Wprowadzenie
Wypełniacze od dawna odgrywają ważną rolę w przemyśle produkcji polimerów. Początkowo dodawane w celu obniżenia cen materiałów, obecnie wykorzystywane są głównie ze względu na swoje inne zalety: Wypełniacze mogą zmniejszać skurcz, zwiększać sztywność, a czasem poprawiać wygląd. Są one wprowadzane w celu stworzenia nowych właściwości materiału, których nie posiada materiał matrycy, takich jak ognioodporność, lub w celu poprawy istniejących właściwości, jak ma to miejsce w przypadku włókien.
Podczas pomiaru, w jaki sposób wypełniony materiał zmienia swoją długość podczas ogrzewania lub chłodzenia, ważną właściwością, którą należy wziąć pod uwagę, jest współczynnik rozszerzalności cieplnej α lub Współczynnik liniowej rozszerzalności cieplnej (CLTE/CTE)Współczynnik liniowej rozszerzalności cieplnej (CLTE) opisuje zmianę długości materiału w funkcji temperatury. CTE (współczynnik rozszerzalności cieplnej). Wiedza na temat zachowania materiału w tym zakresie jest potrzebna do określenia wartości, które są kluczowe dla projektowania, takich jak skurcz, w celu zapewnienia kompatybilności między partnerami łączącymi w produkcie końcowym.
Współczynnik Współczynnik liniowej rozszerzalności cieplnej (CLTE/CTE)Współczynnik liniowej rozszerzalności cieplnej (CLTE) opisuje zmianę długości materiału w funkcji temperatury. CTE jest jednak wrażliwy na orientację wypełniacza w formowanej części. Orientacja ta silnie zależy od pola przepływu, które opisuje sposób, w jaki materiał wypełnia formę. W związku z tym należy spodziewać się różnych wartości współczynnika Współczynnik liniowej rozszerzalności cieplnej (CLTE/CTE)Współczynnik liniowej rozszerzalności cieplnej (CLTE) opisuje zmianę długości materiału w funkcji temperatury. CTE w formowanej części. Niniejszy artykuł ma na celu zbadanie tego założenia. Na potrzeby tego badania żywica PEEK o niskiej lepkości z 40-procentowym udziałem krótkich włókien węglowych została wtryśnięta do formy płytowej o wymiarach 80 x 80 mm i grubości 2 mm w Neue Materialien Bayreuth. W celu uzyskania bardziej jednolitego frontu przepływu i zmniejszenia pęknięć włókien, które mogłyby wystąpić przy cieńszej bramie, zastosowano bramę foliową. Materiał suszono w temperaturze 150°C przez 3 godziny przed formowaniem wtryskowym w temperaturze 410°C w formie o temperaturze 175°C.

Zgodnie z arkuszem danych, Temperatury i entalpie topnieniaEntalpia syntezy substancji, znana również jako ciepło utajone, jest miarą nakładu energii, zazwyczaj ciepła, która jest niezbędna do przekształcenia substancji ze stanu stałego w ciekły. Temperatura topnienia substancji to temperatura, w której zmienia ona stan ze stałego (krystalicznego) na ciekły (stopiony izotropowo).temperatura topnienia wynosi 343°C, a temperatura zeszklenia, Tg, 143°C. Lepkość stopu w temperaturze 400°C wynosi zaledwie 300 pas. Współczynnik rozszerzalności cieplnej α podano w tabeli 2. Zazwyczaj pomiary z arkusza danych są wykonywane na próbce testowej dogbone, która jest zwykle formowana również z bramą foliową. Ma ona grubość 4 mm i całkowitą długość 185 mm. Ponieważ orientacja wypełniacza silnie zależy od pola przepływu, jest prawdopodobne, że wynikowa orientacja wypełniacza będzie inna w formie z Neue Materialien Bayreuth niż w formie użytej do określenia właściwości w arkuszu danych. Jak już wspomniano, współczynnik rozszerzalności cieplnej jest wrażliwy na orientację wypełniacza, należy spodziewać się różnych wartości współczynnika Współczynnik liniowej rozszerzalności cieplnej (CLTE/CTE)Współczynnik liniowej rozszerzalności cieplnej (CLTE) opisuje zmianę długości materiału w funkcji temperatury. CTE w płycie i dalej w różnych regionach płyty.
