
14.06.2021 by Fabia Beckstein, Milena Riedl, Patrick Schütz
How to Prepare SLS Parts for Thermal Analysis Measurements: LFA
The build orientation of samples has an effect on the mechanical properties of Selective Laser Sintering (SLS) parts. Therefore, thermophysical properties need to be assessed in different directions. Learn how to prepare filled samples for laser flash analysis!
Pourquoi les propriétés thermophysiques doivent-elles être évaluées dans différentes directions ?
De nombreux chercheurs ont montré que l'orientation des échantillons dans le volume de construction a un effet sur les propriétés mécaniques des pièces obtenues par FrittageLe frittage est un procédé de production permettant de former un corps mécaniquement résistant à partir d'une poudre céramique ou métallique. frittage sélectif par laser (SLS). L'orientation de la construction fait référence à la position d'une pièce par rapport au plan d'application de la poudre (xy) et au mouvement de la plate-forme de construction (z), figure 1.
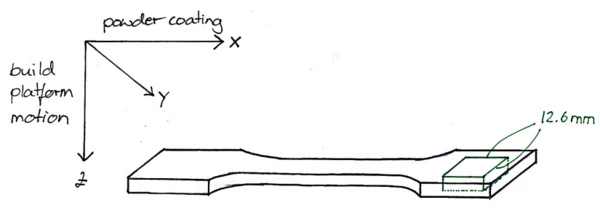
En termes très généraux, on peut dire que les pièces pour lesquelles la direction d'essai de l'échantillon est parallèle au plan xy de la construction (comme le montre la figure 1) sont plus résistantes que les pièces pour lesquelles la direction d'essai est perpendiculaire au plan xy de la construction (ou parallèle au plan zy).
En raison de cette directionnalité des propriétés mécaniques, diverses autres propriétés sont également mieux évaluées dans différentes directions, en particulier lorsque des charges supplémentaires sont utilisées pour améliorer encore les propriétés. L'une de ces propriétés est la conductivité thermique (k). Pour les pièces SLS avec des taux de transfert de chaleur accrus pour la gestion thermique, elle doit également être déterminée en fonction des différentes orientations à l'aide de l'analyse flash laser (LFA).
Ajout de charges à la poudre SLS
Tout comme dans la transformation classique des polymères, l'ajout de charges est un choix. Il y a cependant une grande différence. La taille de la charge doit être très small - à la même échelle que les poudres - pour permettre l'obtention d'une couche uniforme lors du revêtement. Dans le cas des poudres de PA12, il s'agit d'une longueur d'environ 60 µm.
Pour les fibres en tant que charges, deux options sont actuellement disponibles. L'une est la poudre dont les fibres sont déjà incorporées dans la particule et l'autre est le mélange à sec de fibres et de poudre. La première option nécessite ou produit des fibres encore plus courtes que 60 µm, mais l'orientation est aléatoire à l'intérieur du lit de poudre. Le mélange à sec, cependant, entraîne une orientation préférentielle des fibres dans la direction de l'application de la poudre (communément appelée direction x). Ce phénomène peut également être observé pour d'autres charges : par exemple, les flocons par rapport aux sphères (voir la figure 2 ci-dessous).
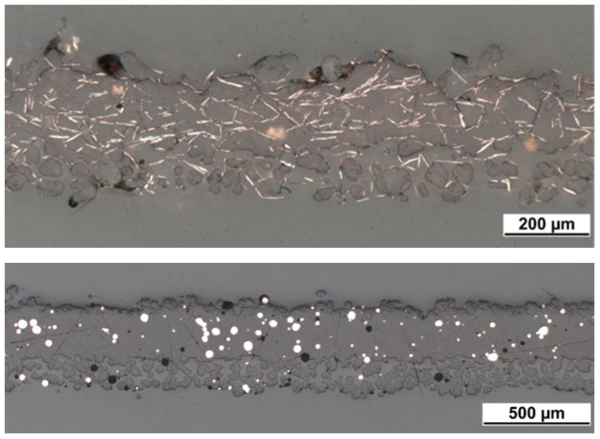
Lorsque les flocons sont principalement orientés dans le plan xy, les sphères, en tant que charges isotropes, sont uniformément réparties dans la couche. Par conséquent, une attention particulière doit être apportée à la préparation des échantillons afin de pouvoir détecter tout effet résultant de l'orientation pendant le revêtement par poudre.
Comment préparer les pièces SLS pour l'analyse flash laser ?
