28.06.2021 by Dr. Natalie Rudolph, Fabia Beckstein, Patrick Schütz
熱拡散率がSLSプロセスの造形温度に与える影響
銅球やフレークのようなポリマー粉末中の導電性フィラーは、積層造形プロセスに影響を与えます。レーザーフラッシュ解析により、最高品質のパーツをプリントするためのプロセス設定を決定する方法をご覧ください。
前回の記事では、PA12粉末に導電性フィラーを添加し、選択的レーザー焼結(SLS)プロセスで熱管理用の複雑なコンポーネントを作成する動機について説明した。また、試料調製のさまざまなステップについても説明しました。
混合粉末の違いによる印刷温度の違い
この試料は、エアランゲン・ニュルンベルク大学ポリマー技術研究所(LKT)の研究者たちによる研究[1]の一環として調製された。研究者たちは、銅球と銅フレークをさまざまな含有率で混合したものを使用した:銅球は5vol%と10vol%、銅フレークは5vol%である。エネルギー密度0.043J/mm2は、フィラーによるプロセス挙動の変化を検出するため、すべての材料で一定に保たれた。PA12/銅球状粉末では、167℃のビルド温度が実験的に決定された。PA12/銅フレーク混合物では、ビルド温度を173℃まで上げる必要があった。より高い熱伝導率とより低い比熱容量が原因であると推測された。そのため、以下の解析でこれらの影響を詳しく調べることができる。
熱拡散率の分析方法
NETZSCH Analyzing & Testing社では、LFA467Hyperflash を使用して、PA12粉末と銅粒子の混合物の熱拡散率を測定しました。
短い光パルスで試料の下面を加熱し、IR検出器を用いて裏面の温度上昇を時間の関数として測定する。
試料温度が安定した後、各温度ステップでこれを繰り返し、フラッシュランプも数分間にわたって数回発光させる。
試料の準備は非常に重要であり、ここで詳しく説明する。
試料をセットした後、以下の表にまとめた条件で測定を開始する:
表1:測定条件
| 試料ホルダー | Z方向: 12.7mm角 x、y方向:ラミネート試料ホルダー12.7mm |
| 測定雰囲気 | N2 |
| ガス流量 | 100ml/分 |
| 温度測定点 | 25, 40, 60, 80, 100, 120, 140, 160, 168, 180°C |
銅球が熱拡散率に与える影響
NETZSCH Proteus® ソフトウェアは、自動的に適切なモデルを測定データに当てはめ、ハーフタイムの計算を可能にする(図1)。
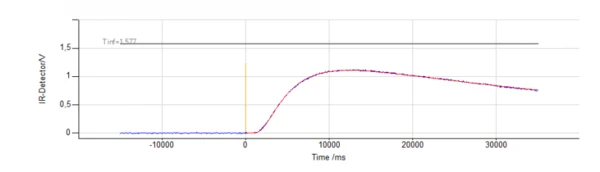
図2は、PA12/銅球混合物と比較した、PA12の温度と試料の向きの関数としての熱拡散率を示している。
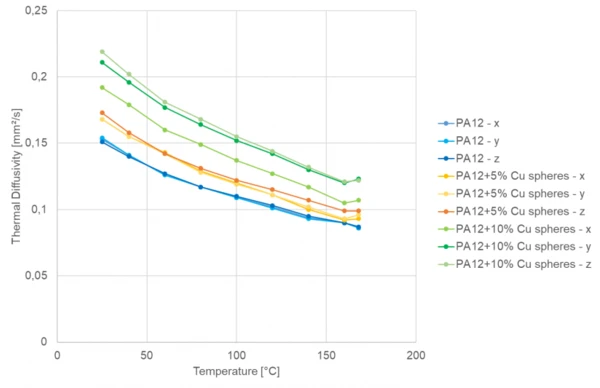
予想されたように、ニートのPA12試料は方向性を示さず、熱拡散率は最も低い値であった。一般的な熱拡散率は、融解温度まで温度の上昇とともに減少する。
