28.06.2021 by Dr. Natalie Rudolph, Fabia Beckstein, Patrick Schütz
열 확산도가 SLS 공정에서 빌드 온도에 미치는 영향
구리 구 및 플레이크와 같은 폴리머 파우더의 전도성 필러는 적층 제조 공정에 영향을 미칩니다. 레이저 플래시 분석을 통해 최고 품질의 부품을 인쇄하기 위한 공정 설정을 결정하는 방법을 알아보세요.
이전 기사에서는 PA12 분말에 전도성 필러를 추가하고 선택적 레이저 소결(SLS) 공정으로 열 관리를 위한 복합 부품을 만드는 동기를 설명한 바 있습니다. 또한 결과물의 품질에 중요한 역할을 하는 샘플 준비의 여러 단계에 대해서도 설명했습니다.
다양한 파우더 혼합물에 대한 다양한 인쇄 온도
샘플은 에를랑겐-뉘른베르크 대학교 고분자 기술 연구소(LKT)의 연구원들이 연구[1]의 일환으로 준비했습니다. 연구진은 다양한 함량의 구리 구와 플레이크의 다양한 혼합물을 사용했습니다: 5% 및 10%의 구리 구와 5%의 구리 플레이크. 필러로 인한 공정 거동의 변화를 감지하기 위해 모든 재료에 대해 0.043 J/mm2의 에너지 밀도를 일정하게 유지했습니다. PA12/Cu 구체 분말의 경우 167°C의 제작 온도가 실험적으로 결정되었습니다. PA12/Cu 플레이크 혼합물의 경우, 제작 온도를 173°C로 높여야 했습니다. 높은 열전도율과 낮은 비열 용량이 그 이유일 수 있다고 가정했습니다. 따라서 다음 분석을 통해 이러한 효과를 자세히 조사할 수 있습니다.
열 확산도 분석 방법
NETZSCH 분석 및 테스트에서 LFA 467 Hyperflash 을 사용하여 깔끔한 PA12 재료와 비교하여 구리 입자가 있는 PA12 분말의 다양한 혼합물의 열확산도를 측정했습니다.
짧은 광 펄스가 시료의 바닥 표면을 가열하고 적외선 감지기를 사용하여 시간에 따른 후면 표면의 온도 상승을 측정합니다.
시료 온도가 안정화되고 플래시 램프가 몇 분 동안 여러 번 발사된 후 각 온도 단계마다 이 과정을 반복합니다.
시료의 준비는 매우 중요하며 여기에 자세히 설명되어 있습니다.
샘플을 로드한 후 다음 표에 요약된 조건을 사용하여 측정을 시작합니다:
표 1: 측정 조건
| 샘플 홀더 | Z 방향: 12.7 mm 정사각형 X 및 Y 방향: 라미네이트 시료 홀더 12.7 mm |
| 대기 | N2 |
| 가스 흐름 | 100 ml/min |
| 온도 측정 포인트 | 25, 40, 60, 80, 100, 120, 140, 160, 168, 180°C |
구리 구가 열 확산도에 미치는 영향
NETZSCH Proteus® 소프트웨어는 측정된 데이터에 적합한 모델을 자동으로 적용하여 반감기를 계산할 수 있도록 합니다(그림 1).
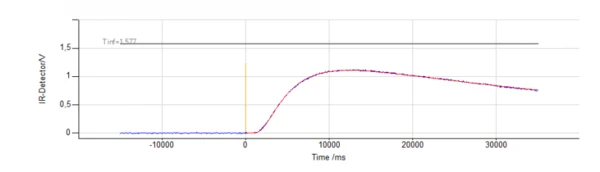
그림 2는 PA12/구리 구 혼합물과 비교하여 깔끔한 PA12의 온도 및 샘플 방향에 따라 분석된 열 확산도를 보여줍니다.
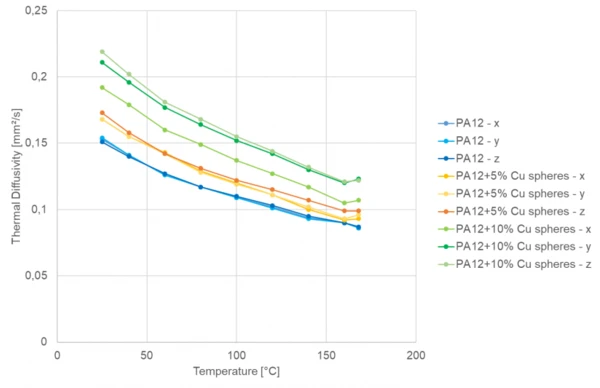
예상대로 깔끔한 PA12 샘플은 방향성이 없고 열확산도 값이 가장 낮습니다. 용융 온도까지 온도가 상승함에 따라 일반적으로 감소하는 모습을 보입니다.
