28.06.2021 by Dr. Natalie Rudolph, Fabia Beckstein, Patrick Schütz
Miten lämpöhajoavuus vaikuttaa SLS-prosessin rakentamislämpötilaan?
Polymeerijauheessa olevat johtavat täyteaineet, kuten kuparipallot ja -hiutaleet, vaikuttavat Additive Manufacturing -prosesseihin. Tutustu siihen, miten laserleimausanalyysin avulla voidaan määrittää prosessiasetukset korkealaatuisimpien osien tulostamiseksi.
Aiemmassa artikkelissa selitimme, miksi PA12-jauheisiin on voitu lisätä johtavia täyteaineita ja luoda monimutkaisia lämmönhallintakomponentteja valikoivalla lasersintrausprosessilla (SLS). Kerroimme myös näytteen valmistuksen eri vaiheista, jotka ovat ratkaisevia tulosten laadun kannalta.
Erilaiset tulostuslämpötilat eri jauheseoksille
Näytteet valmistettiin osana tutkimusta [1], jonka tutkijat tekivät Erlangen-Nürnbergin yliopiston polymeeriteknologian instituutissa (LKT). He käyttivät erilaisia sekoituksia kuparipalloja ja -hiutaleita eri pitoisuuksina: 5 ja 10 tilavuusprosenttia kuparipalloja ja 5 tilavuusprosenttia kuparihiutaleita. Energiatiheys 0,043 J/mm2 pidettiin vakiona kaikille materiaaleille, jotta voitiin havaita mahdolliset täyteaineista johtuvat muutokset prosessin käyttäytymisessä. PA12/Cu-pallojauheelle määritettiin kokeellisesti 167 °C:n valmistuslämpötila. PA12/Cu-hiutaleseoksen rakentamislämpötila oli nostettava 173 °C:een. Oletettiin, että korkeampi LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus ja pienempi ominaislämpökapasiteetti voisivat olla syynä tähän. Siksi näitä vaikutuksia voidaan tutkia yksityiskohtaisesti seuraavan analyysin avulla.
Miten analysoida lämpödiffuusiokykyä
Osoitteessa NETZSCH Analyzing & Testing käytettiin LFA 467 Hyperflash -laitetta, jolla mitattiin näiden eri PA12-jauheen ja kuparihiukkasten seosten lämpödiffuusiokykyä verrattuna puhtaaseen PA12-materiaaliin.
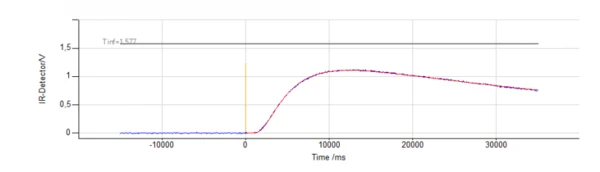
Lyhyt valopulssi lämmittää näytteen alapintaa ja takapinnan lämpötilan nousu mitataan ajan funktiona IR-ilmaisimella.
Tämä toistetaan jokaisen lämpötilavaiheen osalta sen jälkeen, kun näytteen lämpötila on vakiintunut, ja salamalamppu sytytetään myös useita kertoja minuuttien aikana.
Näytteiden valmistelu on erittäin tärkeää, ja se selitetään tässä yksityiskohtaisesti.
Kun näytteet on ladattu, mittaus aloitetaan käyttäen seuraavassa taulukossa esitettyjä olosuhteita:
Taulukko 1: Mittausolosuhteet
| Näytteenpidin | Z-suunta: 12.7 mm neliö x- ja y-suunnassa: laminaattinäytteen pidike 12,7 mm |
| Ilmakehä | N2 |
| Kaasuvirtaus | 100 ml/min |
| Lämpötilan mittauspisteet | 25, 40, 60, 80, 100, 120, 140, 160, 168, 180°C |
Miten kuparipallot vaikuttavat lämpödiffuusiokykyyn
NETZSCH Proteus® -ohjelmisto sovittaa automaattisesti sopivan mallin mitattuihin tietoihin, jotta puoliintumisajat voidaan laskea, kuva 1.
