
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
Varför termofysikaliska egenskaper måste bedömas i olika riktningar
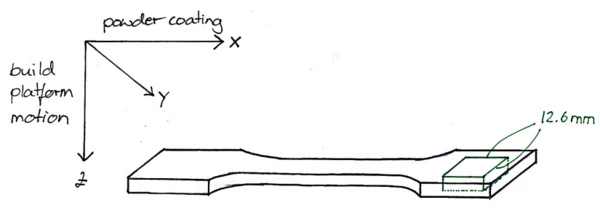
Många forskare har visat att byggorienteringen av proverna i byggvolymen har en effekt på de mekaniska egenskaperna hos de delar som tillverkas genom selektiv lasersintring (SLS). Byggorienteringen avser en dels position i förhållande till pulverappliceringsplanet (xy) och byggplattformens rörelse (z), figur 1.
I mycket allmänna ordalag kan man säga att delar där provkroppens testriktning är parallell med uppbyggnadens xy-plan (se figur 1) är starkare än delar där testriktningen är vinkelrät mot uppbyggnadens xy-plan (eller parallell med zy-planet).
På grund av de mekaniska egenskapernas olika riktningar är det också bäst att bedöma olika egenskaper i olika riktningar, särskilt när ytterligare fyllmedel används för att ytterligare förbättra egenskaperna. En sådan egenskap är värmeledningsförmågan (k). För SLS-delar med ökade värmeöverföringshastigheter för termisk hantering bör den också bestämmas som en funktion av de olika riktningarna med hjälp av Laser Flash Analysis (LFA).
Tillsats av fyllmedel till SLS-pulver
Precis som vid vanlig polymerbearbetning är tillsats av fyllmedel ett val. Det finns dock en stor skillnad. Fyllmedelsstorleken måste vara mycket small - i samma skala som pulvret - för att möjliggöra ett enhetligt skikt under beläggningen. I fallet med PA12-pulver skulle det innebära en längd på cirka 60 µm.
För fibrer som fyllmedel finns det för närvarande två alternativ. Det ena är pulver där fibrerna redan är inkorporerade i partikeln och det andra är torrblandning av fibrer och pulver. Det första alternativet kräver eller ger ännu kortare fibrer än 60 µm, men orienteringen är slumpmässig inuti pulverbädden. Den torra blandningen resulterar emellertid i en preferensorientering av fibrerna i pulverappliceringsriktningen (vanligen betecknad som x-riktningen). Detta kan också observeras för andra fyllmedel: t.ex. flingor i jämförelse med sfärer (se figur 2 nedan).
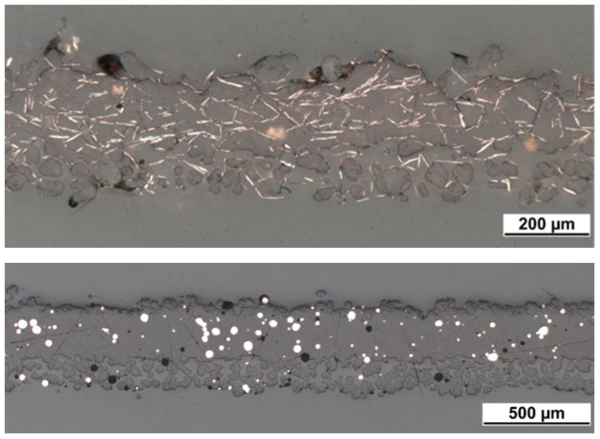
Där flingorna mestadels är orienterade i xy-planet är sfärerna som isotropiska fyllmedel jämnt fördelade i skiktet. Därför måste särskild försiktighet iakttas vid beredningen av proverna för att kunna upptäcka eventuella effekter som är ett resultat av orienteringen under pulverlackeringen.
Hur man förbereder SLS-detaljer för laserblitzanalys
Laser- eller blixtmetoden används för att mäta den termiska diffusiviteten hos en mängd olika material. Den främre ytan på ett planparallellt prov värms upp med en ljuspuls och den resulterande temperaturökningen på provets baksida registreras som en funktion av tiden. Ju högre den termiska diffusiviteten är, desto snabbare når temperaturökningen baksidan.
På NETZSCH Analyzing & Testing frästes prover på en fräsmaskin med hjälp av en sidofräs från hundbensprover i tre olika riktningar för att möjliggöra analys av beläggningsoperationen på fyllmedelsorienteringen, figur 1. Om en kylning medium används under skärningen bör proverna rengöras.
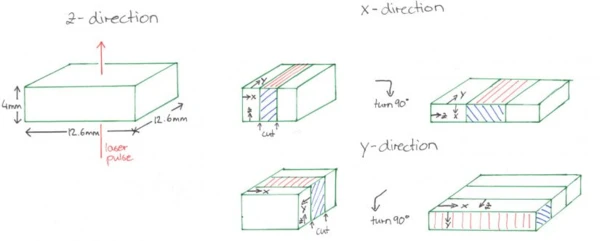
Proverna i z-riktningen kan mätas som i standardprovhållaren, medan proverna i x- och y-riktningen måste skäras i mindre remsor, vändas och mätas i det nya arrangemanget i laminatprovhållaren, figur 3.
För att säkerställa att alla remsor är plana och att det inte finns några mellanrum tas grader bort runt provkanterna med sandpapper. Eftersom proverna i x- och y-led består av enskilda remsor är laminatprovhållaren utformad för att fixera remsorna i rätt läge, figur 4.
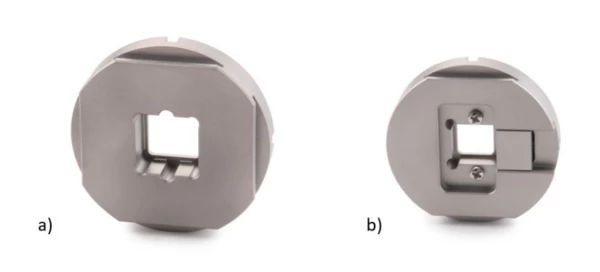
Denna speciella provhållare möjliggör mätning av ett visst prov i minst två olika riktningar. Man kan t.ex. mäta provet i z-riktning, sedan skära det i remsor och mäta det i en annan riktning. Det vanligaste skälet är dock att proverna endast kan framställas i specifika dimensioner, vilket ofta är fallet med dogbone-prover eller andra tunnare plattliknande delar. I dessa fall är hållaren för laminatprover det enda alternativet.
X-riktningen anger alltså mätningen i beläggningens riktning från vänster till höger eller vice versa; y är i samma xy-plan, men i vinkelrät riktning mot beläggningen från fram till bak och vice versa; z är skiktets tjockleksriktning.
Provernas dimensioner i x- och y-led är därför 12,6×12,6×2 mm3 och i z-led 12,6×12,6×4 mm3 (endast det rena PA12-provet har så låg värmediffusivitet och därmed för lång mättid med 4 mm tjocklek att provet slipades till 2,4 mm tjocklek).
Nästa förberedande steg är nödvändigt för alla prover vars ytstruktur eller grad av transparens kan ha en effekt på laserstrålens reflektion.
Ytan på SLS-proverna har en grov textur jämfört med formsprutade delar på grund av pulverråmaterialet och processen. Eftersom Laser Flash Analysis är en optisk metod som måste eliminera reflektion, spraybeläggs proverna med ett tunt lager grafit, som har hög absorptionsförmåga för energipulsen i LFA. Läs mer om det idealiska sättet att belägga prover i AN0066.
Prover som förberetts på detta sätt kan sedan laddas i dessa provhållare i LFA-enheten och testas. Mätproceduren och resultaten förklaras i den här artikeln!