
22.02.2021 by Dr. Natalie Rudolph, Doreen Rapp
Odhad deformace dílů vyrobených selektivním laserovým spékáním pomocí termomechanické analýzy
Plasty používané při selektivním laserovém slinování (SLS) mají ve srovnání s jinými materiály vyšší tepelnou roztažnost. Proto je důležité vědět, jak se mění rozměry dílu vyrobeného technologií SLS při různých teplotách během sestavování a během používání. Čím vyšší je koeficient tepelné roztažnosti, tím náchylnější jsou díly k deformacím nebo kroucení a ke vzniku zbytkových napětí. Zjistěte více!
Je tomu tak proto, že čím vyšší je koeficient tepelné roztažnosti, tím větší je vliv i těch nejmenších teplotních rozdílů v procesu. Tepelná roztažnost nebo spíše smrštění během procesu závisí na tepelném smrštění materiálu a - v případě semikrystalických materiálů často používaných při SLS - na smrštění v důsledku KrystalizaceKrystalizace je fyzikální proces tuhnutí při vzniku a růstu krystalů. Při tomto procesu se uvolňuje krystalizační teplo.krystalizace. Velikost krystalizačního smrštění závisí na samotné struktuře polymeru, ale také na teplotách chlazení. Při pohledu na proces SLS jsou nevyhnutelné teplotní gradienty a rychlost ochlazování small.
Princip procesu SLS
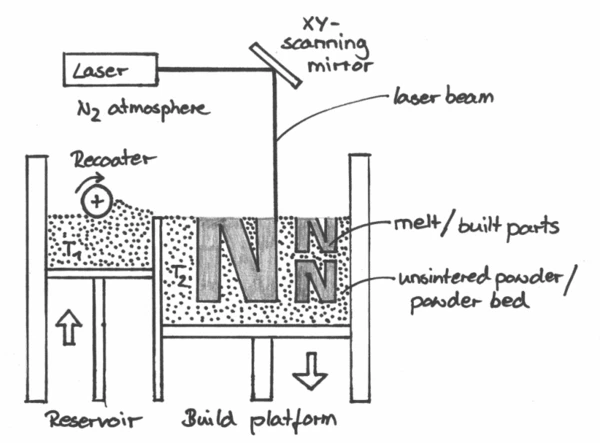
Při procesu SLS se na konstrukční plošinu nanese tenká vrstva prášku a zahřeje se na teplotu těsně pod teplotou tání materiálu, která se často označuje jako konstrukční teplota (ohřívače nejsou na schématu znázorněny). Poté laser sleduje průřez geometrie dílu první vrstvy a poskytuje dostatek energie k lokálnímu roztavení materiálu. Bez smykových sil musí mít tavenina nízkou viskozitu a povrchové napětí, aby se spojila a vytvořila rovnoměrnou louži taveniny. Okolní prášek zůstává pevný a udržuje tvar roztavené geometrie. Proto nejsou zapotřebí žádné podpůrné struktury. To je vidět na třech postavených dílech ve tvaru písmene N v loži prášku. Nyní se stavěcí plošina sníží o výšku jedné vrstvy, čímž se vytvoří prostor pro další vrstvu. Po povrchu se pohybuje zametací nebo převrstvovací válec, který ze zásobníku odebírá přebytečný materiál a ukládá nový a chladnější prášek na horní část stavěcí plošiny, aby se vytvořila další vrstva. Prášek se opět zahřívá, aby se udržel na teplotě sestavení. To je důležité, aby se zabránilo krystalizaci. Celá konstrukční obálka je udržována v dusíkové atmosféře, aby se snížily účinky stárnutí. Tyto kroky procesu nanášení prášku a tavení laserem se opakují stále dokola, dokud není celý díl sestaven. Teprve poté se konstrukční obálka ochladí, čímž se zahájí proces KrystalizaceKrystalizace je fyzikální proces tuhnutí při vzniku a růstu krystalů. Při tomto procesu se uvolňuje krystalizační teplo.krystalizace, a tím i tuhnutí dílu. Po úplném ochlazení dílu a okolního prášku se díl vybalí.
