
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
Perché le proprietà termofisiche devono essere valutate in diverse direzioni
Molte ricerchearchanno dimostrato che l'orientamento dei campioni nel volume di costruzione ha un effetto sulle proprietà meccaniche dei pezzi Selectdi SinterizzazioneLa sinterizzazione è un processo di produzione per la formazione di un corpo meccanicamente resistente a partire da una polvere ceramica o metallica. sinterizzazione laser (SLS). L'orientamento di costruzione si riferisce alla posizione di un pezzo rispetto al piano di applicazione della polvere (xy) e al movimento della piattaforma di costruzione (z), Figura 1.
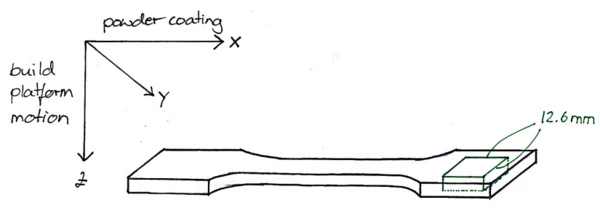
In termini molto generali, si può dire che le parti in cui la direzione di prova del provino si allinea parallelamente al piano xy della struttura (come si vede nella Figura 1) sono più resistenti di quelle in cui la direzione di prova è perpendicolare al piano xy della struttura (o parallela al piano zy).
A causa di questa direzionalità delle proprietà meccaniche, anche diverse altre proprietà sono meglio valutate in direzioni diverse, soprattutto quando si utilizzano riempitivi aggiuntivi per migliorare ulteriormente le proprietà. Una di queste proprietà è la conduttività termica (k). Per le parti SLS con tassi di trasferimento del calore più elevati per la gestione termica, è necessario determinare anche questa proprietà in funzione dei diversi orientamenti utilizzando la Laser Flash Analysis (LFA).
Aggiunta di cariche alla polvere SLS
Come nella tipica lavorazione dei polimeri, l'aggiunta di cariche è una scelta. Tuttavia, c'è una grande differenza. Le dimensioni del riempitivo devono essere molto small - sulla stessa scala delle polveri - per consentire uno strato uniforme durante il rivestimento. Nel caso delle polveri di PA12, si tratta di una lunghezza di circa 60 µm.
Per quanto riguarda le fibre come riempitivo, attualmente sono disponibili due opzioni. Una è la polvere con le fibre già incorporate nella particella e l'altra è la miscelazione a secco di fibre e polvere. La prima richiede o produce fibre ancora più corte di 60 µm, ma l'orientamento è casuale all'interno del letto di polvere. La miscelazione a secco, invece, determina un orientamento preferenziale delle fibre nella direzione di applicazione della polvere (comunemente indicata come direzione x). Questo fenomeno può essere osservato anche per altre cariche, ad esempio i fiocchi rispetto alle sfere (vedi Figura 2).
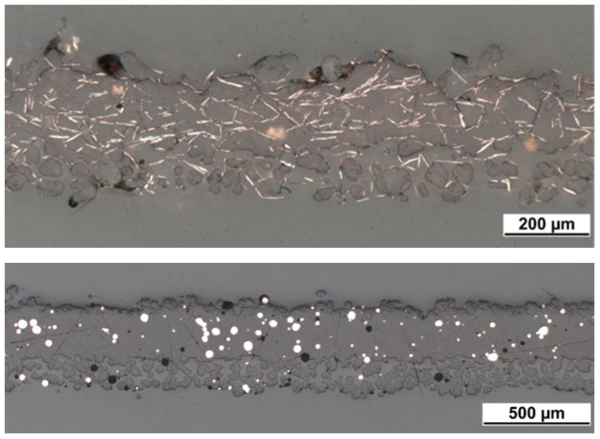
Laddove le scaglie sono per lo più orientate nel piano xy, le sfere, in quanto riempitivi isotropi, sono distribuite uniformemente all'interno dello strato. Pertanto, è necessario prestare particolare attenzione durante la preparazione dei campioni per poter rilevare eventuali effetti derivanti dall'orientamento durante il rivestimento in polvere.
Come preparare le parti SLS per l'analisi laser flash
Il metodo del laser o del flash di luce viene utilizzato per misurare la Diffusività termicaLa diffusività termica (a con unità di misura mm2/s) è una proprietà specifica del materiale per caratterizzare la conduzione termica instabile. Questo valore descrive la velocità con cui un materiale reagisce a una variazione di temperatura.diffusività termica di una varietà di materiali diversi. La superficie anteriore di un campione piano-parallelo viene riscaldata da un impulso di luce e l'aumento di temperatura risultante sulla faccia posteriore del campione viene registrato in funzione del tempo. Più alta è la Diffusività termicaLa diffusività termica (a con unità di misura mm2/s) è una proprietà specifica del materiale per caratterizzare la conduzione termica instabile. Questo valore descrive la velocità con cui un materiale reagisce a una variazione di temperatura.diffusività termica, più veloce è l'aumento di temperatura che raggiunge la superficie posteriore.
