
22.02.2021 by Dr. Natalie Rudolph, Doreen Rapp
Valikoivan lasersintrauksen osien vääntymisen arviointi termomekaanisen analyysin avulla
Selektiivisessä lasersintrauksessa (SLS) käytettävien muovien lämpölaajeneminen on suurempi kuin muiden materiaalien. Siksi on tärkeää tietää, miten SLS-kappaleen mitat muuttuvat eri lämpötiloissa rakentamisen ja käytön aikana. Mitä suurempi lämpölaajenemiskerroin on, sitä alttiimpia osat ovat vääntymiselle tai käpristymiselle ja jäännösjännitysten syntymiselle. Lue lisää!
Tämä johtuu siitä, että mitä suurempi lämpölaajenemiskerroin on, sitä suurempi on prosessin pienimpienkin lämpötilaerojen vaikutus. Lämpölaajeneminen tai pikemminkin kutistuminen prosessin aikana riippuu materiaalin lämpökutistumasta ja - SLS:ssä usein käytettyjen puolikiteisten materiaalien tapauksessa - kiteytymisestä johtuvasta kutistumisesta. Kiteytymiskutistuman määrä riippuu itse polymeerirakenteesta, mutta myös jäähdytyslämpötiloista. SLS-prosessissa lämpötilagradientit ovat väistämättömiä ja jäähdytysnopeudet ovat small.
SLS-prosessin periaate
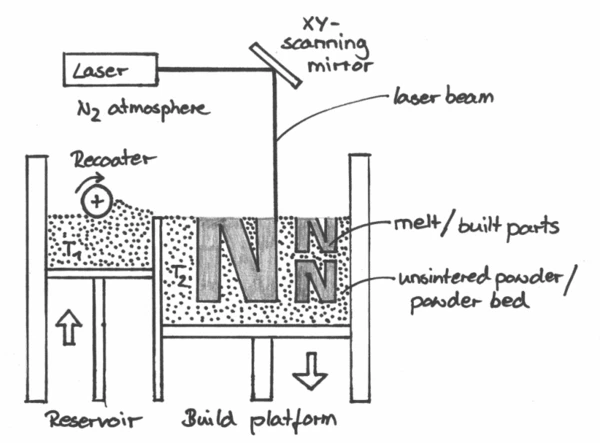
SLS-prosessissa ohut jauhekerros levitetään rakennusalustalle ja kuumennetaan hieman materiaalin sulamislämpötilan alapuolelle, jota kutsutaan usein rakennuslämpötilaksi (lämmittimet eivät näy kaaviossa). Seuraavaksi laser piirtää ensimmäisen kerroksen kappaleen geometrian poikkileikkauksen ja tuottaa riittävästi energiaa materiaalin paikalliseen sulattamiseen. Ilman leikkausvoimia sulan viskositeetin ja pintajännityksen on oltava alhainen, jotta se sulautuu yhteen ja muodostaa yhtenäisen sulan. Ympäröivä jauhe pysyy kiinteänä ja säilyttää sulan geometrian muodon. Siksi tukirakenteita ei tarvita. Tämä voidaan nähdä jauhepohjassa olevista kolmesta N-muotoisesta rakennetusta osasta. Nyt rakennusalusta lasketaan yhden kerroksen verran alaspäin, jolloin saadaan tilaa seuraavalle kerrokselle. Lakaisu- tai uudelleenpeittörulla liikkuu pinnan yli, poimii ylimääräisen materiaalin säiliöstä ja laskee uuden ja kylmemmän jauheen rakennusalustan päälle seuraavan kerroksen luomiseksi. Jälleen kerran jauhe kuumennetaan, jotta se pysyy rakentamislämpötilassa. Tämä on tärkeää kiteytymisen estämiseksi. Koko rakennuskehys pidetään typpi-ilmakehässä ikääntymisen vaikutusten vähentämiseksi. Nämä jauhemaalaus- ja lasersulatusprosessin vaiheet toistetaan yhä uudelleen, kunnes koko osa on rakennettu. Vasta tämän jälkeen rakennekuori jäähdytetään, mikä käynnistää osan kiteytymisen ja siten jähmettymisprosessin. Kun osa ja sitä ympäröivä jauhe on jäähtynyt kokonaan, osa puretaan pakkauksesta.
