
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
열물리학적 특성을 다양한 방향에서 평가해야 하는 이유
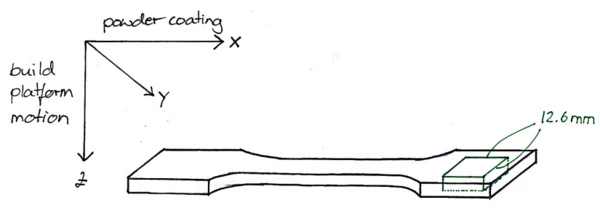
많은 연구자들은 제작 볼륨에서 샘플의 제작 방향이 선택적 레이저 소결(SLS) 부품의 기계적 특성에 영향을 미친다는 사실을 밝혀냈습니다. 제작 방향은 파우더 도포 평면(xy)과 제작 플랫폼의 움직임(z)에 대한 부품의 위치를 나타냅니다(그림 1).
일반적으로 시편의 테스트 방향이 빌드의 xy 평면과 평행한 부분(그림 1 참조)은 테스트 방향이 빌드의 xy 평면에 수직인 부분(또는 zy 평면에 평행한 부분)보다 더 강하다고 할 수 있습니다.
이러한 기계적 특성의 방향성 때문에 다양한 다른 특성도 다른 방향에서 가장 잘 평가되며, 특히 특성을 더욱 향상시키기 위해 추가 필러를 사용할 때 더욱 그렇습니다. 이러한 특성 중 하나가 열전도율(k)입니다. 열 관리를 위해 열 전달 속도를 높인 SLS 부품의 경우 레이저 플래시 분석(LFA)을 사용하여 다양한 방향의 함수에 따라 열전도율도 결정해야 합니다.
SLS 파우더에 필러 추가
일반적인 폴리머 가공과 마찬가지로 필러를 추가하는 것은 선택 사항입니다. 하지만 한 가지 큰 차이점이 있습니다. 필러의 크기가 파우더와 같은 크기( small )여야 코팅 시 균일한 층을 형성할 수 있습니다. PA12 파우더의 경우 약 60µm 길이입니다.
필러로 사용되는 섬유의 경우 현재 두 가지 옵션이 있습니다. 하나는 섬유가 이미 입자에 통합된 파우더이고 다른 하나는 섬유와 파우더를 건조 혼합하는 것입니다. 첫 번째 방법은 60µm보다 더 짧은 섬유를 필요로 하거나 생산할 수 있지만, 파우더 베드 내부의 방향이 무작위입니다. 그러나 건식 혼합은 파우더 도포 방향(일반적으로 X 방향으로 표시됨)으로 섬유의 우선적인 배향을 초래합니다. 이는 다른 필러(예: 구형과 비교한 플레이크)에서도 관찰할 수 있습니다(아래 그림 2 참조).
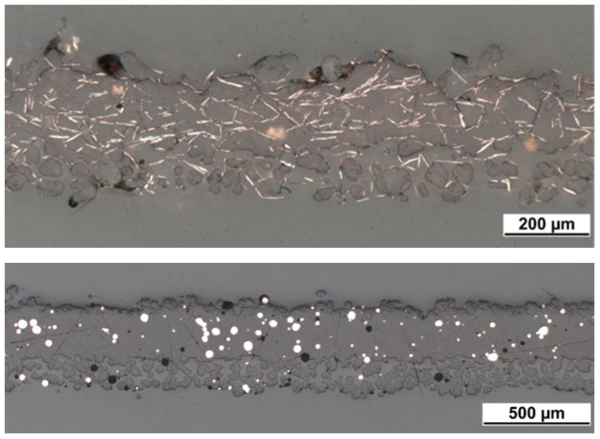
플레이크가 대부분 xy 평면에 배향된 경우, 등방성 필러인 구는 층 내에 고르게 분포됩니다. 따라서 파우더 코팅 중 배향으로 인한 효과를 감지할 수 있도록 샘플을 준비하는 동안 특별한 주의를 기울여야 합니다.
레이저 플래시 분석을 위해 SLS 부품을 준비하는 방법
레이저 또는 광 플래시 방법은 다양한 재료의 열 확산도를 측정하는 데 사용됩니다. 평면에 평행한 시료의 앞면이 광 펄스에 의해 가열되고 그 결과 시료의 뒷면에서 온도 상승이 시간의 함수로 기록됩니다. 열 확산도가 높을수록 온도 상승이 뒷면에 더 빨리 도달합니다.