Jak stopiony materiał wpływa do formy?
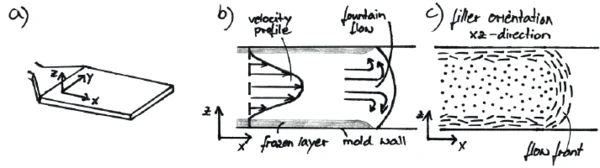
Rysunek 2 przedstawia schemat płytki próbnej (a); ponadto pokazuje profil prędkości na całej grubości części, a także przepływ fontanny na czole stopu (b) i wynikającą z tego orientację włókien (c). Ze względu na gradient prędkości, różne siły i momenty działają na włókna i prowadzą do charakterystycznej orientacji włókien w części. W środku części włókna są zorientowane prostopadle do kierunku przepływu z powodu przepływu rozciągającego i poprzecznego. Ze względu na wysokie szybkości ścinania przy ścianie lub warstwie zamrożonej, włókna są ułożone równolegle do przepływu. Grubość tej wysoce zorientowanej warstwy zależy od grubości warstwy zamrożonej i profilu prędkości.
W jaki sposób przygotowano próbki do eksperymentui dokonano pomiarów?
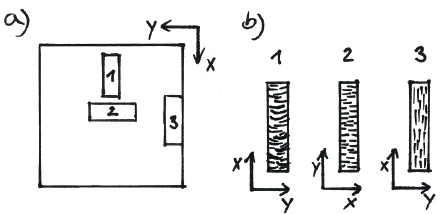
Do pomiarów TMA na stronie NETZSCH Analyzing & Testing, próbki o wymiarach 25 x 5 mm zostały wycięte z różnych obszarów płyty zgodnie z rysunkiem 3(a) w celu zbadania wpływu orientacji włókien na współczynnik rozszerzalności cieplnej. Oczekiwana dominująca orientacja włókien jest przedstawiona na próbkach pokazanych na rysunku 3(b). Próbki zostały zmierzone za pomocą urządzenia TMA 402 F3 Hyperion® Polymer Edition (rysunek 1). Po początkowym etapie chłodzenia, temperatura została zwiększona z -70 do 300°C przy szybkości ogrzewania 5 K/min. Współczynnik rozszerzalności cieplnej został obliczony przy użyciu średniej analizy Współczynnik liniowej rozszerzalności cieplnej (CLTE/CTE)Współczynnik liniowej rozszerzalności cieplnej (CLTE) opisuje zmianę długości materiału w funkcji temperatury. CTE (m. CTE), która oblicza nachylenie między dwoma punktami danych. Wszystkie warunki pomiarowe podsumowano w tabeli 1.
Tabela 1: Warunki testowe
| Uchwyt próbki | Rozszerzalny, wykonany z SiO2 |
| Obciążenie próbki | 50 mN |
| Atmosfera | N2 |
| Natężenie przepływu gazu | 50 ml/min |
| Zakres temperatur | -70 ... 300°C przy szybkości ogrzewania 5 K/min |
W jaki sposób rozszerzalność cieplna koreluje z polem przepływu ?