Kuvassa 2 esitetään analysoitu lämpödiffuusiokyky lämpötilan ja näytteen suuntauksen funktiona puhtaalle PA12:lle verrattuna PA12:n ja kuparipalloseoksiin.
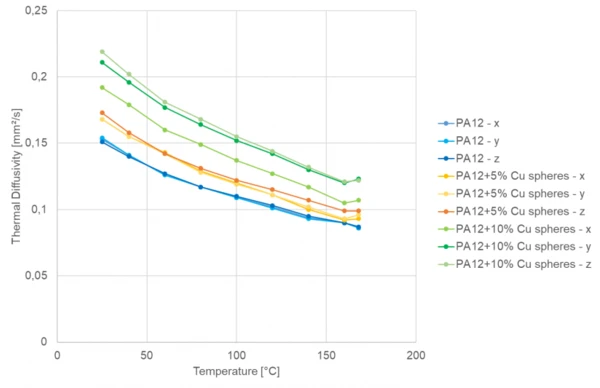
Odotetusti puhtaissa PA12-näytteissä ei ole suuntautuneisuutta, ja lämpödiffuusiokykyarvot ovat alhaisimmat. Niissä näkyy tyypillinen lasku lämpötilan noustessa sulamislämpötilaan asti.
Näytteet, joissa on 5 tilavuusprosenttia Cu-palloja, osoittavat hieman korkeampia lämpödiffuusiokyvyn arvoja kuin puhdas PA12, ja näytteet, joissa on 10 tilavuusprosenttia Cu-palloja, osoittavat kolmesta materiaalista korkeimmat arvot. Tämä johtuu kuparin suuremmasta lämpödiffuusiokyvystä verrattuna eristävään matriisiin. Useimmissa näytteissä ei ole havaittavissa suuntautuneisuutta, mikä johtuu pallojen isotrooppisista ominaisuuksista. Kuitenkin näytteessä, jossa on 10 tilavuusprosentin Cu-palloja paksuuden suunnassa z, lämpödiffuusiokyky on hieman pienempi kuin kahdessa muussa suunnassa. Tämä liittyy todennäköisesti näiden näytteiden suurempaan huokoisuuteen, jonka Lanzl et al. mittasivat [1]. LFA-tulokset osoittavat suurempaa huokoisuutta kerrosten välillä z-suunnassa kuin kerroksen sisällä xy-tasossa.
Miten kuparihiutaleet vaikuttavat lämpödiffuusiokykyyn
Kuparihiutaleilla havaitaan erilainen käyttäytyminen, kuten kuvassa 3 esitetään, jossa verrataan kaikkien näytteiden lämpödiffuusiomittauksia x-suunnassa ja hiutaleiden lämpödiffuusiomittauksia kaikissa kolmessa suunnassa.
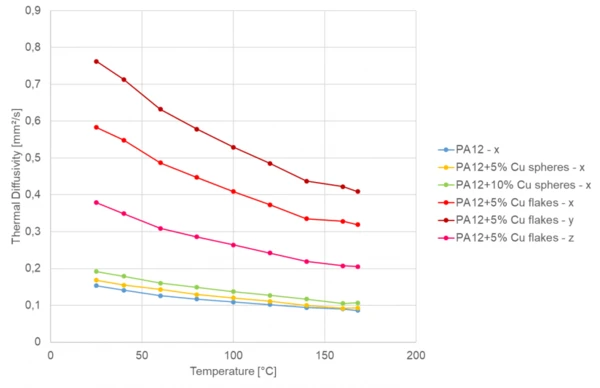
Hiutaleiden lämpödiffuusiokyky on paljon korkeampi kuin muiden palloseosten ja puhtaan PA12:n seosten. Suuri anisotrooppisuusaste on odotettavissa täyteaineen 2D-luonteen perusteella. Korkein lämpödiffuusiokyky mitataan y-suunnassa ja sen jälkeen x-suunnassa. Pienimmät arvot saavutetaan kerroksen paksuuden kautta z-suunnassa. Tämä viittaa korkeampaan preferenssiorientaatioon xy-tasossa, mikä johtuu todennäköisesti jauheen levitysprosessista.
