Einleitung
Füllstoffe spielen seit langem eine wichtige Rolle in der polymerverarbeitenden Industrie. Zunächst zugefügt, um Materialpreise zu senken, werden sie heute hauptsächlich wegen ihrer weiteren Vorteile eingesetzt: Füllstoffe können die Schrumpfung verringern, die Steifigkeit erhöhen und manchmal auch das Aussehen verbessern. Ferner werden sie zugesetzt, um weitere oder neue Materialeigenschaften zu generieren (z.B. Flammschutz) oder auch, um beispielsweise durch den Zusatz von Fasern zur Verbesserung der Materialeigenschaften beizutragen.
Eine wichtige Eigenschaft ist der thermische Ausdehnungskoeffizient α oder WAK (Wärmeausdehnungskoeffizient). Er bestimmt, wie sich die Länge des gefüllten Materials beim Aufheizen oder Abkühlen ändert. Die Kenntnis dieses Materialverhaltens ist erforderlich, um charakteristische Werte wie Schrumpfung oder Kompatibilität zwischen den Fügepartnern des Endprodukts bestimmen zu können.
Der WAK reagiert jedoch empfindlich auf die Füllstofforientierung im Formteil. Diese Orientierung hängt stark vom Fließfeld ab, das beschreibt, wie das Material die Form füllt. Daher sind im Formteil unterschiedliche Werte für den WAK zu erwarten. In dieser Application Note soll diese Annahme untersucht werden. Zu diesem Zweck wurde ein niederviskoses PEEK-Harz mit 40 Vol-% an kurzen Kohlenstofffasern in ein Plattenwerkzeug von 80 mm x 80 mm und 20 mm Dicke bei der Neue Materialen Bayreuth GmbH eingespritzt. Um eine gleichmäßigere Fließfront zu erhalten und Faserbrüche, die durch einen dünneren Anguss auftreten können, zu reduzieren, wurde ein Bandanguss verwendet. Das Material wurde 3 Stunden lang bei 150 °C getrocknet, bevor es mit einer Schmelztemperaturen und SchmelzenthalpienDie Schmelzenthalpie einer Substanz, auch bekannt als latente Wärme, stellt ein Maß der Energiezufuhr dar, typischerweise Wärme, welche notwendig ist, um eine Substanz vom festen in den flüssigen Zustand zu überführen. Der Schmelzpunkt einer Substanz ist die Temperatur, bei der die Substanz von einem festen (kristallinen) in den flüssigen Zustand (isotrope Schmelze) übergeht.Schmelztemperatur von 410 °C in die auf 175 °C beheizte Form gespritzt wurde.

Laut Datenblatt liegt der PEEK-Schmelzpunkt bei 343 °C und der Glasübergang Tg bei 143 °C. Die Schmelzviskosität bei 400 °C beträgt lediglich 300 Pas. Der thermische Ausdehnungskoeffizient α ist in Tabelle 2 angegeben. Typischerweise werden die Messungen, die dem Datenblatt zugrunde liegen, an einem Zugprüfstab durchgeführt, der in der Regel ebenfalls mit einem Filmanguss erzeugt wird. Die Dicke betrug 4 mm und die Gesamtlänge 185 mm. Da die Füllstofforientierung stark vom Fließfeld abhängt, ist es wahrscheinlich, dass sich die resultierende Füllstofforientierung in der Form der Neue Materialien Bayreuth GmbH und der Form, die zur Bestimmmung der Eigenschaften auf dem Datenblatt verwendet wurde, unterscheidet. Wie bereits oben erwähnt, sind unterschiedliche Werte für den WAK in der Platte und den weiteren verschiedenen Plattenbereichen zu erwarten.
Wie fließt das geschmolzene Material in die Form?