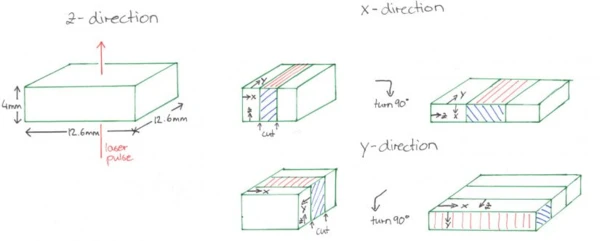
All'indirizzo NETZSCH Analyzing & Testing, i campioni sono stati tagliati su una fresatrice utilizzando una fresa laterale da campioni di osso di cane in tre direzioni diverse per consentire l'analisi dell'operazione di rivestimento sull'orientamento del riempimento (Figura 1). Se durante il taglio viene utilizzato un sistema di raffreddamento medium, i campioni devono essere puliti.
I campioni in direzione z possono essere misurati come nel portacampioni standard, mentre i campioni in direzione x e y devono essere tagliati in smaller strisce, ruotati e misurati nella nuova disposizione nel portacampioni per laminati, Figura 3.
Per garantire che tutte le strisce siano planari e non vi siano spazi vuoti, le bave vengono rimosse intorno ai bordi del campione con carta vetrata. Poiché i campioni in direzione x e y sono costituiti da singole strisce, il portacampioni in laminato è stato progettato per fissare le strisce in posizione (Figura 4).
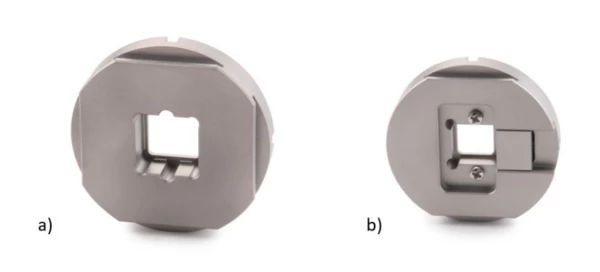
Questo particolare supporto per campioni consente di misurare un particolare campione in almeno due direzioni diverse. Ad esempio, si può misurare il campione in direzione z, poi tagliarlo a strisce e misurarlo in un'altra direzione. Tuttavia, la ragione più comune è che i campioni possono essere preparati solo in dimensioni specifiche, come spesso accade con i campioni di dogbone o altre parti sottili simili a lastre. In questi casi, il portacampioni in laminato è l'unica opzione.
Quindi, la direzione x indica la misurazione nella direzione dell'operazione di rivestimento da sinistra a destra o viceversa; y è nello stesso piano xy, ma in direzione perpendicolare al rivestimento da davanti a dietro e viceversa; z è la direzione dello spessore dello strato.
Le dimensioni dei campioni in direzione x e y sono quindi 12,6×12,6×2 mm3 e in direzione z 12,6×12,6×4 mm3 (solo il campione di PA12 puro ha una Diffusività termicaLa diffusività termica (a con unità di misura mm2/s) è una proprietà specifica del materiale per caratterizzare la conduzione termica instabile. Questo valore descrive la velocità con cui un materiale reagisce a una variazione di temperatura.diffusività termica così bassa e quindi una durata di misurazione troppo lunga con uno spessore di 4 mm che il campione è stato macinato a 2,4 mm di spessore).
Le fasi successive di preparazione sono necessarie per tutti i campioni la cui struttura superficiale o il cui grado di trasparenza potrebbero avere un effetto sulla riflessione del raggio laser.
La superficie dei campioni SLS ha una struttura ruvida rispetto ai pezzi stampati a iniezione, a causa della materia prima in polvere e del processo. Poiché la Laser Flash Analysis è un metodo ottico che deve eliminare la riflessione, i campioni vengono rivestiti a spruzzo con un sottile strato di grafite, che ha un'elevata capacità di assorbimento dell'impulso di energia dell'LFA. Per saperne di più sul modo ideale di rivestire i campioni, consultare il documento AN0066.
I campioni così preparati possono essere caricati nel dispositivo LFA e testati. La procedura di misurazione e i risultati sono illustrati in questo articolo!