
22.02.2021 by Dr. Natalie Rudolph, Doreen Rapp
Szelektív lézersinteres alkatrészek vetemedésének becslése termomechanikai elemzéssel
A szelektív lézersinterezésben (SLS) használt műanyagok hőtágulása nagyobb, mint más anyagoké. Ezért fontos tudni, hogy az SLS-alkatrész méretei hogyan változnak a különböző hőmérsékleteken a gyártás és a használat során. Minél nagyobb a hőtágulási együttható, annál hajlamosabbak az alkatrészek a vetemedésre vagy görbülésre és a maradó feszültségek kialakulására. Tudjon meg többet!
Ez azért van így, mert minél nagyobb a hőtágulási együttható, annál nagyobb a hatása a legkisebb hőmérsékletkülönbségeknek is a folyamatban. A folyamat során bekövetkező hő tágulás vagy inkább zsugorodás az anyag hőzsugorodásától és - az SLS-ben gyakran használt félkristályos anyagok esetében - a KristályosodásA kristályosodás a kristályok kialakulása és növekedése során végbemenő fizikai folyamat. E folyamat során kristályosodási hő szabadul fel.kristályosodás miatti zsugorodástól függ. A kristályosodási zsugorodás mértéke függ magától a polimer szerkezetétől, de a hűtési hőmérsékletektől is. Az SLS-eljárást tekintve a hőmérséklet-gradiensek elkerülhetetlenek, a hűtési sebességek pedig small.
Az SLS-eljárás elve
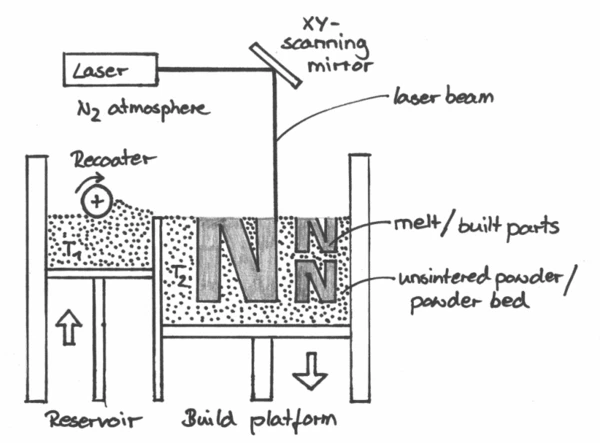
Az SLS-eljárásban egy vékony porréteget visznek fel a build platformra, és az anyag olvadási hőmérséklete alá melegítik, amit gyakran build-hőmérsékletnek neveznek (a fűtőtestek nem láthatók az ábrán). Ezután egy lézer leköveti az első réteg alkatrészgeometriájának keresztmetszetét, elegendő energiát biztosítva az anyag helyi megolvasztásához. Nyíróerők nélkül az olvadéknak alacsony viszkozitással és felületi feszültséggel kell rendelkeznie ahhoz, hogy összeolvadjon és egységes olvadéktócsát képezzen. A környező por szilárd marad, és megtartja az olvadt geometria alakját. Ezért nincs szükség tartószerkezetekre. Ez látható a porágyban lévő három N alakú épített részen. Most az építőplatformot egy rétegmagassággal lejjebb engedjük, hogy helyet csináljunk a következő rétegnek. Egy söprő vagy újrakenő henger mozog a felületen, felveszi a felesleges anyagot a tartályból, és új és hidegebb port rak le a felépítő platform tetejére, hogy létrehozza a következő réteget. A port ismét felmelegítik, hogy az építési hőmérsékleten tartsák. Ez azért fontos, hogy megakadályozza a kristályosodást. Az egész építőburkolatot nitrogén atmoszférában tartják, hogy csökkentsék az öregedés hatásait. A porbevonás és a lézeres olvasztás ezen eljárási lépései újra és újra megismétlődnek, amíg a teljes alkatrész meg nem épül. Csak ezután hűtik le az építőburkot, ami elindítja az alkatrész KristályosodásA kristályosodás a kristályok kialakulása és növekedése során végbemenő fizikai folyamat. E folyamat során kristályosodási hő szabadul fel.kristályosodását és ezáltal megszilárdulását. Miután az alkatrész és a körülötte lévő por teljesen lehűlt, az alkatrészt kicsomagolják.