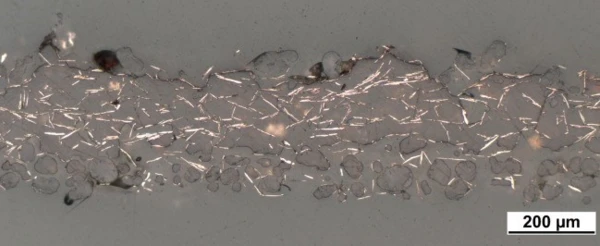
Kuvassa 4 on mikroskooppikuva yksittäisen PA12/Cu-hiutaleseoksen kerroksen poikkileikkauksesta, kuten Lanzl et al. raportoivat [1]. Kuvasta näkyy, että hiukkaset koskettavat toisiaan ja siksi materiaalin kokonaislämpövastus (tai tässä poikkileikkaus) pitäisi minimoida. Suurin osa täyteaineista on suuntautunut vaakasuoraan, mikä vastaa xy-tasoa. Voidaan kuitenkin nähdä, että jotkin hiutaleet ovat kallistuneet vinoon, mikä johtaa suurempaan lämpödiffuusiokykyyn z-suunnassa verrattuna kaikkiin muihin näytteisiin.
Lämpödiffuusiomittaukset antavat merkittävää tietoa sekä täyteaineiden suuntauksesta että niiden läheisyydestä toisiinsa nähden ilman ylimääräistä optista kuvausta.
Miten määritetään lämmönjohtavuus
Jatkoanalyysissä tai simuloinnissa tarvitaan lämpödiffuusiokyvyn a lisäksi lämmönjohtavuus l. Lämmönjohtavuuden laskemiseksi tarvitaan ominaislämpökapasiteettiOminaislämpökapasiteetti (cp)Lämpökapasiteetti on materiaalikohtainen fysikaalinen suure, joka määräytyy näytteeseen syötetyn lämmön määrän ja siitä aiheutuvan lämpötilan nousun perusteella. Ominaislämpökapasiteetti suhteutetaan näytteen massayksikköön.cp ja TiheysMassatiheys määritellään massan ja tilavuuden suhteena. tiheys r:
Sekä LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus että ominaislämpökapasiteetti mitataan lämpötilan funktiona. Tässä selitetään cp-mittaustenmittaus ja tulokset. TiheysMassatiheys määritellään massan ja tilavuuden suhteena. Tiheys edellyttää kuitenkin, että käytetään uudelleen huoneenlämpötilan tiheyttä sekä lämpölaajenemiskerrointa tutkittavalla lämpötila-alueella:
ρ(T)=ρRT∙αv(T)
TiheysMassatiheys määritellään massan ja tilavuuden suhteena. Tiheys huoneenlämpötilassa mitattiin kellunta-flotaatiomenetelmällä vedellä, lämpölaajenemiskerroin α mitattiin termomekaanisella analysaattorilla (TMA), joka selitetään myöhemmässä artikkelissa. Lämpölaajenemiskerroin on suunnasta riippuvainen ja lasketaan, se lasketaan seuraavasti
αv = (αx + αy + αz)/3
Korkeampi kuparipitoisuus = korkeampi lämmönjohtavuus
Tuloksena saadut laskennalliset lämmönjohtavuusarvot on esitetty kuvassa 6 eri materiaalien ja seosten lämpötilan funktiona.
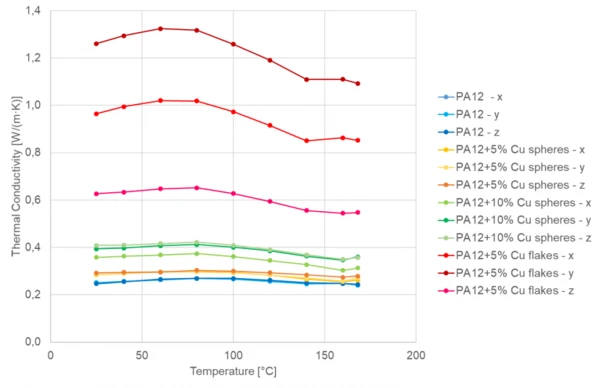
Havaitaan samat suuntaukset kuin lämpödiffuusiokyvyn osalta:
- Kuparipitoisuuden kasvaessa LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus kasvaa.
