
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
Proč je třeba hodnotit termofyzikální vlastnosti v různých směrech
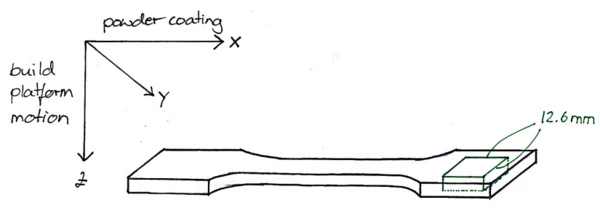
Mnoho výzkumníků prokázalo, že orientace vzorků v konstrukčním objemu má vliv na mechanické vlastnosti dílů vyrobených selektivním laserovým SpékáníSpékání je výrobní proces, při kterém se z keramického nebo kovového prášku vytváří mechanicky pevné těleso. spékáním (SLS). Orientace konstrukce se týká polohy dílu vzhledem k rovině nanášení prášku (xy) a pohybu konstrukční plošiny (z), Obrázek 1.
Velmi obecně lze říci, že díly, u nichž je zkušební směr vzorku rovnoběžný s rovinou xy sestavy (jak je vidět na obrázku 1), jsou pevnější než díly, u nichž je zkušební směr kolmý k rovině xy sestavy (nebo rovnoběžný s rovinou zy).
Vzhledem k této směrovosti mechanických vlastností se také různé další vlastnosti nejlépe hodnotí v různých směrech; zejména pokud se k dalšímu zlepšení vlastností použijí další plniva. Jednou z takových vlastností je tepelná vodivost (k). U dílů SLS se zvýšenou rychlostí přenosu tepla pro tepelný management by měla být také stanovena jako funkce různých orientací pomocí laserové analýzy (LFA).
Přidávání plniv do prášku SLS
Stejně jako při typickém zpracování polymerů je přidávání plniv volbou. Je tu však jeden velký rozdíl. Velikost plniva musí být velmi small - ve stejném měřítku jako u prášků - aby bylo možné při nanášení vrstvy vytvořit rovnoměrnou vrstvu. V případě prášků PA12 by to bylo přibližně 60 µm délky.
Pro vlákna jako plniva jsou v současné době k dispozici dvě možnosti. Jednou je prášek, který má vlákna již zabudovaná v částicích, a druhou je suché míchání vláken a prášku. První z nich vyžaduje nebo poskytuje ještě kratší vlákna než 60 µm, ale jejich orientace je uvnitř práškového lože náhodná. Suché míchání však vede k přednostní orientaci vláken ve směru nanášení prášku (běžně označovaném jako směr x). To lze pozorovat i u jiných plniv: např. vloček ve srovnání s kuličkami (viz obrázek 2 níže).
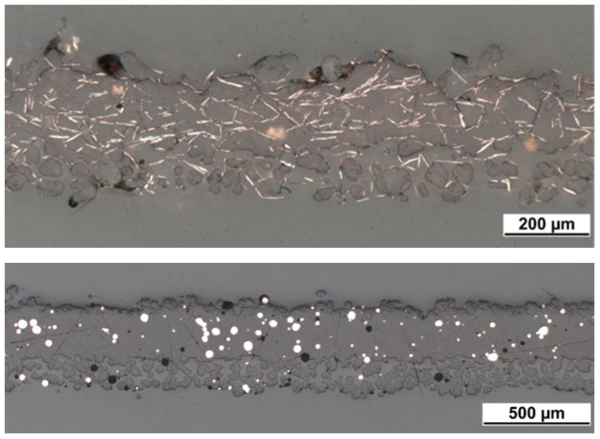
Tam, kde jsou vločky orientovány převážně v rovině xy, jsou kuličky jako izotropní plniva rovnoměrně rozloženy ve vrstvě. Proto je třeba věnovat zvláštní pozornost přípravě vzorků, aby bylo možné odhalit případné vlivy, které jsou důsledkem orientace při nanášení práškové barvy.