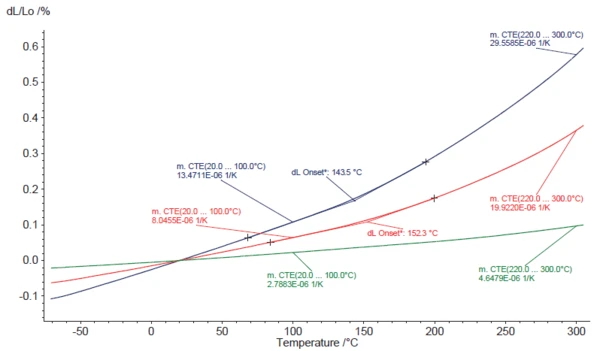
Wyniki przedstawiono na rysunku 4. Niebieska linia to próbka 2, czerwona linia próbka 1, a zielona linia próbka 3. Zgodnie z oczekiwaniami, współczynnik CTE powyżej Tg jest wyższy niż poniżej Tg; dla tych próbek jest on około dwukrotnie wyższy. Można zauważyć, że współczynniki CTE próbki 3 są najniższe, a próbka 2 ma najwyższe wartości. Próbka 1 znajduje się pomiędzy nimi. Ten sam trend wśród próbek można zaobserwować w Tg. Próbka 2 - która jest bardziej zdominowana przez zachowanie matrycy w porównaniu do innych próbek - ma taką samą Tg 143°C, jak podano w arkuszu danych (zmierzoną za pomocą DSC). Próbka 1, dla której wpływ włókien na współczynnik CTE jest większy, ma wyższą wartość Tg wynoszącą 152°C; wskazuje to na wyższą sztywność wprowadzoną przez włókna. Można to wykryć w TMA, ponieważ mierzy on odpowiedź mechaniczną. Próbka 3 jest silnie zdominowana przez włókna, dlatego Tg jest ledwo widoczna i nie została przeanalizowana.
Porównując pomiary na trzech próbkach z wartościami podanymi w arkuszu danych, można zauważyć, że różne grubości próbek i ogólna geometria rzeczywiście skutkują różnymi wartościami CTE. Współczynnik CTE w kierunku przepływu jest we wszystkich próbkach wyższy niż w arkuszu danych. Oznacza to, że bardzo ważne jest uzyskanie wartości współczynnika CTE na próbkach o podobnym kształcie i geometrii do próbek produktu końcowego. W przeciwnym razie parametry, które są istotne dla projektowania, takie jak skurcz lub kompatybilność między partnerami łączącymi, zostaną nadmiernie lub niedostatecznie przewidziane.
Na podstawie pomiarów CTE, jak również teorii orientacji włókien w polu przepływu, można wywnioskować dominującą orientację włókien w próbkach; patrz rysunek 3(b). Można zauważyć, że ze względu na cienkość próbek, efekt zamrożonej warstwy wydaje się być dominujący w próbkach 2 i 3. Większość włókien jest zorientowana w kierunku przepływu x. Dlatego próbka 3 daje najniższe wartości CTE (pomiar w kierunku przepływu i w kierunku włókien), a próbka 2 najwyższe wartości (pomiar prostopadły do kierunku przepływu i włókien). Próbka 1 znajduje się pomiędzy tymi dwoma, ponieważ efekt przepływu fontannowego jest nadal largest w tym obszarze ze względu na bliskość bramki folii i fakt, że orientacja włókna podąża za przepływem kołowym na czole stopu.
Podsumowanie uzyskanych wartości Tgsprzedstawiono w tabeli 2.
Tabela 2: Podsumowanie uzyskanych wartości Tgs
| Próbka 1 (czerwona) | Próbka 2 (niebieska) | Próbka 3 (zielona) | Arkusz danych producenta | |
|---|---|---|---|---|
| Tg [°C] | 152 | 143 | - | 143 |
Podsumowanie
Badanie wykazało znaczenie analizy współczynnika rozszerzalności cieplnej wypełnionych materiałów w oparciu o orientację wypełniacza, na którą wpływa pole przepływu podczas formowania wtryskowego.
Podziękowanie
Chcielibyśmy podziękować Neue Materialien Bayreuth GmbH za dostarczenie próbek.
Informacje o Neue Materialien Bayreuth GmbH
Neue Materialien Bayreuth GmbH to nieakademicka firma badawczaarch zajmująca się opracowywaniem różnych nowych materiałów do lekkich konstrukcji, od polimerów i kompozytów wzmacnianych włóknami po metale, w tym także ich przetwarzaniem. Dostarcza rozwiązania zorientowane na zastosowania poprzez optymalizację dostępnych materiałów i procesów produkcyjnych(https://www.nmbgmbh.de/en/).