Introduktion
Definerede opvarmnings- og afkølingshastigheder er vigtige parametre for DSC-målinger. Internationale standarder anbefaler en opvarmningshastighed på 10 K/min eller 20 K/min (ISO 11357, DIN 53765, ASTM E793, ASTM E794), når man stræber efter termodynamisk ligevægt. I modsætning hertil er målet med kvalitetskontrol og -sikring inden for polymerforarbejdning at opnå meningsfulde måleresultater hurtigere ved hjælp af højere opvarmningshastigheder (f.eks. 40 K/min). Det primære mål er at sammenligne en strømmåling på en afvist del med en kontroldel.
Indflydelse af opvarmnings- og afkølingshastigheder ved hjælp af eksempel på PBT
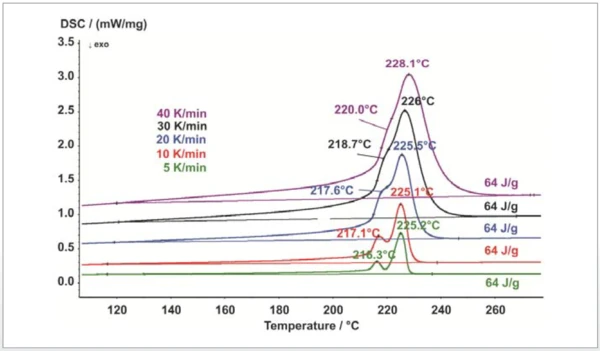
Figur 1 viser smelteadfærden for polybutylenterephthalat (PBT) ved en stigende opvarmningshastighed. Målingerne blev udført med DSC 204 F1 Phoenix® i en nitrogenatmosfære. Den relativt høje opvarmningshastighed på 40 K/min for semikrystallinsk PBT viser ikke længere den typiske Smeltetemperaturer og entalpierEt stofs fusionsenthalpi, også kendt som latent varme, er et mål for den energitilførsel, typisk varme, der er nødvendig for at omdanne et stof fra fast til flydende tilstand. Et stofs smeltepunkt er den temperatur, hvor det skifter tilstand fra fast (krystallinsk) til flydende (isotropisk smelte).smeltning af ß-fasen, der ses i mindre krystallitter, men snarere kun den primære smeltetop (her ved 228 °C). Hvis man forsøger at identificere materialet, kunne man her fejlagtigt antage, at det drejer sig om polyamid (PA 6). Den lavere opvarmningshastighed på 10 K/min viser allerede, at ß-fasen er klart adskilt fra hovedtoppen ved 217 °C; dette er typisk for PBT og forekommer ikke for PA6.
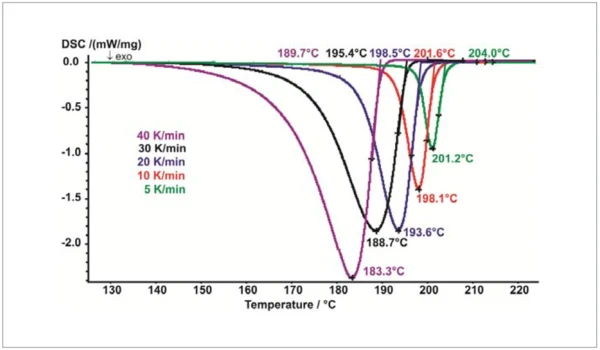
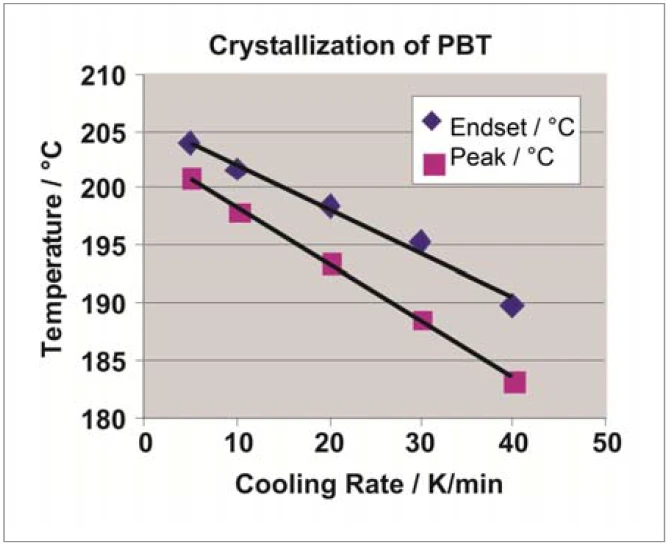
Kontrolleret afkøling fra smelten udført med intracooleren giver PBT's krystallisationsadfærd (figur 2). Efterhånden som afkølingshastigheden øges, skifter både begyndelsen af størkningen (ekstrapoleret ende, synsretning fra højre til venstre) og krystallisationstoppens temperatur til lavere værdier (figur 3). Når afkølingshastigheden øges, bliver krystalliseringstoppen ikke kun større, men strækker sig også over et bredere temperaturområde. Selvom der anvendes betydeligt højere kølehastigheder ved sprøjtestøbning, giver DSC vigtige oplysninger om, hvornår eller ved hvilken temperatur emnet kan afformes fra værktøjet sikkert og uden fare for forvrængning.
Sammenfatning
Operatøren udfører pligtskyldigt temperaturkalibrering ved højere opvarmningshastigheder og registrerer en forskydning af smeltetoptemperaturen ved højere værdier, men bliver derefter ofte overrasket over, at DSC-målingen på den virkelige polymerprøve ikke giver det ønskede resultat. Den høje opvarmningshastighed medfører, at termiske effekter forskydes; individuelle toppe eller smeltefaser kan ikke længere adskilles pålideligt. Afkølingshastigheden påvirker også krystalliseringsadfærden. Hurtige afkølingshastigheder forårsager en forsinkelse i krystalliseringen, men tjener til at optimere produktionsprocesser.