28.06.2021 by Dr. Natalie Rudolph, Fabia Beckstein, Patrick Schütz
Hogyan befolyásolja a termikus diffúziós képesség a gyártási hőmérsékletet az SLS-folyamatban?
A polimerporban lévő vezető töltőanyagok, például a rézgömbök és -pelyhek befolyásolják az additív gyártási folyamatokat. Ismerje meg, hogyan teszi lehetővé a lézervillanás-elemzés a folyamat beállításának meghatározását a legmagasabb minőségű alkatrészek nyomtatásához.
Egy korábbi cikkünkben elmagyaráztuk, hogy mi motiválta a PA12 porok vezető töltőanyagokkal való kiegészítését, és a szelektív lézersinterelési (SLS) eljárással összetett hőkezelési alkatrészek létrehozását. Elmagyaráztuk a mintaelőkészítés különböző lépéseit is, ami döntő fontosságú az eredmények minősége szempontjából.
Különböző nyomtatási hőmérsékletek különböző porkeverékekhez
A mintákat az Erlangen-Nürnbergi Egyetem Polimertechnológiai Intézetének (LKT) kutatói egy tanulmány [1] keretében készítették el. Különböző tartalmú rézgömbök és -pelyhek különböző keverékeit használták: 5 és 10 térfogatszázalékos rézgömböket és 5 térfogatszázalékos rézpelyheket. A 0,043 J/mm2 energiasűrűséget minden anyag esetében állandó értéken tartották, hogy a töltőanyagok miatt a folyamat viselkedésében bekövetkező változásokat észlelni lehessen. A PA12/Cu gömbökből álló por esetében kísérletileg 167 °C-os építési hőmérsékletet határoztunk meg. A PA12/Cu pelyhek keveréke esetében a beépítési hőmérsékletet 173°C-ra kellett növelni. Feltételezték, hogy a magasabb Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség és az alacsonyabb Fajlagos hőkapacitás (cp)A hőkapacitás egy anyagspecifikus fizikai mennyiség, amelyet a mintadarabba juttatott hőmennyiség és az ebből eredő hőmérséklet-emelkedés hányadosa határoz meg. A fajlagos hőkapacitás a minta egységnyi tömegére vonatkozik.fajlagos hőkapacitás lehet az oka. Ezért a következő elemzéssel részletesen megvizsgálhatók ezek a hatások.
Hogyan elemezzük a termikus diffúziós képességet
A NETZSCH Analizáló és Vizsgáló cégnél egy LFA 467 Hyperflash készüléket használtak a rézrészecskékkel kevert PA12 por különböző keverékeinek termikus diffúziós képességének mérésére a tiszta PA12 anyaggal összehasonlítva.
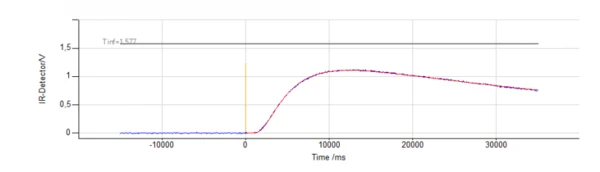
Egy rövid fényimpulzus felmelegíti a minta alsó felületét, és a hátsó felület hőmérséklet-emelkedését az idő függvényében egy IR-detektorral mérik.
Ezt minden egyes hőmérsékleti lépésnél megismételjük, miután a minta hőmérséklete stabilizálódott, és a villanólámpát is többször elsütjük néhány perc alatt.
A minták előkészítése nagyon fontos, és itt részletesen kifejtésre kerül.
A minták betöltése után a mérést a következő táblázatban összefoglalt feltételek mellett indítjuk el:
Táblázat: Mérési feltételek
| Mintatartó | Z irány: 12.x- és y-irányban: 12,7 mm-es laminált mintatartó |
| Atmoszféra | N2 |
| Gázáramlás | 100 ml/perc |
| Hőmérséklet mérési pontok | 25, 40, 60, 80, 100, 120, 140, 160, 168, 180°C |
Hogyan befolyásolják a rézgömbök a termikus diffúziós képességet
A NETZSCH Proteus® szoftver automatikusan illeszti a megfelelő modellt a mért adatokhoz, hogy lehetővé tegye a felezési idők kiszámítását, 1. ábra.