Az SLS-eljárásban használt anyagok
Az első anyag, amelyet ebben az eljárásban használtak, a PA12 volt, mivel jó mechanikai teljesítménye és a kicsapással történő porképzés képessége miatt. Ez közel tökéletes gömb alakú port eredményez, ami szükséges ahhoz, hogy a bevonás során egységes réteg jöjjön létre. Az SLS-ben használt anyagok 90-95%-át ma is ez teszi ki. Az elmúlt években azonban egyre több anyagot minősítettek az eljáráshoz, beleértve a nagy teljesítményű anyagokat, mint a PEEK, az elasztomer anyagokat, mint a TPU-k, és még az olyan alapanyagokat is, mint a PP. Legtöbbjüket kriogén csiszolással állítják elő, és többé-kevésbé kifejezett eltérést mutatnak a kör alakú alakhoz képest [1].
További alapismeretek a szelektív lézersinterezésről és más additív gyártási technológiákról YouTube csatornánkon!
Tudjon meg többet a polimer porágyas fúzióról itt!
A sikeres SLS-folyamatokat támogató hőelemzés és reológia
Az SLS-eljárásokra összpontosító kutatás és fejlesztés az SLS-hez használt új anyagok vizsgálata során célzottan történik. A cél az SLS-re való alkalmasságuk meghatározása, a folyamatablak meghatározása, a medenceolvadék kialakulásának elemzése és annak megértése, hogy a töltőanyagok hogyan változtatják meg a por és a kész alkatrészek tulajdonságait. A következő blogbejegyzésekben a legfontosabb paraméterek jellemzésére szolgáló hőelemző és reológiai műszerekkel végzett különböző elemzési módszerekre világítunk rá, beleértve a folyamatablak meghatározását és az SLS porok IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikusKristályosodásA kristályosodás a kristályok kialakulása és növekedése során végbemenő fizikai folyamat. E folyamat során kristályosodási hő szabadul fel.kristályosodását differenciál pásztázó kalorimetriával (DSC), valamint a maradó feszültség és a vetemedés vizsgálatát az SLS-ben.
Források
[1] Schmid, M. (2018): Laser Sintering with Plastics - Technology, Processes and Materials, Carl Hanser Verlag, München.
Hogyan határozzuk meg az SLS porok folyamatablakát DSC segítségével
A polimerpor SLS-re való alkalmasságának jellemzésére és a lehetséges folyamatablak meghatározására a differenciál pásztázó kalorimetriát (DSC) használják. Ismerje meg a mérések beállítását és értelmezését!
Hogyan tanulmányozzuk az SLS por izotermikus kristályosítási viselkedését a DSC segítségével
Egy korábbi cikkben dinamikus mérésekkel határozták meg a folyamatablakot a szelektív lézersinterezés során poliamid 12 porral. Ebben a cikkben elmagyarázzuk, hogy az IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus mérések hogyan használhatók fel fejlettebb vizsgálatokhoz.
Wilo: Jobb teljesítmény a szálerősítésű 3D nyomtatott alkatrészekkel
A Wilo SE világszerte szivattyúkat és szivattyúrendszereket gyárt az épületgépészet, a teljes vízgazdálkodási lánc és az ipar számára. Nem meglepő, hogy a Wilo olyan csúcstechnológiákkal dolgozik, mint az additív gyártás. Ismerje meg, hogyan használják a NETZSCH DSC 214-et Polyma az új anyagválasztások termikus viselkedésének megértésére.
Szelektív lézersinteres alkatrészek vetemedésének becslése termomechanikai elemzéssel
A szelektív lézersinterezésben (SLS) használt műanyagok hőtágulása nagyobb, mint más anyagoké. Ezért fontos tudni, hogy az SLS-alkatrész méretei hogyan változnak a különböző hőmérsékleteken a gyártás és a használat során. Minél nagyobb a hőtágulási együttható, annál hajlamosabbak az alkatrészek a vetemedésre vagy görbülésre és a maradó feszültségek kialakulására. Tudjon meg többet!