5 vol% Cu 구가 포함된 샘플은 깔끔한 PA12보다 열확산도가 약간 더 높은 값을 보였고, 10 vol% Cu 구가 포함된 샘플은 세 가지 재료 중 가장 높은 값을 보였습니다. 이는 절연 매트릭스에 비해 구리의 열 확산도가 더 높기 때문입니다. 대부분의 샘플에서 구의 등방성 특성으로 인해 방향성이 관찰되지 않습니다. 그러나 두께 방향 z에 10 vol% Cu 구가 있는 샘플의 경우 열 확산도가 다른 두 방향에 비해 약간 낮습니다. 이는 Lanzl 등이 측정한 이 샘플의 높은 다공성과 관련이 있을 수 있습니다[1]. LFA 결과는 xy 평면의 층 내보다 z 방향의 층 사이에서 더 높은 다공성을 나타냅니다.
구리 플레이크가 열 확산도에 미치는 영향
그림 3과 같이 구리 플레이크의 경우, 모든 샘플의 열 확산도 측정값과 세 방향의 플레이크의 열 확산도 측정값을 비교한 결과 다른 동작이 관찰됩니다.
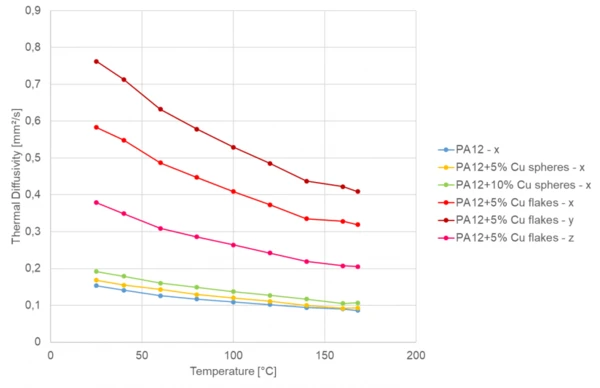
플레이크는 구와 깔끔한 PA12가 포함된 다른 혼합물보다 열확산도가 훨씬 높은 값을 보여줍니다. 필러의 2D 특성에 따라 높은 수준의 이방성이 예상됩니다. 가장 높은 열 확산도는 y 방향에서 측정되고 그다음으로 x 방향에서 측정됩니다. 가장 낮은 값은 z 방향의 레이어 두께를 통해 달성됩니다. 이는 파우더 도포 공정으로 인해 xy 평면에서 더 높은 선호 방향을 나타낼 수 있습니다.
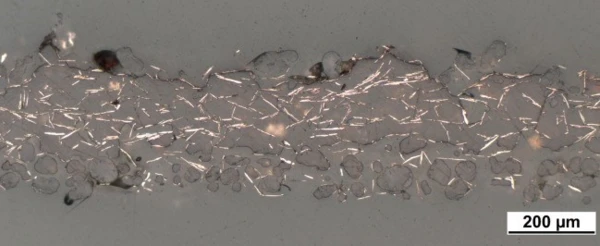
그림 4는 Lanzl 등[1]이 보고한 PA12/Cu 플레이크 혼합물의 단일 층 단면을 현미경으로 촬영한 이미지입니다. 이 이미지는 입자가 서로 닿아 있으므로 재료의 전체 열 저항(또는 여기서는 단면)을 최소화해야 함을 보여줍니다. 대부분의 필러는 수평 방향으로 배치되어 있으며, 이는 xy 평면에 해당합니다. 그러나 일부 플레이크는 비스듬히 기울어져 있어 다른 모든 샘플에 비해 z 방향의 열 확산도가 더 높다는 것을 알 수 있습니다.
열 확산도 측정은 추가적인 광학 이미징 없이도 필러의 방향과 서로에 대한 근접성에 대한 중요한 통찰력을 제공합니다.
열전도율을 결정하는 방법
추가 분석 또는 시뮬레이션을 위해서는 열 확산도인 a 외에도 열 전도도인 l이 필요합니다. 열전도율을 계산하려면 비열 용량인비열 용량(cp)열용량은 시료에 공급된 열량을 결과 온도 상승으로 나눈 물질별 물리량으로, 시료에 공급된 열량에 의해 결정됩니다. 비열 용량은 시료의 단위 질량과 관련이 있습니다.cp와 밀도인 r이 필요합니다:
λ(T)=a(T)∙비열 용량(cp)열용량은 시료에 공급된 열량을 결과 온도 상승으로 나눈 물질별 물리량으로, 시료에 공급된 열량에 의해 결정됩니다. 비열 용량은 시료의 단위 질량과 관련이 있습니다.cp(T)∙ρ(T)
열 확산률과 비열 용량은 모두 온도 함수로 측정됩니다. 열확산도와 비열용량의 측정및 결과는 여기에 설명되어 있습니다. 그러나 밀도는 조사된 온도 범위에 대한 열팽창 계수뿐만 아니라 실온에서의 밀도를 다시 사용해야 합니다:
ρ(T)=ρRT∙αv(T)
상온에서의 밀도는 물로 부력-부양법으로 측정하고, 열팽창 계수인 α는 열기계 분석기(TMA)로 측정하는데, 이는 이후 기사에서 설명합니다. 팽창 계수는 방향에 따라 달라지며 다음과 같이 계산됩니다
αv = (αx + αy + αz)/3
높은 구리 함량 = 높은 열 전도성
계산된 결과 열전도도 값은 그림 6에 다양한 재료와 혼합물에 대한 온도 함수로 표시되어 있습니다.