A 2. ábra mutatja az elemzett hődiffúziós képességet a hőmérséklet és a minta orientációjának függvényében a tiszta PA12 és a PA12/rézgömb keverékek összehasonlításában.
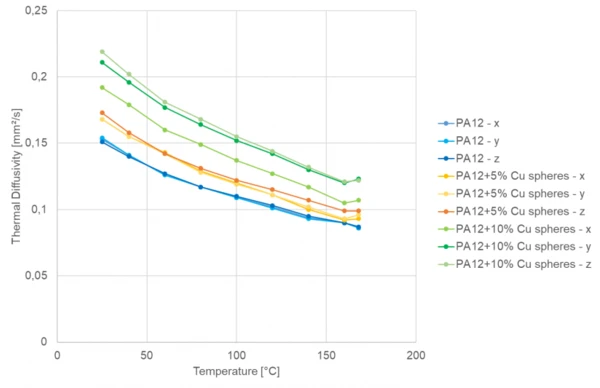
A várakozásoknak megfelelően a tiszta PA12 minták nem mutatnak irányítottságot, és a hődiffúziós értékek a legalacsonyabbak. A hőmérséklet növekedésével az olvadási hőmérsékletig a tipikus csökkenést mutatják.
Az 5 térfogat% Cu gömböket tartalmazó minták hődiffúziós értékei valamivel magasabbak, mint a tiszta PA12-é, a 10 térfogat% Cu gömböket tartalmazó minták pedig a három anyag közül a legmagasabb értékeket mutatják. Ez a réz magasabb hődiffúziós képességének eredménye a szigetelő mátrixhoz képest. A legtöbb minta esetében a gömbök izotróp tulajdonságai miatt nem figyelhető meg irányítottság. A 10 térfogat% Cu gömböket tartalmazó minta esetében azonban a vastagság z irányában a Termikus diffúziós képességA hővezető képesség (a mm2/s egységgel) egy anyagspecifikus tulajdonság, amely az instacionárius hővezetés jellemzésére szolgál. Ez az érték azt írja le, hogy egy anyag milyen gyorsan reagál a hőmérsékletváltozásra.termikus diffúziós képesség kissé alacsonyabb, mint a másik két irányban. Ez valószínűleg ezeknek a mintáknak a nagyobb porozitásával függ össze, amit Lanzl és társai [1] is mértek. Az LFA eredmények szerint a z irányú rétegek között nagyobb a porozitás, mint a xy-síkban egy rétegen belül.
Hogyan befolyásolják a rézpelyhek a termikus diffúziós képességet?
A rézpelyhek esetében eltérő viselkedés figyelhető meg, amint azt a 3. ábra mutatja, ahol az összes minta x irányú és a pelyhek mindhárom irányú hődiffúziós méréseit hasonlítjuk össze.
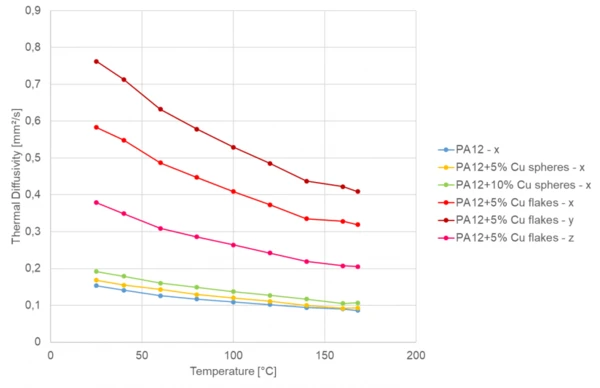
A pelyhek sokkal magasabb értékeket mutatnak a Termikus diffúziós képességA hővezető képesség (a mm2/s egységgel) egy anyagspecifikus tulajdonság, amely az instacionárius hővezetés jellemzésére szolgál. Ez az érték azt írja le, hogy egy anyag milyen gyorsan reagál a hőmérsékletváltozásra.termikus diffúziós képesség tekintetében, mint a gömbökkel alkotott egyéb keverékek és a tiszta PA12. A nagyfokú anizotrópia a töltőanyag 2D-s jellege alapján várható. A legnagyobb termikus diffúziós képességet az y irányban mértük, amelyet az x irány követ. A legalacsonyabb értékeket a rétegvastagságon keresztül a z irányban érjük el. Ez az xy-síkban való nagyobb preferenciális orientációra utal, ami valószínűleg a porfelhordási folyamatnak köszönhető.