- Cu-pallot käyttäytyvät pääasiassa isotrooppisesti. Erot arvoissa liittyvät näytteiden huokoisuuteen.
- Kuparihiutaleissa LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus kasvaa eniten, koska täyteaineet koskettavat osittain ja vähentävät komposiittimateriaalin lämmönjohtavuutta.
- Kuparihiutaleet osoittavat anisotrooppista käyttäytymistä johtuen niiden 2D-geometriasta ja jauheen levitysprosessista.
Vähentynyt lämpötilariippuvuus sekä vähäinen kaarevuus alhaisissa lämpötiloissa liittyvät kuitenkin Ominaislämpökapasiteetti (cp)Lämpökapasiteetti on materiaalikohtainen fysikaalinen suure, joka määräytyy näytteeseen syötetyn lämmön määrän ja siitä aiheutuvan lämpötilan nousun perusteella. Ominaislämpökapasiteetti suhteutetaan näytteen massayksikköön.cp-arvojen lämpötilariippuvuuteen.
Prosessiasetusten optimointi analyysitulosten perusteella
Jotta tällaisia johtavia täyteaineita voitaisiin käyttää lämmönhallinnassa, on tärkeää säätää 3D-tulostettujen osien suuntausta, jotta voidaan ottaa huomioon pinnoitusprosessista ja täyteaineen geometriasta johtuva anisotropia.
Prosessiasetusten ja erityisesti valmistuslämpötilan osalta havaittiin, että hiutaleiden seos oli käsiteltävä 173 °C:n valmistuslämpötilassa, joka oli 6 °C korkeampi kuin palloja sisältävien seosten valmistuslämpötila. Suurempi LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus ja pienempi ominaislämpö johtavat molemmat siihen, että lämmön varastointikyky seokseen vähenee ja lämpö purkautuu paremmin. Erityisesti xy-tasossa, jossa Cu-hiutaleiden kanssa saavutettiin korkeimmat lämmönjohtavuudet, on odotettavissa, että laserin syöttämä energia jakautuu nopeammin, mikä johtaa alhaisempaan lämpötilaan. Näin ollen rakentamislämpötilan nostaminen kumoaa tämän vaikutuksen.
Ymmärtääkseen paremmin erilaisten täyteaineiden muotojen vaikutusta energian syöttöön Lanzl et al. analysoivat yksittäisen kerroksen paksuutta. Havaittiin, että Cu-hiutaleita sisältävän seoksen kerrospaksuus on huomattavasti ohuempi. Tutkijat selittivät tämän lisääntyneellä lämmönjohtavuudella xy-tasossa paksuuden suuntaan verrattuna ja myös lisääntyneellä laserin hajuheijastuksella, joka johtaa pienempään energian syöttöön. Tämä lisäanalyysi korostaa, kuinka tärkeää on ymmärtää lämpödiffuusiokyvyn ja lämmönjohtavuuden muutokset SLS-prosessin kaikkien osa-alueiden ja sopivimpien prosessiasetusten kannalta.
Tietoja Polymeeriteknologian instituutista (LKT)
Polymeeriteknologian instituutti on Erlangen-Nürnbergin Friedrich-Alexander-yliopiston akateeminen tutkimuslaitos. Se on yksi johtavista laitoksista additiivisen valmistuksen, erityisesti SLS:n, tutkimuksessa. Muita päätutkimusalueita ovat kevytrakenteiden suunnittelu ja lujitemuovit, materiaalit ja prosessointi, liitostekniikka ja tribologia. Näiden tutkimuspainopisteiden lisäksi instituutti työskentelee myös poikkitieteellisten aiheiden parissa, kuten täyteaineiden sekoittaminen, prosessoinnin ja sovellusten simulointi, säteilyllä silloitetut kestomuovit, hellävarainen prosessointi ja monet muut.
Lähteet
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019: Kuparitäytteisen polyamidin 12 valikoiva lasersintraus: jauheen ominaisuuksien ja prosessikäyttäytymisen karakterisointi - Lanzl - 2019 - Polymer Composites - Wiley Online Library