5vol%のCu球を用いた試料は、未処理のPA12よりもわずかに高い熱拡散率を示し、10vol%のCu球を用いた試料は、3つの材料の中で最も高い値を示した。これは、絶縁マトリックスに比べて銅の熱拡散率が高いためである。ほとんどの試料では、球体の等方性のため方向性は観察されませんでした。しかし、厚さ方向zに10vol%のCu球を配置した試料では、熱拡散率が他の2方向よりもわずかに低くなっています。これは、Lanzlら[1]によって測定された、これらの試料の高い気孔率に関係していると考えられます。LFAの結果は、xy面の層内よりもz方向の層間の方が気孔率が高いことを示している。
銅フレークが熱拡散率に与える影響
図3では、すべての試料のx方向とフレークの3方向の熱拡散率を比較しています。
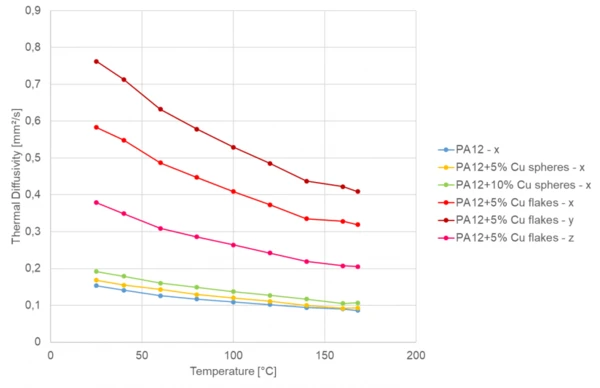
フレークの熱拡散率は、球との他の混合物や未処理のPA12よりもはるかに高い値を示した。この高い異方性は、フィラーの2次元的特性から予想される。熱拡散率はy方向が最も高く、次いでx方向であった。最も低い値は、z方向の層の厚さを通じて達成される。これは、xy平面に高い優先配向性があることを示しており、粉末塗布プロセスによるものと考えられる。
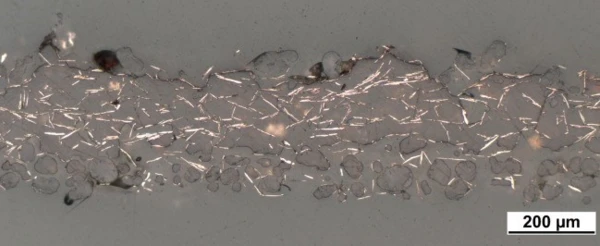
図4は、Lanzlら[1]が報告したPA12/Cuフレーク混合物の単層断面の顕微鏡像である。この画像は、粒子が互いに接触していることを示しており、したがって、材料(またはここでは断面)の全体的な熱抵抗は最小になるはずです。フィラーの大部分は水平に配向しており、これはxy平面に相当する。しかし、一部のフレークは斜めに傾いており、その結果、他のすべての試料と比較してz方向の熱拡散率が高くなっていることがわかります。
熱拡散率測定により、光学イメージングを追加することなく、フィラーの配向とその近傍の両方について重要な知見が得られます。
熱伝導率の測定方法
さらに詳しい解析やシミュレーションを行うには、熱拡散率aに加えて、熱伝導率lが必要です。熱伝導率を計算するには、比熱容量(比熱容量(cp)熱容量は材料固有の物理量であり、試験片に供給される熱量をその結果生じる温度上昇で割ることによって決定される。比熱容量は、試料の単位質量に関連している。cp)と密度rが必要である:
λ(T)=a(T)∙比熱容量(cp)熱容量は材料固有の物理量であり、試験片に供給される熱量をその結果生じる温度上昇で割ることによって決定される。比熱容量は、試料の単位質量に関連している。cp(T)∙ρ(T)
熱拡散率と比熱容量はともに温度の関数として測定される。cp測定の測定方法と結果についてはここで説明する。ただし、密度については、室温での密度と調査温度範囲での熱膨張係数を再利用する必要がある:
ρ(T)=ρRT∙αv(T)
室温での密度は水を用いた浮力-浮遊法により測定し、熱膨張係数αは後述する熱機械分析装置(TMA)を用いて測定する。 熱膨張係数は方向依存性があり、以下の式で計算される。
αv= (αx+αy+αz)/3
銅の含有量が多い=熱伝導率が高い