Materiály používané v procesu SLS
Prvním materiálem použitým v tomto procesu byl PA12, a to díky jeho dobrým mechanickým vlastnostem a schopnosti vytvářet prášky srážením. Vzniká tak prášek s téměř dokonalým kulovitým tvarem, který je nezbytný pro vytvoření rovnoměrné vrstvy při nanášení povlaku. Dodnes tvoří 90-95 % všech materiálů používaných při SLS. V posledních letech však bylo pro tento proces kvalifikováno stále více materiálů, včetně vysoce výkonných materiálů, jako je PEEK, elastomerních materiálů, jako je TPU, a dokonce i komoditních materiálů, jako je PP. Většina z nich se vyrábí kryogenním broušením a vykazuje více či méně výrazné odchylky od kruhového tvaru [1].
Další základy o selektivním laserovém spékání a dalších technologiích aditivní výroby najdete na našem kanálu YouTube!
Více informací o technologii Polymer Powder Bed Fusion se dozvíte zde!
Tepelná analýza a reologie podporující úspěšné procesy SLS
Výzkum a vývoj zaměřený na procesy SLS se zaměřuje na zkoumání nových materiálů pro SLS. Cílem je určit jejich vhodnost pro SLS, definovat procesní okno, analyzovat tvorbu taveniny v bazénu a pochopit, jak plniva mění vlastnosti prášku a hotových dílů. V následujících příspěvcích na blogu osvětlíme různé analytické metody s využitím přístrojů pro termickou analýzu a reologii k charakterizaci klíčových parametrů, včetně stanovení procesního okna a izotermické KrystalizaceKrystalizace je fyzikální proces tuhnutí při vzniku a růstu krystalů. Při tomto procesu se uvolňuje krystalizační teplo.krystalizace prášků pro SLS pomocí diferenciální skenovací kalorimetrie (DSC), jakož i studia zbytkového napětí a deformací při SLS.
Zdroje
[1] Schmid, M. (2018): Laser Sintering with Plastics - Technology, Processes and Materials, Carl Hanser Verlag, München.
Jak určit procesní okno pro prášky SLS pomocí DSC
Pro charakterizaci polymerního prášku z hlediska jeho vhodnosti pro SLS a určení možného procesního okna se používá diferenční skenovací kalorimetrie (DSC). Přečtěte si, jak měření nastavit a interpretovat!
Jak studovat izotermické krystalizační chování prášku SLS pomocí DSC
V předchozím článku bylo pomocí dynamických měření určeno procesní okno v procesu selektivního laserového spékání s práškovým polyamidem 12. V tomto článku vysvětlíme, jak lze izotermická měření využít pro pokročilejší studie.
Wilo: Lepší výkon díky 3D tištěným komponentům vyztuženým vlákny
Společnost Wilo SE je celosvětovým výrobcem čerpadel a čerpacích systémů pro stavebnictví, celý vodohospodářský řetězec a průmysl. Není proto překvapením, že společnost Wilo pracuje s nejmodernějšími technologiemi, jako je aditivní výroba. Přečtěte si, jak používají NETZSCH DSC 214 Polyma k pochopení tepelného chování nově zvolených materiálů.
Odhad deformace dílů vyrobených selektivním laserovým spékáním pomocí termomechanické analýzy
Plasty používané při selektivním laserovém slinování (SLS) mají ve srovnání s jinými materiály vyšší tepelnou roztažnost. Proto je důležité vědět, jak se mění rozměry dílu vyrobeného technologií SLS při různých teplotách během sestavování a během používání. Čím vyšší je koeficient tepelné roztažnosti, tím náchylnější jsou díly k deformacím nebo kroucení a ke vzniku zbytkových napětí. Zjistěte více!