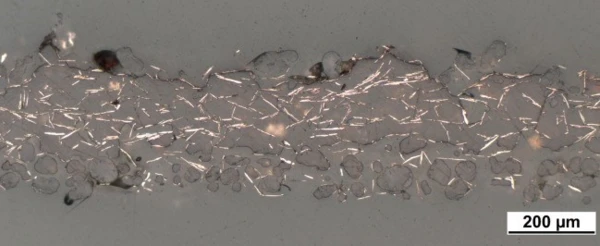
A 4. ábra a Lanzl és társai [1] által közölt PA12/Cu pehelykeverék egyetlen rétegének keresztmetszetéről készült mikroszkópos képet mutatja. A képen látható, hogy a részecskék összeérnek, ezért az anyag teljes hőellenállása (vagy itt a keresztmetszet) minimálisra kell, hogy csökkenjen. A töltőanyagok többsége vízszintesen orientált, ami megfelel a xy-síknak. Látható azonban, hogy néhány pehely ferdén megdől, ami az összes többi mintához képest a z irányban nagyobb hővezető képességet eredményez.
A Termikus diffúziós képességA hővezető képesség (a mm2/s egységgel) egy anyagspecifikus tulajdonság, amely az instacionárius hővezetés jellemzésére szolgál. Ez az érték azt írja le, hogy egy anyag milyen gyorsan reagál a hőmérsékletváltozásra.termikus diffúziós képesség mérése jelentős betekintést nyújt mind a töltőanyagok orientációjába, mind egymáshoz való közelségükbe, anélkül, hogy további optikai képalkotásra lenne szükség.
Hogyan határozzuk meg a hővezető képességet
A további elemzéshez vagy szimulációhoz az a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség mellett a hővezető képességre(l) is szükség van. A Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség kiszámításához a fajlagos hőkapacitás, Fajlagos hőkapacitás (cp)A hőkapacitás egy anyagspecifikus fizikai mennyiség, amelyet a mintadarabba juttatott hőmennyiség és az ebből eredő hőmérséklet-emelkedés hányadosa határoz meg. A fajlagos hőkapacitás a minta egységnyi tömegére vonatkozik.cp, és a SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűség, r, szükséges:
Mind a hővezető képességet, mind a fajlagos hőkapacitást a hőmérséklet függvényében mérjük. A cp-mérésekmérését és eredményeit itt ismertetjük. A sűrűséghez azonban újra fel kell használni a szobahőmérsékleten mért sűrűséget, valamint a hőtágulási együtthatót a vizsgált hőmérséklettartományra:
ρ(T)=ρRT∙αv(T)
A szobahőmérsékleten mért sűrűséget a felhajtóerő-lebegtetési módszerrel mértük vízzel, a hőtágulási együtthatót, α-t, termomechanikai analizátorral (TMA) mértük, amit egy későbbi cikkben ismertetünk. A hőtágulási együttható irányfüggő és kiszámítható, a következőképpen számítjuk ki
αv = (αx + αy + αz)/3
Magasabb réztartalom = magasabb hővezető képesség
Az így kapott számított hővezetési értékeket a 6. ábra mutatja a különböző anyagok és keverékek hőmérsékletének függvényében.
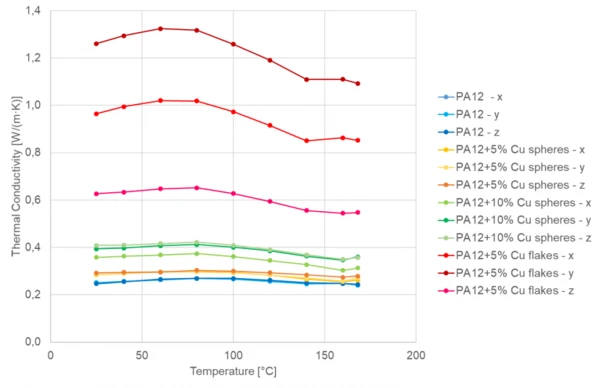
Ugyanazok a tendenciák figyelhetők meg, mint a Termikus diffúziós képességA hővezető képesség (a mm2/s egységgel) egy anyagspecifikus tulajdonság, amely az instacionárius hővezetés jellemzésére szolgál. Ez az érték azt írja le, hogy egy anyag milyen gyorsan reagál a hőmérsékletváltozásra.termikus diffúziós képesség esetében:
- A réztartalom növekedésével a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség növekszik.