その結果得られた熱伝導率の計算値を、異なる材料と混合物の温度の関数として図6にプロットした。
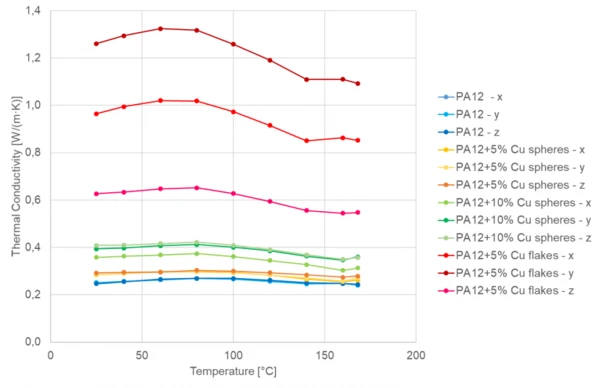
熱拡散率と同じ傾向が見られる:
- 銅の含有量が増加するにつれて、熱伝導率は増加する。
- 銅球は主に等方的な挙動を示す。値の違いは、試料の気孔率に関連しています。
- 銅フレークは、フィラーが部分的に接触して複合材料の熱伝導抵抗を低下させるため、熱伝導率が最も高くなる。
- 銅フレークは、その2次元形状と粉末塗布プロセスにより、異方的挙動を示す。
しかし、温度依存性の減少や低温でのわずかな湾曲は、比熱容量(cp)熱容量は材料固有の物理量であり、試験片に供給される熱量をその結果生じる温度上昇で割ることによって決定される。比熱容量は、試料の単位質量に関連している。cp値の温度依存性に関連している。
分析結果に基づくプロセス設定の最適化
このような導電性フィラーを熱管理に応用するためには、コーティングプロセスとフィラーの形状による異方性を考慮して、3Dプリント部品の向きを調整することが重要である。
プロセス設定、特に造形温度に関しては、フレークの混合物は造形温度173℃で処理する必要があることが観察され、これは球との混合物よりも6℃高かった。高い熱伝導率と低い比熱は、コンパウンド内の蓄熱能力の低下と熱の排出の改善につながる。特に、Cuフレークで最も高い熱伝導率が得られたxy面では、レーザーからのエネルギー入力がより迅速に分散され、低温につながることが予想される。したがって、ビルド温度を上げることは、この効果を打ち消すことになる。
異なるフィラー形状がエネルギー入力に及ぼす影響をよりよく理解するために、Lanzlらは単一層の厚さを分析した。その結果、Cuフレークとの混合物の層厚が著しく薄いことが判明した。これは、厚さ方向と比較してxy面内の熱伝導率が高くなるためであり、また、レーザーの拡散反射が増加するため、エネルギー入力が低くなるためであるとしている。この追加解析は、SLSプロセスのあらゆる側面と最適なプロセス設定について、熱拡散率と熱伝導率の変化を理解することの重要性を強調しています。
高分子技術研究所(LKT)について
高分子技術研究所は、フリードリヒ・アレクサンダー・エアランゲン・ニュルンベルク大学の学術研究機関です。積層造形研究のリーダー的存在で、特にSLSの研究が盛んである。その他の主な研究分野は、軽量設計とFRP、材料と加工、接合技術、トライボロジーなどです。 これらの研究分野に加え、フィラー材料の配合、加工と応用のシミュレーション、放射線架橋熱可塑性プラスチック、優しい加工など、学際的なテーマにも取り組んでいます。
情報源
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp.1801-1809, 2019:銅充填ポリアミド12の選択的レーザー焼結:粉末特性とプロセス挙動の評価 - Lanzl - 2019 - Polymer Composites - Wiley Online Library