La méthode du laser ou du flash lumineux est utilisée pour mesurer la Diffusivité thermiqueLa diffusivité thermique (a avec l'unité mm2/s) est une propriété propre au matériau qui permet de caractériser la conduction thermique instable. Cette valeur décrit la rapidité avec laquelle un matériau réagit à un changement de température.diffusivité thermique d'une variété de matériaux différents. La surface avant d'un échantillon plan et parallèle est chauffée par une impulsion lumineuse et l'augmentation de température qui en résulte sur la face arrière de l'échantillon est enregistrée en fonction du temps. Plus la Diffusivité thermiqueLa diffusivité thermique (a avec l'unité mm2/s) est une propriété propre au matériau qui permet de caractériser la conduction thermique instable. Cette valeur décrit la rapidité avec laquelle un matériau réagit à un changement de température.diffusivité thermique est élevée, plus l'élévation de température est rapide sur la face arrière.
Sur le site NETZSCH Analyzing & Testing, des échantillons ont été découpés sur une fraiseuse à l'aide d'une fraise latérale à partir d'échantillons d'os de chien dans trois directions différentes pour permettre l'analyse de l'opération d'enrobage sur l'orientation de la charge, figure 1. Si un refroidissement medium est utilisé pendant la coupe, les échantillons doivent être nettoyés.
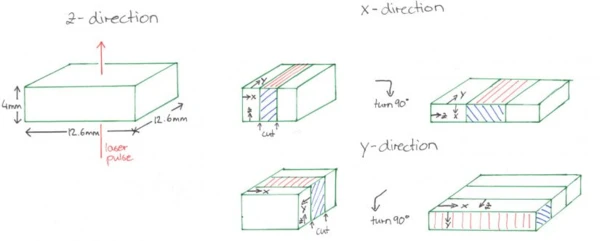
Les échantillons dans la direction z peuvent être mesurés comme dans le porte-échantillon standard, tandis que les échantillons dans les directions x et y doivent être coupés en bandes plus petites, tournés et mesurés dans le nouvel arrangement du porte-échantillon stratifié, figure 3.
Pour s'assurer que toutes les bandes sont planes et qu'il n'y a pas d'espace, les bavures sont éliminées autour des bords de l'échantillon à l'aide de papier de verre. Étant donné que les échantillons dans les directions x et y sont constitués de bandes individuelles, le porte-échantillon stratifié est conçu pour fixer les bandes en position, figure 4.
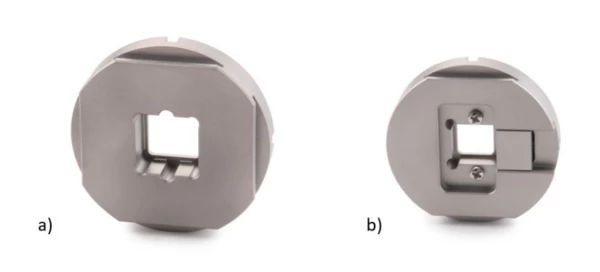
Ce porte-échantillon particulier permet de mesurer un échantillon particulier dans au moins deux directions différentes. Par exemple, on peut mesurer l'échantillon dans la direction z, puis le couper en bandes et le mesurer dans une autre direction. Toutefois, la raison la plus courante est que les échantillons ne peuvent être préparés que dans des dimensions spécifiques, ce qui est souvent le cas des échantillons d'arêtes de chien ou d'autres pièces plus minces en forme de plaques. Dans ces cas, le porte-échantillon stratifié est la seule option.
Ainsi, la direction x indique la mesure dans la direction de l'opération de revêtement de gauche à droite ou vice versa ; y est dans le même plan xy, mais dans la direction perpendiculaire au revêtement de l'avant vers l'arrière et vice versa ; z est la direction de l'épaisseur de la couche.
Les dimensions des échantillons dans les directions x et y sont donc de 12,6×12,6×2 mm3 et dans la direction z de 12,6×12,6×4 mm3 (seul l'échantillon de PA12 pur a une Diffusivité thermiqueLa diffusivité thermique (a avec l'unité mm2/s) est une propriété propre au matériau qui permet de caractériser la conduction thermique instable. Cette valeur décrit la rapidité avec laquelle un matériau réagit à un changement de température.diffusivité thermique si faible et donc une durée de mesure trop longue avec une épaisseur de 4 mm que l'échantillon a été broyé à 2,4 mm d'épaisseur).
Les étapes de préparation suivantes sont nécessaires pour tous les échantillons dont la texture de la surface ou le degré de transparence pourrait avoir un effet sur la réflexion du faisceau laser.
La surface des échantillons SLS a une texture rugueuse par rapport aux pièces moulées par injection en raison de la matière première en poudre et du processus. L'analyse flash laser étant une méthode optique qui doit éliminer les reflets, les échantillons sont recouverts par pulvérisation d'une fine couche de graphite, qui a une forte capacité d'absorption de l'impulsion d'énergie de l'analyse flash laser. Pour en savoir plus sur la manière idéale de revêtir les échantillons, voir AN0066.
Les échantillons ainsi préparés peuvent ensuite être chargés dans ces porte-échantillons dans l'appareil LFA et testés. La procédure de mesure et les résultats sont expliqués dans cet article !