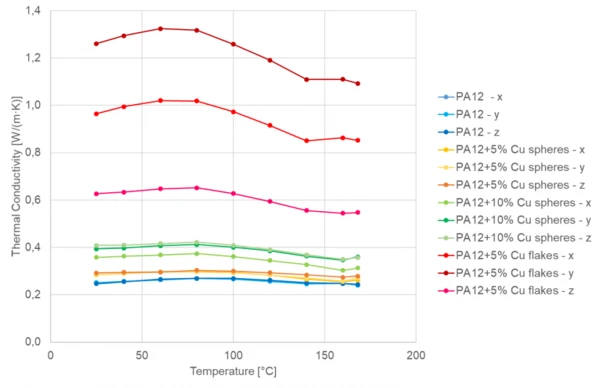
열 확산도에서 볼 수 있는 것과 동일한 추세가 관찰됩니다:
- 구리 함량이 증가함에 따라 열전도도가 증가합니다.
- 구리 구체는 주로 등방성 거동을 보입니다. 값의 차이는 샘플의 다공성과 관련이 있습니다.
- 구리 플레이크는 필러가 부분적으로 접촉하여 복합 재료의 전도성 저항을 감소시키면서 열전도율이 가장 높게 증가합니다.
- 구리 플레이크는 2D 기하학적 구조와 분말 도포 공정으로 인해 이방성 거동을 보입니다.
그러나 저온에서 약간의 곡률뿐만 아니라 온도 의존성이 감소하는 것은비열 용량(cp)열용량은 시료에 공급된 열량을 결과 온도 상승으로 나눈 물질별 물리량으로, 시료에 공급된 열량에 의해 결정됩니다. 비열 용량은 시료의 단위 질량과 관련이 있습니다.cp 값의 온도 의존성과 관련이 있습니다.
분석 결과를 기반으로 프로세스 설정 최적화
이러한 전도성 필러를 열 관리에 적용하려면 코팅 공정 및 필러 형상으로 인한 이방성을 고려하여 3D 프린팅된 부품의 방향을 조정하는 것이 중요합니다.
공정 설정, 특히 제작 온도와 관련하여 플레이크 혼합물은 구형 혼합물보다 6°C 높은 173°C의 제작 온도에서 처리해야 하는 것으로 관찰되었습니다. 열전도율이 높고 비열이 낮을수록 화합물의 열 저장 능력이 감소하고 열을 더 잘 방출할 수 있습니다. 특히 Cu 플레이크로 가장 높은 전도도를 얻은 xy 평면에서는 레이저에서 입력되는 에너지가 더 빠르게 분산되어 온도가 낮아질 것으로 예상할 수 있습니다. 따라서 제작 온도를 높이면 이 효과가 상쇄됩니다.
다양한 필러 모양이 에너지 입력에 미치는 영향을 더 잘 이해하기 위해 Lanzl 등은 단일 층의 두께를 분석했습니다. 그 결과 Cu 플레이크가 포함된 혼합물의 층 두께가 상당히 얇다는 것을 발견했습니다. 연구진은 이를 두께 방향에 비해 xy 평면의 열전도도가 증가하고 레이저의 난반사가 증가하여 에너지 입력이 낮아졌기 때문이라고 설명했습니다. 이 추가 분석은 SLS 공정의 모든 측면과 가장 적합한 공정 설정에 대한 열 확산도와 전도도의 변화를 이해하는 것이 중요하다는 점을 강조합니다.
한국고분자기술연구원 (LKT) 소개
폴리머 기술 연구소는 에를랑겐-뉘른베르크 프리드리히 알렉산더 대학교의 학술 연구 기관입니다. 적층 제조 연구, 특히 SLS 분야의 선두주자 중 하나입니다. 다른 주요 연구 분야로는 경량 설계 및 FRP, 재료 및 가공, 접합 기술 및 마찰학 등이 있습니다. 이 연구소는 이러한 연구 분야 외에도 충전재 컴파운딩, 가공 및 응용 시뮬레이션, 방사선 가교 열가소성 플라스틱, 부드러운 가공 등과 같은 학제 간 주제에 대해서도 연구하고 있습니다.
출처
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., 구리 충전 폴리아미드 12의 선택적 레이저 소결: 분말 특성 및 공정 거동의 특성화, Polymer Composites, 1801-1809페이지, 2019년: 구리 충전 폴리아미드 12의 선택적 레이저 소결: 분말 특성 및 공정 거동의 특성화 - Lanzl - 2019 - Polymer Composites - Wiley 온라인 라이브러리