
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
Por qué es necesario evaluar las propiedades termofísicas en diferentes direcciones
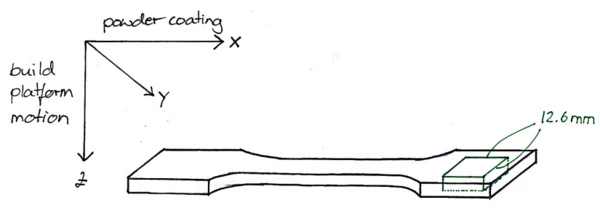
Numerosos investigadores han demostrado que la orientación de las muestras en el volumen de construcción influye en las propiedades mecánicas de las piezas sinterizadas por láser selectivo (SLS). La orientación de la construcción se refiere a la posición de una pieza con respecto al plano de aplicación del polvo (xy) y al movimiento de la plataforma de construcción (z), Figura 1.
En términos muy generales, puede decirse que las piezas en las que la dirección de ensayo de la probeta es paralela al plano xy de la estructura (como se ve en la figura 1) son más resistentes que las piezas en las que la dirección de ensayo es perpendicular al plano xy de la estructura (o paralela al plano zy).
Debido a esta direccionalidad de las propiedades mecánicas, otras propiedades también se evalúan mejor en diferentes direcciones, especialmente cuando se utilizan rellenos adicionales para mejorar aún más las propiedades. Una de estas propiedades es la conductividad térmica (k). Para las piezas SLS con mayores tasas de transferencia de calor para la gestión térmica, también debe determinarse en función de las diferentes orientaciones utilizando el análisis de flash láser (LFA).
Añadir cargas al polvo SLS
Al igual que en el procesamiento típico de polímeros, la adición de cargas es una elección. Sin embargo, hay una gran diferencia. El tamaño del relleno tiene que ser muy small -en la misma escala que los polvos- para permitir una capa uniforme durante el recubrimiento. En el caso de los polvos de PA12, sería de unos 60 µm de longitud.
En cuanto a las fibras como relleno, actualmente existen dos opciones. Una es el polvo que tiene las fibras ya incorporadas a la partícula y la otra es la mezcla en seco de fibras y polvo. La primera requiere o produce fibras aún más cortas que 60 µm, pero la orientación es aleatoria dentro del lecho de polvo. La mezcla en seco, sin embargo, da lugar a una orientación preferente de las fibras en la dirección de aplicación del polvo (comúnmente denominada dirección x). Esto también puede observarse con otros rellenos: por ejemplo, copos en comparación con esferas (véase la figura 2).
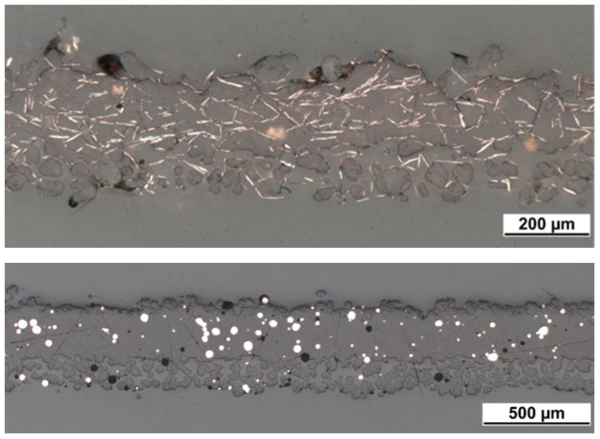
Cuando las escamas se orientan mayoritariamente en el plano xy, las esferas, como cargas isótropas, se distribuyen uniformemente dentro de la capa. Por lo tanto, hay que tener especial cuidado durante la preparación de las muestras para poder detectar cualquier efecto que sea resultado de la orientación durante el recubrimiento en polvo.
Cómo preparar piezas SLS para el análisis de flash láser
El método láser o de destello de luz se utiliza para medir la Difusividad térmicaLa difusividad térmica (a con la unidad mm2/s) es una propiedad específica de los materiales para caracterizar la conducción de calor inestable. Este valor describe la rapidez con la que un material reacciona a un cambio de temperatura.difusividad térmica de diversos materiales. La superficie frontal de una muestra plano-paralela se calienta mediante un pulso de luz y el aumento de temperatura resultante en la cara posterior de la muestra se registra en función del tiempo. Cuanto mayor sea la Difusividad térmicaLa difusividad térmica (a con la unidad mm2/s) es una propiedad específica de los materiales para caracterizar la conducción de calor inestable. Este valor describe la rapidez con la que un material reacciona a un cambio de temperatura.difusividad térmica, más rápido llegará el aumento de temperatura a la cara posterior.
