
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
Miért kell a termofizikai tulajdonságokat különböző irányokban értékelni?
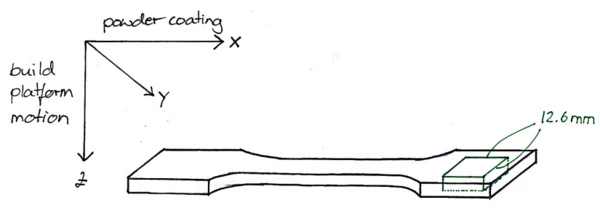
Számos kutató kimutatta, hogy a minták építési orientációja az építési térfogatban hatással van a szelektív lézersinterezéssel (SLS) előállított alkatrészek mechanikai tulajdonságaira. Az építési orientáció az alkatrésznek a porfelhordás síkjához (xy) és az építési platform mozgásához (z) viszonyított helyzetére utal, 1. ábra.
Nagyon általánosságban elmondható, hogy azok az alkatrészek, ahol a próbatest vizsgálati iránya párhuzamos a felépítés xy-síkjával (ahogy az 1. ábrán látható), erősebbek, mint azok, ahol a vizsgálati irány merőleges a felépítés xy-síkjára (vagy párhuzamos a zy-síkkal).
A mechanikai tulajdonságok ilyen irányúsága miatt a különböző egyéb tulajdonságok is különböző irányokban értékelhetők a legjobban; különösen akkor, ha a tulajdonságok további javítása érdekében további töltőanyagokat használnak. Az egyik ilyen tulajdonság a hővezető képesség (k). A hőkezelés érdekében megnövelt hőátadási sebességű SLS-alkatrészek esetében ezt is meg kell határozni a különböző irányok függvényében, lézeres villanáselemzéssel (LFA).
Töltőanyagok hozzáadása az SLS porhoz
Csakúgy, mint a tipikus polimerfeldolgozás során, a töltőanyagok hozzáadása is választás kérdése. Van azonban egy nagy különbség. A töltőanyag méretének nagyon nagynak kell lennie small - a porokkal azonos skálán -, hogy a bevonás során egyenletes réteg jöhessen létre. A PA12 porok esetében ez körülbelül 60 µm hosszúságú lenne.
A szálak mint töltőanyagok esetében jelenleg két lehetőség áll rendelkezésre. Az egyik a por, amelynél a szálak már be vannak építve a részecskékbe, a másik pedig a szálak és a por száraz keverése. Az első esetben 60 µm-nél is rövidebb szálakra van szükség, vagy még rövidebb szálakat kapunk, de az orientáció véletlenszerű a porágyon belül. A száraz keverés viszont a szálak preferenciális orientációját eredményezi a por felhordásának irányában (általánosan x-iránynak nevezve). Ez más töltőanyagok esetében is megfigyelhető: pl. pelyhek a gömbökhöz képest (lásd az alábbi 2. ábrát).
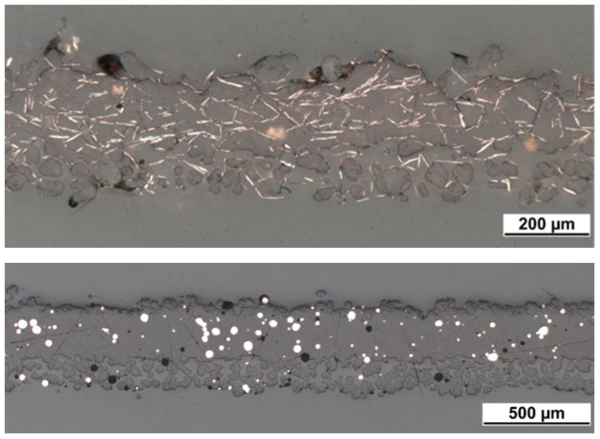
Ahol a pelyhek többnyire a xy-síkban orientálódnak, ott a gömbök mint izotróp töltőanyagok egyenletesen oszlanak el a rétegben. Ezért a minták előkészítése során különös gondossággal kell eljárni, hogy a porbevonás során a tájolásból eredő hatásokat ki lehessen mutatni.
Hogyan készítsük elő az SLS-alkatrészeket a lézeres villanáselemzéshez?
