Εισαγωγή
Ο δείκτης ροής τήγματος (MFI, επίσης αποκαλούμενος MFR, ρυθμός ροής τήγματος) είναι μια δημοφιλής μέθοδος μέτρησης της ρευστότητας των θερμοπλαστικών πολυμερών υπό συγκεκριμένες συνθήκες. Προσδιορίζει την ποσότητα ροής ενός πολυμερούς τήγματος μέσω μιας τυποποιημένης μήτρας σε 10 λεπτά υπό συγκεκριμένη θερμοκρασία και φορτίο. Η δοκιμή του δείκτη τήγματος, MI, αποδίδει πληροφορίες σχετικά με τη συμπεριφορά ροής των πολυμερών υλικών για ρυθμούς διάτμησης που ενδέχεται να μην είναι σχετικοί με την επεξεργασία (βλ. σημείωμα εφαρμογής 329 [1]). Μια καμπύλη ροής ευρέος εύρους ρυθμών διάτμησης που λαμβάνεται με το τριχοειδές ρεόμετρο Rosand παρέχει θεωρητική υποστήριξη για τη δυσμενή συμπεριφορά των πολυμερών υλικών κατά την επεξεργασία, μαζί με καθοδήγηση για τον έλεγχο της ποιότητας των πολυμερών υλικών και την προσαρμογή της επεξεργασίας.
Φανταστείτε το ακόλουθο σενάριο:
Πελάτης: Έχω αρκετές παρτίδες πολυμερών υλικών και όλοι οι δείκτες στον εργοστασιακό έλεγχο ποιότητας είναι συνεπείς. Η καμπύλη ροής είναι η ίδια, οπότε η ρευστότητα θα πρέπει να είναι συνεπής. Ωστόσο, η ανατροφοδότηση των πελατών στα επόμενα στάδια δείχνει ότι υπάρχουν προβλήματα κατά τη διάρκεια της επεξεργασίας. Ορισμένες παρτίδες πολυμερούς μπορούν να μορφοποιηθούν κανονικά με εμφύσηση, ενώ άλλες παρουσίασαν σοβαρή θραύση με εμφύσηση κάτω από τις ίδιες συνθήκες μορφοποίησης με εμφύσηση (θερμοκρασία, πίεση, ρυθμός ροής αέρα κ.λπ.), προκαλώντας σοβαρή αναποτελεσματικότητα και σπατάλη.
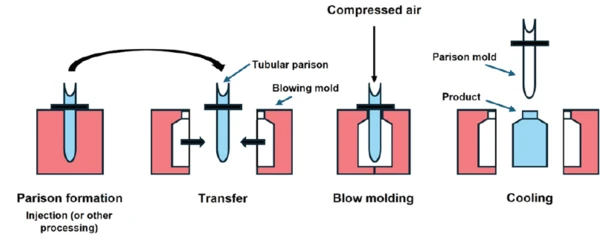
Αυτό οφείλεται στη διαδικασία χύτευσης με εμφύσηση. Η διαδικασία χύτευσης με εμφύσηση αποτελείται από τρία βασικά στάδια, όπως φαίνεται στο σχήμα 1:
- Σχηματισμός παραλληλογράμμου: (έγχυση ή εξώθηση), και στη συνέχεια ο παραλληλόγραμμος τοποθετείται σε καλούπι εμφύσησης.
- Χύτευση με φυσήματα: Συμπιεσμένος αέρας εγχέεται στον παραλληλόγραμμο για να τον φυσήξει σφιχτά πάνω στο τοίχωμα του καλουπιού.
- Ψύξη του προϊόντος: Η πίεση διόγκωσης διατηρείται έως ότου το προϊόν κρυώσει και σταθεροποιηθεί.
Κατά τη διάρκεια του δεύτερου βήματος χύτευσης με εμφύσηση, το υλικό παρουσιάζει συμπεριφορά ροής εφελκυσμού και όχι διατμητικής ροής, οπότε η καμπύλη ροής ιξώδους διάτμησης δεν θα μπορούσε να χρησιμοποιηθεί για την πλήρη αξιολόγηση της συμπεριφοράς χύτευσης με εμφύσηση. Εδώ απαιτείται ιξώδες διαστολής.