Jak připravit díly SLS pro analýzu laserovým zábleskem
Laserová metoda nebo metoda světelného záblesku se používá k měření tepelné difuzivity různých materiálů. Přední povrch rovinného vzorku se zahřívá světelným impulzem a výsledný nárůst teploty na zadní straně vzorku se zaznamenává jako funkce času. Čím vyšší je Tepelná difuzivitaTepelná difuzivita (a s jednotkou mm2/s) je specifická vlastnost materiálu, která charakterizuje nestacionární vedení tepla. Tato hodnota popisuje, jak rychle materiál reaguje na změnu teploty.tepelná difuzivita, tím rychleji vzrůstá teplota na zadní straně vzorku.
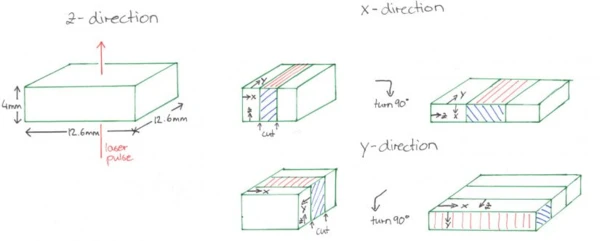
Na adrese NETZSCH Analyzing & Testing byly vzorky vyřezány na frézce pomocí boční frézy ze vzorků psí kosti ve třech různých směrech, aby bylo možné analyzovat působení povlaku na orientaci plniva, obr. 1. Pokud se při řezání používá chlazení medium, je třeba vzorky očistit.
Vzorky ve směru z lze měřit jako ve standardním držáku vzorků, zatímco vzorky ve směru x a y je třeba rozřezat na menší proužky, otočit je a měřit v novém uspořádání v držáku vzorků laminátu, obrázek 3.
Aby se zajistilo, že všechny proužky jsou rovinné a nejsou v nich mezery, odstraní se otřepy kolem okrajů vzorku brusným papírem. Protože se vzorky ve směru x a y skládají z jednotlivých proužků, je držák laminátových vzorků navržen tak, aby proužky fixoval ve správné poloze (obrázek 4).
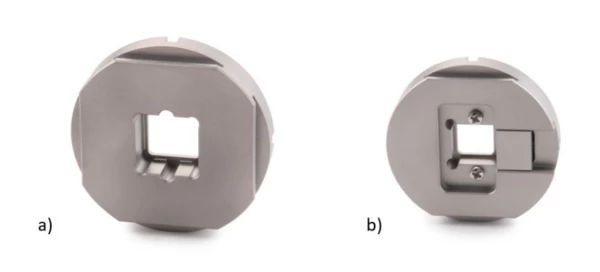
Tento konkrétní držák vzorku umožňuje měření jednoho konkrétního vzorku nejméně ve dvou různých směrech. Například je možné měřit vzorek ve směru z, pak jej rozřezat na proužky a měřit v jiném směru. Častějším důvodem však je, že vzorky lze připravit pouze v určitých rozměrech, což je často případ vzorků psích kostí nebo jiných tenčích dílů podobných deskám. V těchto případech je držák laminátových vzorků jedinou možností.
Směr x tedy označuje měření ve směru povlakovací operace zleva doprava nebo naopak; y je ve stejné rovině xy, ale ve směru kolmém na povlak zepředu dozadu a naopak; z je směr tloušťky vrstvy.
Rozměry vzorků ve směru x a y jsou tedy 12,6 × 12,6 × 2 mm3 a ve směru z 12,6 × 12,6 × 4 mm3 (pouze čistý vzorek PA12 má při tloušťce 4 mm tak nízkou tepelnou difuzivitu, a tedy příliš dlouhou dobu měření, že byl vzorek zbroušen na tloušťku 2,4 mm).
Další kroky přípravy jsou nezbytné pro všechny vzorky, jejichž povrchová struktura nebo stupeň průhlednosti by mohly mít vliv na odraz laserového paprsku.
Povrch vzorků ze SLS má ve srovnání s díly ze vstřikování drsnou strukturu, která je způsobena práškovou surovinou a procesem. Protože laserová záblesková analýza je optická metoda, která potřebuje eliminovat odraz, jsou vzorky opatřeny nástřikem tenké vrstvy grafitu, který má vysokou absorpční schopnost pro energetické impulsy LFA. Více informací o ideálním způsobu potahování vzorků naleznete v AN0066.
Takto připravené vzorky lze poté v těchto držácích vzorků vložit do zařízení LFA a testovat je. Postup měření a výsledky jsou vysvětleny v tomto článku!