A lézeres vagy fényvillanásos módszerrel számos különböző anyag Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képességét mérik. Egy síkban párhuzamos minta elülső felületét fényimpulzussal melegítik, és a minta hátsó felületén az ebből eredő hőmérséklet-emelkedést az idő függvényében regisztrálják. Minél nagyobb a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség, annál gyorsabban éri el a hőmérséklet-emelkedés a hátsó felületet.
A NETZSCH Analízis és vizsgálat címen a mintákat egy marógépen oldalmaróval három különböző irányban vágták ki a kutyacsontmintákból, hogy a bevonatolás műveletét a töltőanyag orientációjára vonatkozóan elemezni lehessen, 1. ábra. Ha a vágás során hűtést használnak medium, a mintákat meg kell tisztítani.
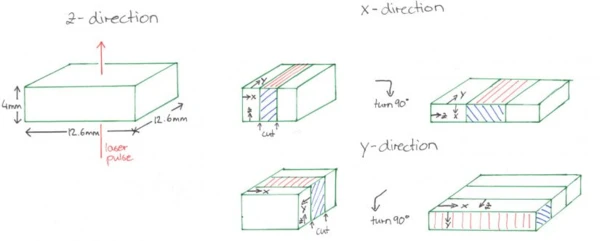
A z irányú mintákat a szabványos mintatartóhoz hasonlóan lehet mérni, míg az x- és y irányú mintákat kisebb csíkokra kell vágni, elforgatni és az új elrendezésben a laminált mintatartóban mérni, 3. ábra.
Annak biztosítása érdekében, hogy minden csík síkban legyen, és ne legyenek hézagok, a minta szélei körül csiszolópapírral eltávolítjuk a görcsöket. Mivel az x- és y-irányú minták különálló csíkokból állnak, a laminált mintatartót úgy tervezték, hogy a csíkokat a helyükön rögzítse, 4. ábra.
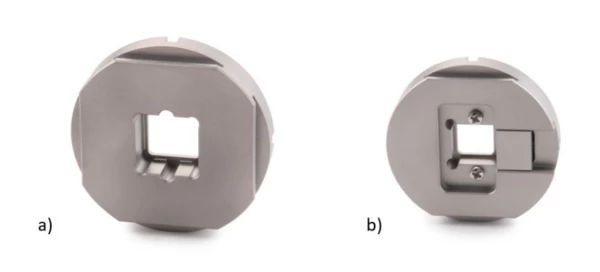
Ez a különleges mintatartó lehetővé teszi egy adott minta mérését legalább két különböző irányban. Például mérhetjük a mintát z irányban, majd csíkokra vágva egy másik irányban mérhetjük. A gyakoribb ok azonban az, hogy a minták csak meghatározott méretekben készíthetők el, ami gyakran előfordul a kutyacsontminták vagy más vékonyabb lemezszerű alkatrészek esetében. Ezekben az esetekben a laminált mintatartó az egyetlen lehetőség.
Az x irány tehát a bevonat művelet irányában balról jobbra vagy fordítva a mérést jelöli; az y ugyanabban az xy-síkban, de a bevonatra merőleges irányban elölről hátrafelé és fordítva; a z a réteg vastagság iránya.
A minták méretei x- és y-irányban tehát 12,6×12,6×2 mm3, z-irányban pedig 12,6×12,6×4 mm3 (csak a tiszta PA12 mintának olyan alacsony a hődiffúziós képessége és így túl hosszú a mérés időtartama 4 mm vastagsággal, hogy a mintát 2,4 mm vastagságúra csiszoltuk).
A következő előkészítési lépések minden olyan minta esetében szükségesek, amelynek felületi textúrája vagy átlátszósági foka hatással lehet a lézersugár visszaverődésére.
Az SLS-minták felülete a por alapanyag és az eljárás miatt durva textúrájú a fröccsöntéses alkatrészekhez képest. Mivel a lézeres villanáselemzés egy optikai módszer, amelynek ki kell küszöbölnie a visszaverődést, a mintákat vékony grafitréteggel szórják be, amely nagy abszorpciós képességgel rendelkezik az LFA energiaimpulzus számára. A minták bevonásának ideális módjáról bővebben az AN0066 dokumentumban olvashat.
Az így előkészített mintákat ezután ezekben a mintatartókban be lehet tölteni az LFA-készülékbe, és meg lehet vizsgálni. A mérési eljárást és az eredményeket ebben a cikkben ismertetjük!