Wprowadzenie
Właściwości reologiczne produktu mogą wpływać na to, jak jest on postrzegany przez konsumenta pod względem wizualnym i teksturalnym oraz jak może się zachowywać podczas użytkowania. Na przykład, materiały bardzo rozrzedzane ścinaniem będą w dużym stopniu reagować na zmiany przyłożonego naprężenia, podczas gdy materiały newtonowskie będą wykazywać znacznie mniejszą zależność. Taka reakcja jest ważna przy rozważaniu łatwości rozprowadzania lub "zdolności do rozprowadzania".
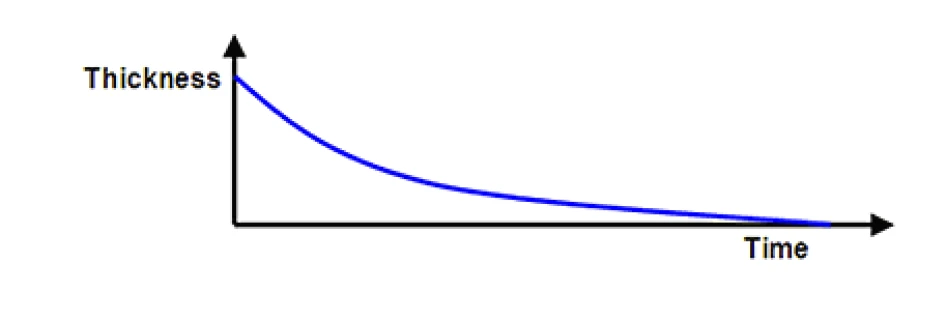
Proces rozprowadzania powoduje konsekwentne zmniejszenie grubości warstwy, ponieważ jest ona rozprowadzana na większej powierzchni, jak pokazano na rysunku 1. Ponieważ szybkość ścinania jest równa zastosowanej prędkości podzielonej przez grubość warstwy, rozprzestrzeniania nie można zatem przypisać pojedynczej szybkości ścinania.
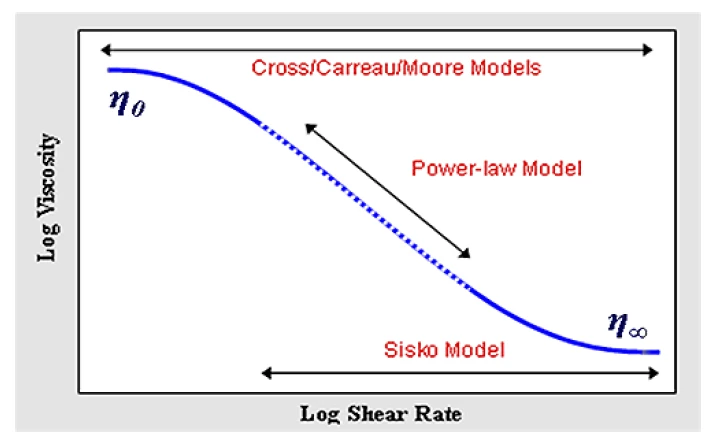
Lepszym sposobem oceny zdolności do rozprowadzania jest scharakteryzowanie zmiany lepkości w zakresie szybkości ścinania, jak pokazano na rysunku 2. Obszarem zainteresowania jest obszar rozrzedzania ścinaniem lub prawa potęgowego, ponieważ opisuje on, jak łatwo struktura materiału rozpada się pod wpływem zastosowanego ścinania. Obszar ten wydaje się liniowy na wykresie log-log lepkości w funkcji szybkości ścinania ze stałym gradientem, ale wykazuje zależność od prawa mocy, gdy jest wykreślony w skali liniowej.
Matematycznie ten obszar krzywej przepływu można opisać za pomocą prawa mocy lub modelu Ostwalda de Waele'a podanego w równaniu 1.
k jest spójnością
n jest wskaźnikiem prawa potęgowego
σ jest szybkością ścinania
Spójność ma jednostki Pasn, ale numerycznie jest równa lepkości mierzonej przy 1 s-1. Wskaźnik prawa potęgowego waha się od 0 dla materiałów bardzo rozrzedzanych ścinaniem do 1 dla materiałów newtonowskich.