Συνθήκες μέτρησης - Μοντέλο Cogswell
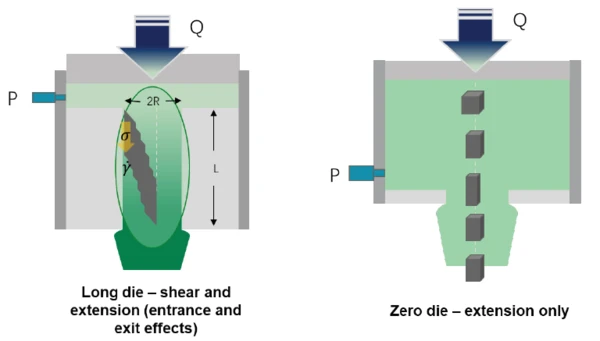
Μέσω του τριχοειδούς ρεομέτρου Rosand, μπορούμε να λαμβάνουμε ταυτόχρονα το ιξώδες διάτμησης και το ιξώδες εφελκυσμού. Όταν το πολυμερές τήγμα εισέρχεται στη μακρά μήτρα, υπόκειται τόσο σε διατμητικές όσο και σε εφελκυστικές δυνάμεις, αλλά όταν το τήγμα εισέρχεται στη μηδενική μήτρα, υπόκειται μόνο σε εφελκυστική δύναμη, όπως φαίνεται στο σχήμα 2. Σε αυτή την περίπτωση, μπορούμε να υπολογίσουμε το ιξώδες διαστολής τόσο από τη μακρά μήτρα όσο και από τη μηδενική μήτρα σύμφωνα με το μοντέλο συγκλίνουσας ροής Cogswell, το οποίο μπορεί να χρησιμοποιηθεί για την αξιολόγηση της συμπεριφοράς διαστολής κατά τη διάρκεια της επεξεργασίας - συμπεριλαμβανομένης της χύτευσης με εμφύσηση, της περιστροφής και της χύτευσης με διαξονική διαστολή σχηματισμού φιλμ.
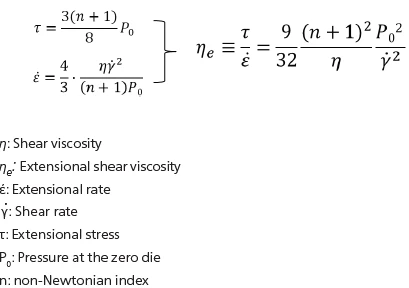
Το μοντέλο Cogswell έχει ως εξής:
Ένα δείγμα κόκκων ABS (σχήμα 3) διερευνήθηκε υπό τις συνθήκες μέτρησης που περιγράφονται λεπτομερώς στον πίνακα 1.

Πίνακας 1: Συνθήκες μέτρησης
| Όργανο | Τριχοειδές ρεόμετρο Rosand διπλής οπής |
| Δείγμα | ABS (κύριο συστατικό, τροποποιημένα συστατικά άγνωστα) |
| Θερμοκρασία | 210°C |
| Αισθητήρας πίεσης | 1000 psi (αριστερά)- 5000 psi (δεξιά) |
| Μήτρα | 1:16 (αριστερά)- 1:0,25 (δεξιά) |
| Λειτουργία δοκιμής | Δοκιμή σταθερού ρυθμού διάτμησης, δίδυμη διάτρηση (χρήση μηδενικής μήτρας για να ληφθεί ιξώδες επέκτασης) |
Αποτελέσματα μέτρησης
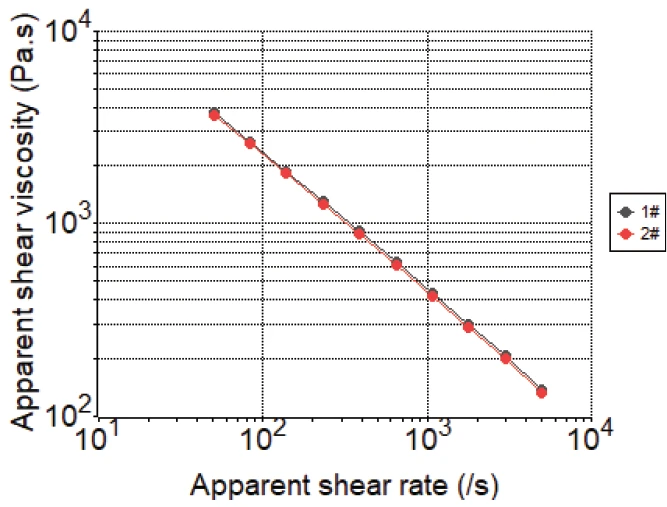
Με το τριχοειδές ρεόμετρο NETZSCH της Rosand με δύο οπές, το ιξώδες διάτμησης και το ιξώδες επέκτασης μπορούν να ληφθούν ταυτόχρονα. Στο Σχήμα 4 παρουσιάζονται τα αποτελέσματα της κοινής καμπύλης ροής διατμητικού ιξώδους για δύο διαφορετικές παρτίδες δείγματος ABS στους 210°C. Οι καμπύλες ιξώδους διάτμησης είναι σχεδόν πανομοιότυπες- η τιμή του ιξώδους σε συγκεκριμένο ρυθμό διάτμησης είναι συνεπής, όπως και ο βαθμός αραίωσης διάτμησης. Ωστόσο, οι δύο παρτίδες παρουσίασαν διαφορετικές δυνατότητες χύτευσης με εμφύσηση. Η παρτίδα #1 ήταν επιρρεπής σε θραύση κατά την εμφύσηση υπό τις ίδιες συνθήκες επεξεργασίας. Στην καμπύλη ροής ιξώδους διάτμησης, τα δύο αυτά δείγματα δεν παρουσίασαν καμία διαφορά. Αυτό οφείλεται στο γεγονός ότι η χύτευση με εμφύσηση είναι μια μορφή επεξεργασίας που περιλαμβάνει περισσότερη συμπεριφορά διάτασης. Έτσι, η κοινή καμπύλη ροής ιξώδους διάτμησης δεν ήταν επαρκής για την πλήρη αξιολόγηση αυτής της τεχνολογίας επεξεργασίας.