- A Cu gömbök főként izotróp viselkedést mutatnak. Az értékek közötti különbségek a minták porozitásával függnek össze.
- A rézpelyhek mutatják a legnagyobb növekedést a hővezető képességben, mivel a töltőanyagok részben összeérnek és csökkentik a kompozit anyag vezetési ellenállását.
- A rézpelyhek anizotróp viselkedést mutatnak a 2D geometriájuk és a porfelhordási eljárás miatt.
A csökkent hőmérsékletfüggés, valamint az alacsony hőmérsékleten tapasztalható enyhe görbület azonban a Fajlagos hőkapacitás (cp)A hőkapacitás egy anyagspecifikus fizikai mennyiség, amelyet a mintadarabba juttatott hőmennyiség és az ebből eredő hőmérséklet-emelkedés hányadosa határoz meg. A fajlagos hőkapacitás a minta egységnyi tömegére vonatkozik.cp-értékek hőmérsékletfüggésével függ össze.
A folyamatbeállítások optimalizálása az elemzési eredmények alapján
Az ilyen vezető töltőanyagok hőkezelésben való alkalmazásához fontos a 3D-nyomtatott alkatrészek orientációjának beállítása a bevonási folyamatból és a töltőanyag geometriájából adódó anizotrópia figyelembevétele érdekében.
A folyamatbeállításokat és különösen a gyártási hőmérsékletet illetően megfigyelhető volt, hogy a pelyhek keverékét 173 °C-os gyártási hőmérsékleten kellett feldolgozni, ami 6 °C-kal magasabb, mint a gömbökkel készült keverékeké. A nagyobb Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség és az alacsonyabb fajhő egyaránt a keverékben való hőtárolási képesség csökkenéséhez és a hő jobb elvezetéséhez vezet. Különösen az xy-síkban, ahol a Cu-pelyhekkel a legnagyobb hővezető képességeket kaptuk, várható, hogy a lézer által bevitt energia gyorsabban eloszlik, ami alacsonyabb hőmérsékletet eredményez. Így a felépítési hőmérséklet növelése ellensúlyozza ezt a hatást.
A különböző töltőanyag-formák energiabevitelre gyakorolt hatásának jobb megértéséhez Lanzl és társai egyetlen réteg vastagságát elemezték. Megállapították, hogy a Cu-pelyhekkel kevert keverék rétegvastagsága jelentősen vékonyabb. A kutatók ezt az xy-síkban a vastagság irányához képest megnövekedett hővezető képességnek, valamint a lézer nagyobb diffúz visszaverődésének tulajdonították, ami alacsonyabb energiabevitelt eredményez. Ez a további elemzés rávilágít annak fontosságára, hogy az SLS-folyamat minden aspektusát és a legmegfelelőbb folyamatbeállításokat illetően megértsük a hődiffúziós és Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség változását.
A Polimertechnológiai Intézetről (LKT)
A Polimertechnológiai Intézet az Erlangen-Nürnbergi Friedrich-Alexander Egyetem tudományos kutatóintézete. Az intézet az egyik vezető szerepet tölti be az additív gyártás kutatásában; különösen az SLS területén. További fő kutatási területei közé tartozik a könnyűszerkezetes tervezés és az FRP, az anyagok és a feldolgozás, az illesztéstechnológia és a tribológia. Ezen kutatási fókuszok mellett az intézet olyan interdiszciplináris témákon is dolgozik, mint a töltőanyag-keverés, a feldolgozás és az alkalmazások szimulációja, a sugárzás által térhálósított hőre lágyuló műanyagok, a kíméletes feldolgozás és még sok más.
Források
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019: Selective laser sintering of copper filled polyamide 12: Characterization of powder properties and process behavior - Lanzl - 2019 - Polymer Composites - Wiley Online Library