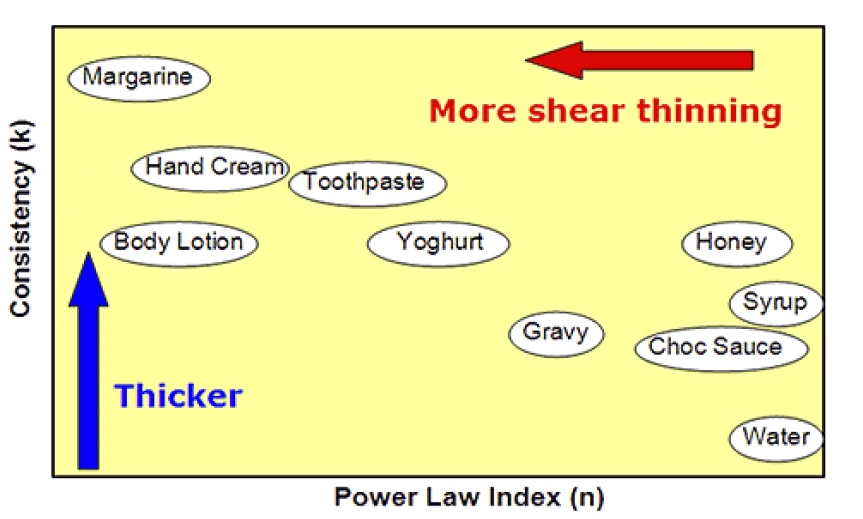
Im niższy wymagany wkład naprężenia, tym łatwiej materiał powinien się rozprzestrzeniać. Niższa wartość k oznacza niższą lepkość, a tym samym niższy wkład naprężenia, podczas gdy niższa wartość n wskazuje na większe rozrzedzenie ścinaniem, co przekłada się na smaller wzrost naprężenia wraz ze wzrostem szybkości ścinania.
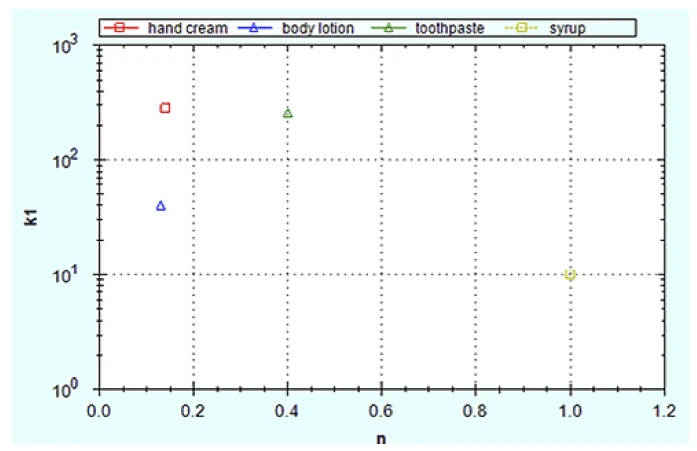
Informacje te można przedstawić na wykresie podobnym do pokazanego na rysunku 3. Materiały o niskich wartościach k i/lub niskich wartościach n powinny być najłatwiejsze do rozprowadzenia.
Eksperymentalny
- Zdolność do rozprowadzania wielu produktów konsumenckich została oceniona poprzez wykonanie testu rampy szybkości ścinania i przeanalizowanie wynikowej krzywej przy użyciu modelu prawa potęgowego.
- Pomiary reometrem rotacyjnym wykonano przy użyciu reometru rotacyjnego Kinexus z wkładem z płytką Peltiera i systemem pomiarowym z równoległą płytką chropowatą1, stosując standardowe, wstępnie skonfigurowane sekwencje w oprogramowaniu rSpace.
- Zastosowano standardową sekwencję ładowania, aby zapewnić, że obie próbki podlegały spójnemu i kontrolowanemu protokołowi ładowania.