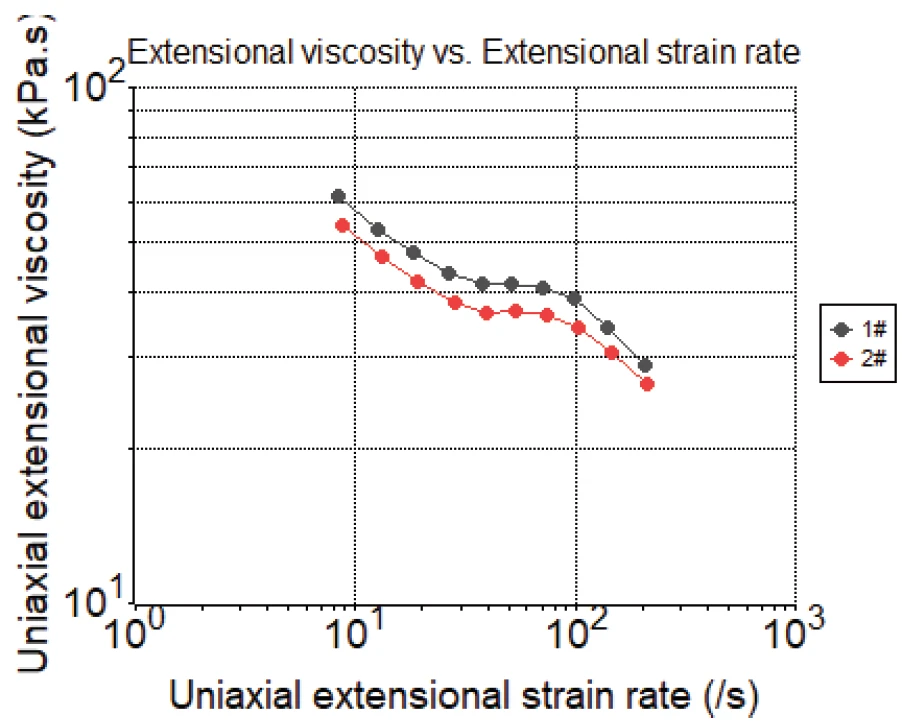
Στο Σχήμα 5 παρουσιάζονται τα αποτελέσματα της καμπύλης ροής ιξώδους επιμήκυνσης για δύο παρτίδες του δείγματος ABS στους 210°C. Παρόλο που το ιξώδες διάτμησης είναι εντελώς το ίδιο, το ιξώδες επιμήκυνσης παρουσίασε μεγάλη διαφορά. Το δείγμα #1 παρουσίασε υψηλότερο συνολικό ιξώδες επιμήκυνσης από το #2, και αυτός είναι ο λόγος για τον οποίο το #1 ήταν επιρρεπές στη διάσπαση κατά τη χύτευση με εμφύσηση. Ένα υψηλότερο ιξώδες επιμήκυνσης καθιστά το υλικό πιο δύσκολο να παραμορφωθεί κάτω από τις ίδιες συνθήκες, πράγμα που σημαίνει ότι το υλικό είναι πιο ελαστικό και ο ρυθμός επιμήκυνσης είναι χειρότερος. Έτσι, κατά τη διαδικασία χύτευσης με εμφύσηση, ένας κακός ρυθμός επιμήκυνσης καθιστά το υλικό εύκολο να σπάσει. Η διαφορά μεταξύ των ιξώδων επιμήκυνσης θα μπορούσε να επηρεαστεί από τις διαφορετικές συμπεριφορές διακλάδωσης και κρυστάλλωσης (ομοιομορφία των ανόργανων πληρωτικών υλικών, η οποία μπορεί να επηρεάσει τον ρυθμό πυρηνοποίησης των πολυμερών υπό τη συγκεκριμένη θερμοκρασία, κ.λπ.) των δειγμάτων.
Συμπέρασμα
Η καμπύλη ροής ιξώδους διάτμησης δεν μπορεί μερικές φορές να αντικατοπτρίζει πλήρως τη συμπεριφορά ροής των πολυμερών υλικών κατά τη διάρκεια ορισμένων επεξεργασιών, εάν η εν λόγω επεξεργασία περιλαμβάνει συμπεριφορά τεντώματος, όπως χύτευση με εμφύσηση, περιστροφή ή χύτευση με διαξονικό τέντωμα σχηματισμού φιλμ. Το τριχοειδές ρεόμετρο διπλής οπής NETZSCH Rosand μπορεί να παρέχει καμπύλες ροής ιξώδους διάτμησης και ιξώδους επιμήκυνσης ταυτόχρονα σε μία δοκιμή, και το ιξώδες επιμήκυνσης μπορεί να βοηθήσει στην αξιολόγηση της συμπεριφοράς τάνυσης κατά τη διάρκεια αυτών των διεργασιών, παρέχοντας έτσι καθοδήγηση για τον έλεγχο της ποιότητας των πολυμερών υλικών και την προσαρμογή της επεξεργασίας.