SLS-prosessissa käytettävät materiaalit
Ensimmäinen tässä prosessissa käytetty materiaali oli PA12, koska se on mekaanisesti hyvä ja koska siitä voidaan tuottaa jauheita saostamalla. Näin saadaan lähes täydellisen pallomaisen muotoista jauhetta, jota tarvitaan tasaisen kerroksen muodostamiseksi pinnoituksessa. Se muodostaa edelleen 90-95 prosenttia kaikista SLS:ssä käytettävistä materiaaleista. Viime vuosina prosessiin on kuitenkin soveltunut yhä useampia materiaaleja, kuten PEEK:n kaltaisia korkean suorituskyvyn materiaaleja, TPU:n kaltaisia elastomeerimateriaaleja ja jopa PP:n kaltaisia perusmateriaaleja. Useimmat niistä valmistetaan kryogeenisellä hionnalla, ja niissä on enemmän tai vähemmän selviä poikkeamia pyöreästä muodosta [1].
Lisää perusasioita valikoivasta lasersintrauksesta ja muista additiivisen valmistuksen teknologioista löydät YouTube-kanavaltamme!
Lue lisää polymeeripulverisulatuksesta täältä!
Lämpöanalyysi ja reologia SLS-prosessien onnistumisen tukena
SLS-prosesseihin keskittyvää tutkimusta ja kehitystä kohdennetaan, kun tutkitaan uusia SLS-materiaaleja. Tavoitteena on määrittää niiden soveltuvuus SLS:ään, määritellä prosessiikkuna, analysoida sulan muodostumista ja ymmärtää, miten täyteaineet muuttavat jauheen ja valmiiden osien ominaisuuksia. Seuraavissa blogikirjoituksissa valotamme erilaisia analyysimenetelmiä, joissa käytetään lämpöanalyysi- ja reologiavälineitä keskeisten parametrien karakterisoimiseksi, mukaan lukien prosessi-ikkunan määrittäminen ja SLS-jauheiden IsoterminenKontrolloidussa ja vakiolämpötilassa tehtäviä testejä kutsutaan isotermisiksi.isoterminen KiteytyminenKiteytyminen on fysikaalinen kovettumisprosessi, joka tapahtuu kiteiden muodostuessa ja kasvaessa. Tämän prosessin aikana vapautuu kiteytymislämpöä.kiteytyminen DSC:n (Differential Scanning Calorimetry) avulla sekä jäännösjännityksen ja vääntymisen tutkiminen SLS:ssä.
Lähteet
[1] Schmid, M. (2018): Laser Sintering with Plastics - Technology, Processes and Materials, Carl Hanser Verlag, München.
Kuinka määrittää SLS-jauheiden prosessi-ikkuna DSC:n avulla
Polymeerijauheen SLS-ominaisuuksien määrittämiseksi ja mahdollisen prosessi-ikkunan määrittämiseksi käytetään differentiaalista pyyhkäisykalorimetriaa (DSC). Opi, miten mittaukset asetetaan ja tulkitaan!
Miten tutkia SLS-jauheen isotermistä kiteytymiskäyttäytymistä DSC: n avulla
Aikaisemmassa artikkelissa määritettiin prosessi-ikkuna polyamidi 12 -jauheen valikoivassa lasersintrausprosessissa dynaamisilla mittauksilla. Tässä artikkelissa selitetään, miten isotermisiä mittauksia voidaan käyttää edistyneemmissä tutkimuksissa.
Wilo: Parempi suorituskyky kuituvahvisteisilla 3D-tulostetuilla komponenteilla
Wilo SE valmistaa maailmanlaajuisesti pumppuja ja pumppujärjestelmiä talotekniikkaan, koko vesihuoltoketjuun ja teollisuuteen. Ei ole yllätys, että Wilo työskentelee huipputeknologian, kuten additiivisen valmistuksen, parissa. Lue, miten he käyttävät NETZSCH DSC 214:ää Polyma ymmärtääkseen uusien materiaalivalintojen lämpökäyttäytymistä.
Valikoivan lasersintrauksen osien vääntymisen arviointi termomekaanisen analyysin avulla
Selektiivisessä lasersintrauksessa (SLS) käytettävien muovien lämpölaajeneminen on suurempi kuin muiden materiaalien. Siksi on tärkeää tietää, miten SLS-kappaleen mitat muuttuvat eri lämpötiloissa rakentamisen ja käytön aikana. Mitä suurempi lämpölaajenemiskerroin on, sitä alttiimpia osat ovat vääntymiselle tai käyristymiselle ja jäännösjännitysten syntymiselle. Lue lisää!