- Wszystkie pomiary reologiczne przeprowadzono w temperaturze 25°C.
- Krzywa płynięcia została wygenerowana przy użyciu testu rampy szybkości ścinania i modelu prawa potęgowego dopasowanego do tej krzywej.
Wyniki i dyskusja
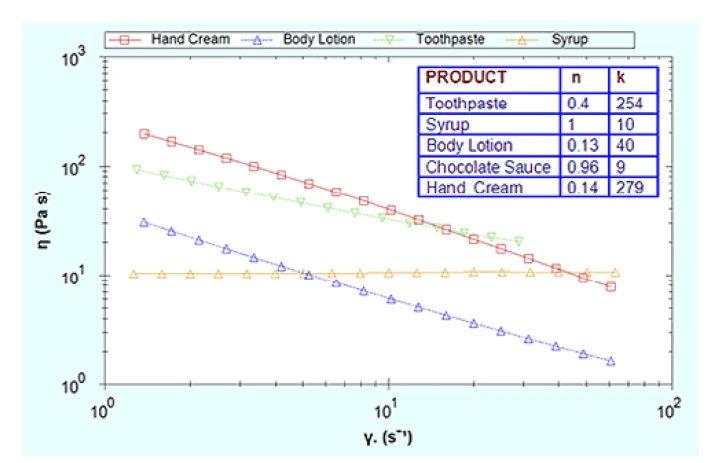
Rysunek 4 przedstawia krzywą lepkość-szybkość ścinania dla szeregu produktów handlowych i odpowiadające im parametry dopasowania, z graficzną prezentacją tych ostatnich na rysunku 5.
Chociaż pasta do zębów i krem do rąk mają podobne wartości k, krem do rąk ma znacznie niższą wartość n, dzięki czemu jest bardziej rozrzedzany ścinaniem i łatwiejszy do rozprowadzenia. I odwrotnie, syrop i sos czekoladowy mają znacznie niższe wartości k, ale nie są rozrzedzane ścinaniem, dlatego wydają się gęste i lepkie podczas aplikacji. Balsam do ciała ma zarówno stosunkowo niską wartość k, jak i n, co znacznie ułatwia jego nakładanie. W celu ilościowego porównania naprężeń wymaganych do rozprowadzenia odpowiednio kremu do rąk i syropu przy równoważnych szybkościach ścinania, wartości n i k można podstawić do równania 1. Biorąc pod uwagę pojedynczą szybkość ścinania wynoszącą 1 s-1, która może odpowiadać grubszej warstwie produktu, naprężenie wymagane do utrzymania przepływu przy tej szybkości ścinania wynosi 279 Pa dla kremu do rąk i 10 P a dla syropu (σ = k przy 1 s-1). Przy szybkości ścinania 1000 s-1, która odnosiłaby się do cieńszej warstwy materiału wynikającej z procesu rozprowadzania, wymagane naprężenie wzrasta do 734 Pa dla kremu do rąk i 10 000 Pa dla syropu. Podkreśla to znaczenie zachowania nienewtonowskiego w procesie rozprowadzania.
Wnioski
Test szybkości ścinania z dopasowaniem modelu prawa potęgowego został wykorzystany do scharakteryzowania zdolności do rozprowadzania różnych produktów komercyjnych przy użyciu parametrów dopasowania prawa potęgowego k i n. Niskie wartości k i n wskazują na niższą lepkość i większy stopień rozrzedzenia ścinaniem, co przyczyni się do łatwiejszego rozprowadzania.
Uwaga...
zaleca się, aby testy były przeprowadzane przy użyciu geometrii stożkowej i płytowej lub równoległej - przy czym ta ostatnia jest preferowana w przypadku dyspersji i emulsji o rozmiarach cząstek large. Takie rodzaje materiałów mogą również wymagać zastosowania ząbkowanej lub chropowatej geometrii, aby uniknąć artefaktów związanych z poślizgiem na powierzchni geometrii.