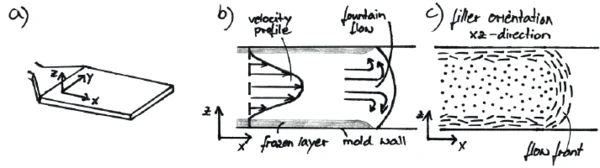
In Abbildung 2 ist ein Schema der Probenplatte (a) sowie das Geschwindigkeitsprofil über die Bauteildicke, der Quellströmung an der Schmelzfront (b) und die resultierende Faserorientierung (c) dargestellt. Aufgrund des Geschwindigkeitsgradienten wirken unterschiedliche Kräfte und Momente auf die Fasern ein und führen zu einer charakteristischen Faserorientierung innerhalb des Bauteils. In der Mitte des Bauteils werden die Fasern aufgrund der Dehn- und Querströmung senkrecht zur Fließrichtung orientiert. Wegen der schnellen Schergeschwindigkeiten an der Wand oder der bereits erstarrten Randschicht werden die Fasern parallel zur Fließrichtung ausgerichtet. Die Dicke dieser stark orientierten Schicht hängt von der Dicke der bereits erstarrten Randschicht und dem Geschwindigkeitsprofil ab.
Wie wurden die Proben für das Experiment vorbereitetund gemessen?
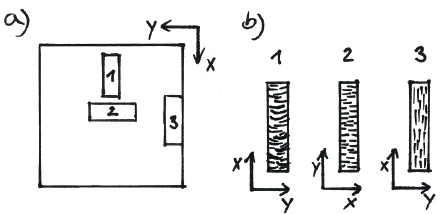
Für die TMA-Messungen bei NETZSCH Analysieren & Prüfen wurden Proben von 25 x 5 mm aus unterschiedlichen Bereichen der Platte gemäß Abbildung 3(a) herausgeschnitten, um den Einfluss der Faserorientierung auf den thermischen Ausdehnungskoeffizienten zu untersuchen. Die erwartete dominierende Faserorientierung ist in den Proben gezeigt 3(b).
Die Proben wurden mit der TMA 402 F3 Hyperion® Polymer Edition (Abbildung 1) gemessen. Nach einer anfänglichen Abkühlstufe wurde die Temperatur von -70 auf 300 °C mit einer Heizrate von 5 K/min erhöht. Der thermische Ausdehnungskoeffizient wurde mit Hilfe der mittleren WAK-Analyse (m. CTE in der NETZSCH Analysesoftware) berechnet, was der Steigung zwischen zwei Datenpunkten entspricht. Die Messbedingungen sind in Tabelle 1 zusammengefasst.
Tabelle 1: Messbedingungen
| Probenhalter | Expansion, SiO2 |
| Probenlast | 50 mN |
| Atmosphäre | N2 |
| Gasflussrate | 50 ml/min |
| Temperaturbereich | -70 ... 300 °C mit einer Heizrate von 5 K/min |
Welcher Zusammenhang besteht zwischen thermischer Ausdehnung und dem Strömungsfeld?
