntaiset näytteet koostuvat yksittäisistä liuskoista, laminaattinäytteen pidin on suunniteltu kiinnittämään liuskat paikoilleen, kuva 4.
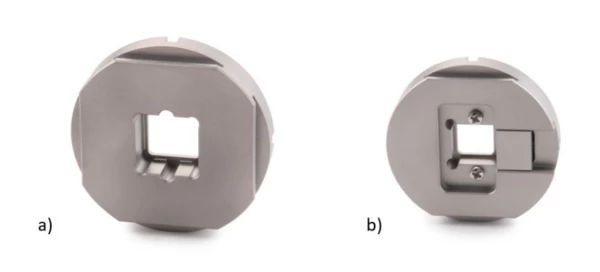
Tämä erityinen näytteenpidin mahdollistaa yhden näytteen mittaamisen vähintään kahdesta eri suunnasta. Näyte voidaan esimerkiksi mitata z-suunnassa, sitten leikata se suikaleiksi ja mitata toisessa suunnassa. Yleisempi syy on kuitenkin se, että näytteet voidaan valmistaa vain tietyissä mitoissa, kuten usein dogbone-näytteiden tai muiden ohuempien levymäisten osien kohdalla. Näissä tapauksissa laminaattinäytteenotin on ainoa vaihtoehto.
Näin ollen x-suunta tarkoittaa mittausta pinnoitustyön suunnassa vasemmalta oikealle tai päinvastoin; y on samassa xy-tasossa, mutta kohtisuorassa suunnassa pinnoitukseen nähden edestä taakse ja päinvastoin; z on kerroksen paksuuden suunta.
Näytteiden mitat x- ja y-suunnassa ovat siis 12,6 × 12,6 × 2 mm3 ja z-suunnassa 12,6 × 12,6 × 4 mm3 (ainoastaan puhtaalla PA12-näytteellä on niin alhainen lämpöhajoamisominaisuus ja siten liian pitkä mittausaika 4 mm:n paksuudella, että näyte hiottiin 2,4 mm:n paksuudeksi).
Seuraavat valmisteluvaiheet ovat välttämättömiä kaikille näytteille, joiden pinnan rakenne tai läpinäkyvyys voi vaikuttaa lasersäteen heijastumiseen.
SLS-näytteiden pinta on karhea verrattuna ruiskuvalukappaleisiin, mikä johtuu jauhemaisesta raaka-aineesta ja prosessista. Koska laserleimausanalyysi on optinen menetelmä, jossa heijastus on poistettava, näytteet pinnoitetaan ruiskupinnoitteella ohuella grafiittikerroksella, joka absorboi hyvin LFA:n energiapulssia. Lue lisää näytteiden ihanteellisesta pinnoitustavasta AN0066:sta.
Näin valmistetut näytteet voidaan sitten ladata näissä näytteenpitimissä LFA-laitteeseen ja testata. Mittausmenettely ja tulokset selitetään tässä artikkelissa!