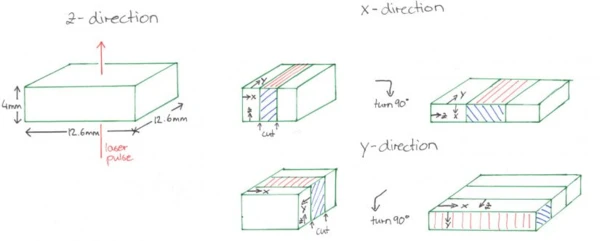
NETZSCH 분석 및 테스트에서는 필러 방향에 대한 코팅 작업을 분석할 수 있도록 개뼈 시료에서 사이드 밀링 커터를 사용하여 밀링 머신에서 세 가지 방향으로 샘플을 절단했습니다(그림 1). 절단 중에 냉각기( medium )를 사용하는 경우 샘플을 세척해야 합니다.
Z 방향의 시료는 표준 시료 홀더에서와 같이 측정할 수 있지만, x 및 y 방향의 시료는 더 작은 스트립으로 절단하고 라미네이트 시료 홀더의 새로운 배열로 돌려서 측정해야 합니다(그림 3).
모든 스트립이 평평하고 틈이 없는지 확인하기 위해 사포로 샘플 가장자리 주변의 거친 부분을 제거합니다. X 및 Y 방향의 샘플은 개별 스트립으로 구성되므로 라미네이트 샘플 홀더는 스트립을 제자리에 고정하도록 설계되었습니다(그림 4).
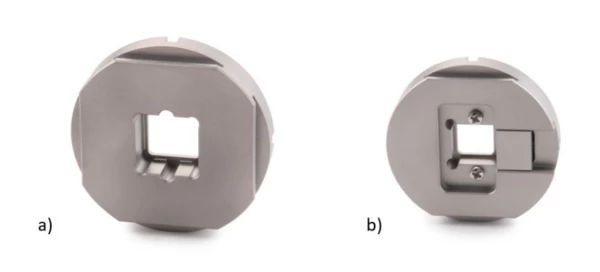
이 특정 샘플 홀더를 사용하면 하나의 특정 샘플을 최소 두 가지 방향으로 측정할 수 있습니다. 예를 들어, 샘플을 z 방향으로 측정한 다음 스트립으로 잘라 다른 방향으로 측정할 수 있습니다. 그러나 더 일반적인 이유는 시료가 특정 치수로만 준비될 수 있기 때문인데, 이는 종종 개뼈 시료나 기타 얇은 판과 같은 부품의 경우입니다. 이러한 경우 라미네이트 샘플 홀더가 유일한 옵션입니다.
따라서 x 방향은 왼쪽에서 오른쪽으로 또는 그 반대로 코팅 작업 방향의 측정을 나타내고, y는 동일한 xy 평면에 있지만 코팅에 수직인 방향으로 앞뒤로 또는 그 반대로, z는 층의 두께 방향입니다.
따라서 샘플의 x 및 y 방향 치수는 12.6×12.6×2 mm3, z 방향 치수는 12.6×12.6×4 mm3입니다 (깔끔한 PA12 샘플만 열 확산도가 낮아서 두께 4mm로 측정 시간이 너무 길어서 샘플을 2.4mm 두께로 연마했습니다).
다음 준비 단계는 표면 질감이나 투명도가 레이저 빔의 반사에 영향을 미칠 수 있는 모든 샘플에 필요합니다.
SLS 샘플의 표면은 분말 원료와 공정으로 인해 사출 성형 부품에 비해 거친 질감을 가지고 있습니다. 레이저 플래시 분석은 반사를 제거해야 하는 광학 방법이기 때문에 샘플은 LFA의 에너지 펄스에 대한 흡수율이 높은 얇은 흑연 층으로 스프레이 코팅됩니다. 이상적인 시료 코팅 방법에 대한 자세한 내용은 AN0066에서 확인하세요.
이렇게 준비된 시료는 이 시료 홀더에 넣어 LFA 장치에 로드하고 테스트할 수 있습니다. 이 문서에서 측정 절차와 결과를 설명합니다!