SLS-osien jäännösjännitysten arviointi DMA:n avulla.
Selektiivinen lasersintraus (SLS) on yksi käytetyimmistä additiivisen valmistuksen tekniikoista rakenteellisten muoviosien valmistukseen. Kun sitä käytetään korkeassa lämpötilassa, jäännösjännitykset voivat vaikuttaa haitallisesti osan suorituskykyyn. Jotta jäännösjännityksiä voitaisiin ymmärtää paremmin, tarvitaan tietoa materiaalin moduulista. Lue lisää jäännösjännityksistä ja siitä, miten materiaaliominaisuutta mitataan lämpöanalyysimenetelmällä.
Ominaislämpökapasiteetin mittaaminen SLS-prosessien simuloimiseksi
Selektiivisen lasersintrausprosessin mallintamiseksi ja simuloimiseksi on tehty merkittäviä ponnisteluja, koska alempien kerrosten lämpötilakenttää on vaikea mitata. Lue, miten ominaislämpökapasiteetti voi auttaa!
Miten täyteaineet vaikuttavat SLS-jauheiden kiteytymiskäyttäytymiseen
Koska valikoivaan lasersintraukseen käytettävissä olevien materiaalien määrä on edelleen rajallinen, tarvitaan jatkuvasti materiaaleja, joilla on erilaisia ominaisuuksia. Minkä tahansa täyteaineen lisääminen SLS-jauheeseen vaikuttaa tyypillisesti käsittelykäyttäytymiseen. Tänään tutkimme kuparipalloilla ja -hiutaleilla täytetyn PA12-jauheen kiteytymiskäyttäytymistä.
Miten täytettyjen jauheiden ominaislämpökapasiteetti vaikuttaa SLS-prosessointiparametreihin
Selektiivisen lasersintrauksen (SLS) jauheiden muokkaaminen täyteaineilla on hyvä tapa muuttaa tuotettujen osien ominaisuuksia ilman, että tarvitaan uusia jauhemateriaaleja. Opi arvioimaan kuparitäyteaineiden vaikutusta prosessointikäyttäytymiseen.
SLS-osien valmistelu lämpöanalyysimittauksia varten: LFA
Näytteiden rakennussuuntauksella on vaikutusta SLS-kappaleiden (Selective Laser Sintering, valikoiva lasersintraus) mekaanisiin ominaisuuksiin. Siksi termofysikaaliset ominaisuudet on arvioitava eri suunnissa. Opi, miten täytetyt näytteet valmistellaan laserleimausanalyysiä varten!
Miten lämpöhajoavuus vaikuttaa SLS-prosessin rakentamislämpötilaan
Polymeerijauheessa olevat johtavat täyteaineet, kuten kuparipallot ja -hiutaleet, vaikuttavat Additive Manufacturing -prosesseihin. Lue, miten laserleimausanalyysin avulla voidaan määrittää prosessiasetukset korkealaatuisimpien osien tulostamiseksi.
Miten täyteaineet lisäävät SLS-osien isotrooppista tai anisotrooppista käyttäytymistä niiden linjauksen avulla
Yleensä täyteaineiden lisääminen lisää mekaanista suorituskykyä. Dynaamisen mekaanisen analyysin (DMA) avulla voidaan ymmärtää, miten jäykkyys tai moduuli muuttuu täyteaineen geometrian ja täyteainepitoisuuden funktiona. Lue lisää artikkelistamme.
Miksi anisotrooppisten täyteaineiden vaikutus lämpölaajenemiseen on prosessiriippuvainen
Täyteaineita lisätään polymeerimatriisiin lopputuotteen mekaanisen suorituskyvyn parantamiseksi. Tällaisten täyteaineiden suuntautuminen riippuu käsittelyolosuhteista. Lue, miten kuparikuitujen kokonaispitoisuus, muoto ja suuntaus vaikuttavat termiseen tilavuuslaajenemiskertoimeen.

ILMAINEN E-kirja
Lämpöanalyysi ja reologia polymeerien lisäainevalmistuksessa
Tutustu salaisuuksiin AM:n peliä muuttavien kykyjen takana! Äskettäin julkaistussa e-kirjassamme pureudutaan syvälle AM:n ytimeen ja paljastetaan luotettavien materiaalin karakterisointitekniikoiden, erityisesti lämpöanalyysin ja reologian, voima.