Odhad zbytkových napětí v dílech SLS pomocí DMA
Selektivní laserové slinování (SLS) je jednou z nejpoužívanějších technologií aditivní výroby pro výrobu konstrukčních plastových dílů. Při provozu při zvýšené teplotě mohou být jakákoli zbytková napětí škodlivá pro výkonnost dílu. Pro lepší pochopení zbytkových napětí je zapotřebí znát Modul pružnostiKomplexní modul pružnosti (pružná složka), modul skladování nebo G' je "reálná" část vzorků celkového komplexního modulu pružnosti. Tato pružná složka udává pevnou nebo fázovou odezvu měřeného vzorku. modul pružnosti materiálu. Přečtěte si více o zbytkových napětích a o tom, jak změřit tuto vlastnost materiálu pomocí metody termické analýzy.
Měření měrné tepelné kapacity pro simulaci procesů SLS
Bylo vynaloženo značné úsilí na modelování a simulaci procesu selektivního laserového spékání, protože informace o teplotním poli v nižších vrstvách se obtížně měří. Přečtěte si, jak vám může pomoci Měrná tepelná kapacita (cp)Tepelná kapacita je fyzikální veličina specifická pro daný materiál, která se určuje jako podíl množství tepla dodaného vzorku a výsledného zvýšení teploty. Měrná tepelná kapacita se vztahuje k jednotkové hmotnosti vzorku.měrná tepelná kapacita!
Jak plniva ovlivňují krystalizační chování prášků SLS
Vzhledem k tomu, že počet dostupných materiálů pro proces selektivního laserového spékání je stále omezený, existuje neustálá poptávka po materiálech s různými vlastnostmi. Přídavek jakéhokoli plniva do prášku pro SLS má obvykle vliv na chování při zpracování. Dnes zkoumáme krystalizační chování prášku PA12 plněného měděnými kuličkami a vločkami.
Jak měrná tepelná kapacita plněných prášků ovlivňuje parametry zpracování SLS
Modifikace prášků pro selektivní laserové slinování (SLS) pomocí plniv je vhodným způsobem, jak upravit vlastnosti vyráběných dílů bez nutnosti použití nových práškových materiálů. Přečtěte si, jak posoudit vliv měděných plniv na chování při zpracování.
Jak připravit díly SLS pro měření tepelnou analýzou: LFA
Orientace vzorků má vliv na mechanické vlastnosti dílů vyrobených selektivním laserovým SpékáníSpékání je výrobní proces, při kterém se z keramického nebo kovového prášku vytváří mechanicky pevné těleso. spékáním (SLS). Proto je třeba hodnotit termofyzikální vlastnosti v různých směrech. Přečtěte si, jak připravit plněné vzorky pro analýzu laserovým zábleskem!
Jak tepelná difuzivita ovlivňuje teplotu sestavení v procesu SLS
Vodivá plniva v polymerním prášku, jako jsou měděné kuličky a vločky, ovlivňují procesy aditivní výroby. Přečtěte si, jak analýza laserového záblesku umožňuje určit nastavení procesu pro tisk dílů nejvyšší kvality.
Jak plniva zvyšují izotropní nebo anizotropní chování dílů SLS prostřednictvím jejich zarovnání
Přídavek plniv obecně vede ke zvýšení mechanických vlastností. K pochopení toho, jak se mění tuhost nebo Modul pružnostiKomplexní modul pružnosti (pružná složka), modul skladování nebo G' je "reálná" část vzorků celkového komplexního modulu pružnosti. Tato pružná složka udává pevnou nebo fázovou odezvu měřeného vzorku. modul pružnosti v závislosti na geometrii a obsahu plniva, lze použít dynamickou mechanickou analýzu (DMA). Více se dozvíte v našem článku.
Proč je vliv anizotropních plniv na tepelnou roztažnost závislý na procesu
Plniva se přidávají do polymerní matrice, aby se zlepšily mechanické vlastnosti hotového výrobku. Orientace těchto plniv závisí na podmínkách zpracování. Přečtěte si, jak celkový obsah, tvar a orientace měděných vláken ovlivňují koeficient tepelné objemové roztažnosti.

E-kniha ZDARMA
Tepelná analýza a reologie v aditivní výrobě polymerů
Objevte tajemství schopností systému AM, které mění pravidla hry! Naše nově vydaná e-kniha proniká hluboko do podstaty AM a odhaluje sílu spolehlivých technik charakterizace materiálu, konkrétně termické analýzy a reologie.