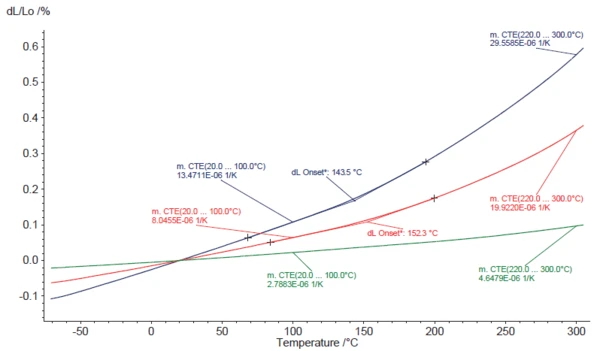
Die Ergebnisse sind in Abbildung 4 gezeigt. Die blaue Kurve stellt Probe 2, die rote Probe 1 und die grüne Kurve Probe 3 dar. Erwartungsgemäß ist der WAK oberhalb des Tg höher als unterhalb; bei den vorliegenden Proben ist er etwa doppelt so hoch. Es ist ersichtlich, dass die WAKs von Probe 3 die niedrigsten Werte und die von Probe 2 die höchsten Werte aufweisen. Probe 1 liegt dazwischen. Die gleiche Tendenz ist auch beim Tg zu beobachten. Probe 2, die im Vergleich zu den anderen Proben am stärksten vom Matrixverhalten dominiert wird, weist den gleichen Tg von 143 °C wie im Datenblatt aufgeführt auf (gemessen mit einer DSC). Probe 1, bei der sich der Einfluss der Faser verstärkt bemerkbar macht, hat einen höheren Tg von 152 °C, was auf eine höhere Steifigkeit durch das Einbringen der Fasern hinweist. Dieses Beispiel zeigt, dass sich die TMA sehr gut zur Aufzeichnung des mechanische Verhaltens eignet. Probe 3 wird stark von den Fasern dominiert; daher ist der Tg kaum sichtbar und wurde nicht analysiert.
Vergleicht man die Messwerte der Proben mit denen im Datenblatt, ist ersichtlich, dass die unterschiedliche Probendicke und Gesamtgeometrie tatsächlich zu unterschiedlichen WAK-Werten führen. Der WAK in Fließrichtung ist bei allen Proben höher als im Datenblatt. Das bedeutet, dass es sehr wichtig ist, WAK-Werte an Proben mit ähnlicher Form und Geometrie, wie sie das Endprodukt besitzt, zu bestimmen. Andernfalls werden charakteristische Werte wie Schrumpfung oder Kompatibilität zwischen den Fügepartner über- oder unterschätzt.
Aus den WAK-Messungen sowie der Theorie der Faserorientierung im Strömungsfeld lässt sich die dominierende Faserorientierung in den Proben ableiten (Abbildung 3b). Die Messungen weisen auf einen dominanten Effekt der bereits erstarrten Randschicht in den Proben 2 und 3 hin, der durch die geringe Probendicke erklärt werden kann. Die Mehrheit der Fasern ist in Fließrichtung x orientiert. Daher ergibt sich für Probe 3 der niedrigste WAK (Messung in Fließ- und Faserrichtung) und für Probe 2 die höchsten Werte (Messung senkrecht zur Fließ- und Faserrichtung). Probe 1 liegt zwischen den beiden, da der Quellströmungseffekt in diesem Bereich kurz nach dem Folienanguss am größten ist und die Faserorientierung noch der kreisförmigen Strömung an der Schmelzefront folgt.
Eine Zusammenfassung der resultierenden Tgs ist in Tabelle 2 widergegeben.
Tabelle 2: Zusammenfassung der resultierenden Tgs
| Probe 1 (rot) | Probe 2 (blau) | Probe 3 (grün) | Herstellerdatenblatt | |
|---|---|---|---|---|
| Tg [°C] | 152 | 143 | - | 143 |
Zusammenfassung
Die Studie zeigt die Bedeutung der Ermittlung des thermischen Längenausdehnungskoeffizientens gefüllter Materialien auf Basis der Füllstofforientierung, die durch das Fließfeld beim Spritzgießen beeinflusst wird.
Danksagung
Wir danken der Neue Materialien Bayreuth GmbH für die Bereitstellung der Proben.
Über Neue Materialien Bayreuth GmbH
Die Neue Materialien Bayreuth GmbH (NMB) ist eine außeruniversitäre Forschungseinrichtung, die im Themenfeld Leichtbau für Kunststoffe, Metalle sowie faserverstärkte Verbundwerkstoffe neuartige Materialvarianten und die damit verbundenen Verarbeitungsverfahren entwickelt. Weiterhin schaffen sie anwendungsnahe Lösungen, um vorhandene Werkstoffe und Produktionsprozesse anwendungsbezogen zu optimieren (https://www.nmbgmbh.de/en/).