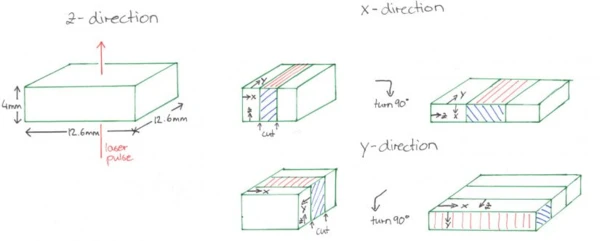
En NETZSCH Analyzing & Testing, se cortaron muestras en una fresadora utilizando una fresa lateral a partir de muestras de hueso de perro en tres direcciones diferentes para permitir el análisis de la operación de recubrimiento en la orientación del relleno, Figura 1. Si se utiliza una refrigeración medium durante el corte, las muestras deben limpiarse.
Las muestras en dirección z pueden medirse como en el portamuestras estándar, mientras que las muestras en dirección x e y deben cortarse en tiras más pequeñas, girarse y medirse en la nueva disposición del portamuestras laminar, Figura 3.
Para garantizar que todas las tiras sean planas y no queden huecos, se eliminan las rebabas de los bordes de las muestras con papel de lija. Dado que las muestras en las direcciones x e y están formadas por tiras individuales, el portamuestras laminar está diseñado para fijar las tiras en posición, Figura 4.
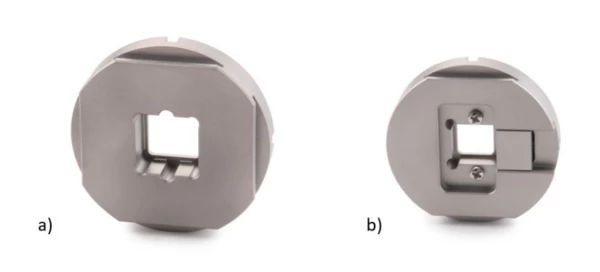
Este portamuestras en particular permite medir una muestra concreta en al menos dos direcciones distintas. Por ejemplo, se podría medir la muestra en la dirección z y, a continuación, cortarla en tiras y medirla en otra dirección. Sin embargo, la razón más común es que las muestras sólo pueden prepararse en dimensiones específicas, lo que suele ocurrir con las muestras de huesos de perro u otras piezas más delgadas en forma de placa. En estos casos, el portamuestras laminar es la única opción.
Así, la dirección x indica la medición en la dirección de la operación de recubrimiento de izquierda a derecha o viceversa; y está en el mismo plano xy, pero en dirección perpendicular al recubrimiento de delante hacia atrás y viceversa; z es la dirección del espesor de la capa.
Las dimensiones de las muestras en las direcciones x e y son, por tanto, de 12,6×12,6×2 mm3 y en la dirección z de 12,6×12,6×4 mm3 (sólo la muestra de PA12 pura tiene una Difusividad térmicaLa difusividad térmica (a con la unidad mm2/s) es una propiedad específica de los materiales para caracterizar la conducción de calor inestable. Este valor describe la rapidez con la que un material reacciona a un cambio de temperatura.difusividad térmica tan baja y, por tanto, una duración de la medición demasiado larga con 4 mm de grosor que la muestra se trituró a 2,4 mm de grosor).
Los siguientes pasos de preparación son necesarios para todas las muestras cuya textura superficial o grado de transparencia podría influir en la reflexión del haz láser.
La superficie de las muestras de SLS tiene una textura rugosa en comparación con las piezas moldeadas por inyección debido a la materia prima en polvo y al proceso. Dado que el análisis por destello láser es un método óptico que necesita eliminar la reflexión, las muestras se recubren por pulverización con una fina capa de grafito, que tiene una alta capacidad de absorción para el pulso de energía del LFA. Más información sobre la forma ideal de recubrir las muestras en AN0066.
Las muestras preparadas de esta manera, pueden ser cargadas en estos portamuestras en el dispositivo LFA y probadas. El procedimiento de medición y los resultados se explican en este artículo