A maradó feszültségek becslése SLS alkatrészekben a DMA segítségével
A szelektív lézersinterezés (SLS) az egyik leggyakrabban használt additív gyártási technológia szerkezeti műanyag alkatrészek gyártására. Magas hőmérsékleten történő működtetés esetén a maradó feszültségek károsan befolyásolhatják az alkatrész teljesítményét. A maradó feszültségek jobb megértéséhez az anyag modulusának ismerete szükséges. Tudjon meg többet a maradó feszültségekről és arról, hogyan mérheti az anyagtulajdonságot egy hőelemzési módszerrel.
A fajlagos hőkapacitás mérése az SLS-folyamatok szimulálásához
Jelentős erőfeszítéseket tettek a szelektív lézersinterezés folyamatának modellezésére és szimulálására, mivel az alsóbb rétegek hőmérsékleti mezejére vonatkozó információkat nehéz mérni. Ismerje meg, hogyan segíthet a Fajlagos hőkapacitás (cp)A hőkapacitás egy anyagspecifikus fizikai mennyiség, amelyet a mintadarabba juttatott hőmennyiség és az ebből eredő hőmérséklet-emelkedés hányadosa határoz meg. A fajlagos hőkapacitás a minta egységnyi tömegére vonatkozik.fajlagos hőkapacitás!
Hogyan befolyásolják a töltőanyagok az SLS porok kristályosodási viselkedését
A szelektív lézersinterezéshez rendelkezésre álló anyagok még mindig korlátozott száma miatt folyamatosan igény van a különböző tulajdonságokkal rendelkező anyagok iránt. Bármilyen töltőanyag hozzáadása az SLS porhoz jellemzően hatással van a feldolgozási viselkedésre. Ma rézgömbökkel és pelyhekkel töltött PA12 por kristályosodási viselkedését vizsgáljuk.
Hogyan befolyásolja a töltött porok fajlagos hőkapacitása az SLS feldolgozási paramétereket
A szelektív lézerszinterezés (SLS) porainak töltőanyagokkal történő módosítása jó módszer az előállított alkatrészek tulajdonságainak módosítására anélkül, hogy új poranyagokat kellene használni. Ismerje meg, hogyan értékelhető a réz töltőanyagok hatása a feldolgozási viselkedésre.
Hogyan készítsük elő az SLS alkatrészeket a hőelemzési mérésekhez: LFA
A minták építési orientációja hatással van a szelektív lézersinterezéssel (SLS) előállított alkatrészek mechanikai tulajdonságaira. Ezért a termofizikai tulajdonságokat különböző irányokban kell értékelni. Ismerje meg, hogyan készítse elő a töltött mintákat a lézervillantásos elemzéshez!
Hogyan befolyásolja a termikus diffúziós képesség a gyártási hőmérsékletet az SLS-folyamatban
A polimerporban lévő vezető töltőanyagok, például a rézgömbök és -pelyhek befolyásolják az additív gyártási folyamatokat. Ismerje meg, hogyan teszi lehetővé a lézervillanás-elemzés a folyamat beállításának meghatározását a legmagasabb minőségű alkatrészek nyomtatásához.
Hogyan növelik a töltőanyagok az SLS alkatrészek izotróp vagy anizotróp viselkedését az igazításukon keresztül
Általában a töltőanyagok hozzáadása a mechanikai teljesítmény növekedéséhez vezet. Annak megértéséhez, hogy a merevség vagy modulus hogyan változik a töltőanyag-geometria és a töltőanyag-tartalom függvényében, dinamikus mechanikai analízis (DMA) használható. Tudjon meg többet cikkünkben.
Miért folyamatfüggő az anizotróp töltőanyagok hatása a hőtágulásra
A töltőanyagokat a polimer mátrixhoz adják a késztermék mechanikai teljesítményének javítása érdekében. Az ilyen töltőanyagok orientációja a feldolgozási körülményektől függ. Ismerje meg, hogy a rézszálak teljes tartalma, alakja és orientációja hogyan befolyásolja a termikus térfogattágulási együtthatót.

INGYENES e-könyv
Termikus analízis és reológia a polimer additív gyártásban
Fedezze fel az AM játékváltoztató képességeinek titkait! Újonnan megjelent e-könyvünk mélyen az AM szívébe hatol, és feltárja a megbízható anyagjellemzési technikák, különösen a termikus analízis és a reológia erejét.